kozak12 pisze: ↑03 wrz 2025, 19:12
Włącz albo styczna albo łuk.
NIE DA SIĘ z rozwijanego menu wybrać dwu opcji na raz!
Dotarło, czy jeszcze nie?
Poza tym, dowiedz się co to jest styczna, bo chyba z tym masz problem.
Nie spodziewam się żebyś to zrozumiał, ale wytłumaczę dla innych.
Aby użyć kompensacji narzędzia trzeba zaprogramować ścieżki wejścia i wyjścia.
Po prostu narzędzie nie może być równocześnie "tu i obok".
O ile przy ścieżce wejścia musi być wykonany fizyczny ruch (ale może być na bezpiecznej wysokości żeby nie ciąć materiału bez sensu), o tyle wyjście może być bez fizycznego ruchu, bo wystarczy zdjąć offset, a frez może zostać tam gdzie jest.
To wszystko co trzeba wiedzieć.
Natomiast jeśli się tego nie wie, to się programuje nadmiarowe i bezsensowne ruchy jak właśnie odbywa się to w QCAD.
Dodane 30 minuty 10 sekundy:
Mamy dwa programy:
Kod: Zaznacz cały
G10 L1 P1 R3
M6 T1
S1000 F1000
G1 X0 Y0 Z0
G41 Y6
Y12
G40 Y18
M30
Kod: Zaznacz cały
G10 L1 P1 R3
M6 T1
S1000 F1000
G1 X0 Y0 Z0
G41 Y6
Y12
G40 X-3
M30
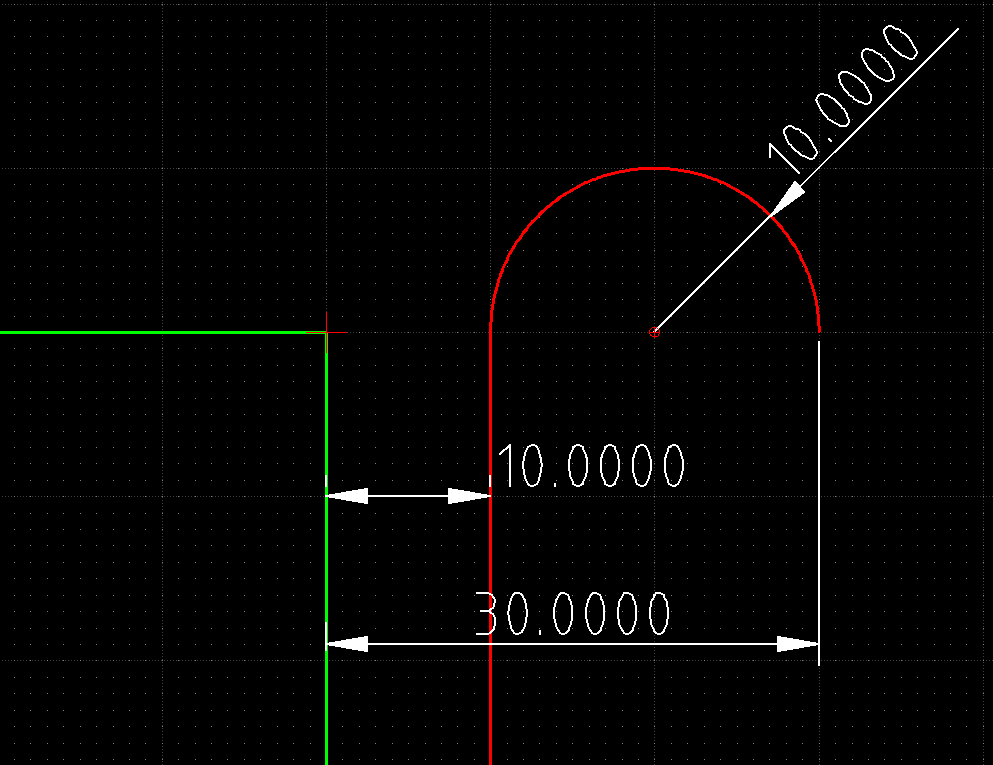
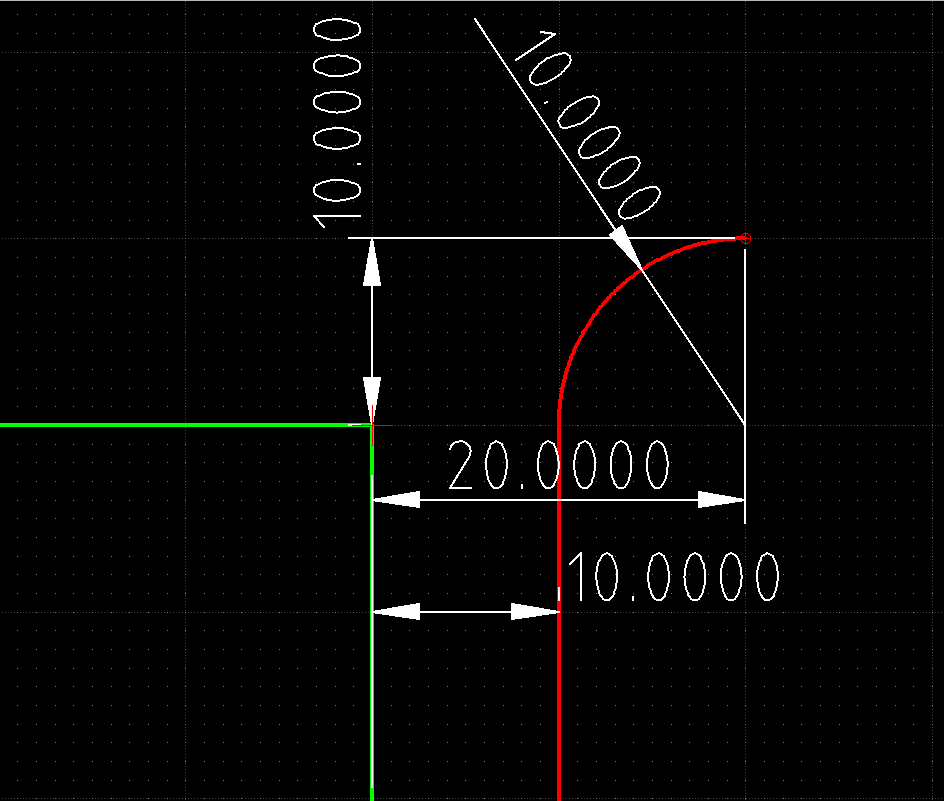
Różnica jest w przedostatniej linii.
Pierwszy program robi wejście na offset, jedzie kawałek w górę i robi zejście z offsetu.
Drugi robi formalnie to samo, ale ostatniego ruchu nie wykonuje fizycznie, bo X12Y0 w G41 to ten sam punkt co Y12X-3 w G40...
Proste?





")



")









