




Stół do nutoola
-
prutkyj
- Znawca tematu (min. 80)
")
- Posty w temacie: 5
- Posty: 89
- Rejestracja: 04 lut 2012, 10:50
- Lokalizacja: tam
No to i ja się pochwalę. Jakiś czas temu powstał prosty stoliczek wersja 1.0. Nogi i podstawa z kształtownika 60x40 zalane betonem i prosta wanna z blachy wygięta. Na dole znajduje się trzy szufladowa komoda z płyty wiórowej. Po jakimś czasie nabrałem ochoty na zrobienie czegoś ekstra. Tak powstał stoliczek wersja 2.0 

Tagi:


")
-
prutkyj
- Znawca tematu (min. 80)
- Posty w temacie: 5
- Posty: 89
- Rejestracja: 04 lut 2012, 10:50
- Lokalizacja: tam
Nie do końca. Blacha jest oddalona o około 3cm. Poza tym z dołu i tyłu jest prześwit. Jak zrobie foto to pokaze.ahabich pisze:A jak rozwiązałeś dopływ powietrza do wentylatora silnika? Jest tuż przy blasze?
[ Dodano: 2015-10-12, 17:48 ]
Obiecana fotka. Będzie jednak dodana tak jakby płoza. W przyszłości jak będzie falownik będzie inne chłodzenie brane spod blatu.

Chłodzenie będzie się odbywać czymś takim

Udało się takze spasować blachy by już silnik nie dostawał wiórami ani chłodziwem. Wszystko jest szczelne.




-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 49
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
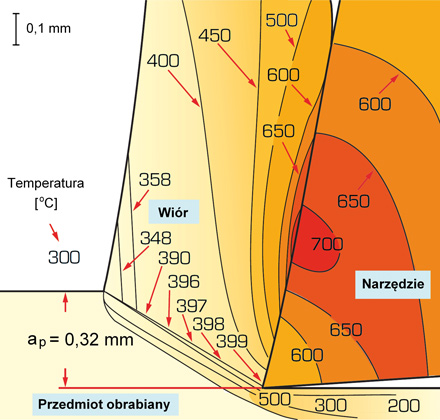
Zależy co i jak się toczy, na przykład przecinanie bez chłodzenia na niektórych gatunkach stali marnie idzie, wielekroć używałem do tej operacji chłodzenia bez żadnych konsekwencji. Smarne właściwości chłodziwa zapobiegają powstawaniu narostów i polepszają spływ wióra z powierzchni natarcia noża, a w konsekwencji lepsze i wydajniejsze skrawanie. Chłodzenia zazwyczaj nie stosuje się do skrawania szybkościowego(duże Vc) i z dużą głębokością skrawania (ap) oraz do niektórych gatunków materiału, ponieważ wtedy generowane są tak duże ilości ciepła, że chłodziwo ma bardzo utrudnione dotarcie do strefy największej temperatury, zanim tam dotrze zazwyczaj wyparowuje, więc część płytki bezpośrednio przy gł. krawędzi skrawającej jest gorąca, a dalsza część zimna, generując naprężenia cieplne i co za tym idzie - pękanie.rc36 pisze:chłodzenie może być szkodliwe, ponieważ płytki lubią pękać od różnicy temperatur.
https://www.cnc.info.pl/topics101/przec ... t56556.htm
Rozkład temperatury na nożu skrawającym
Dlatego by zminimalizować wpływ szoku stref temperaturowych (przy chłodzeniu w czasie skrawania) na powstawanie większej siatki pęknięć i wykruszanie węglika należy lutowane noże tak szlifować by nie dopuścić do powstania rys szlifierskich przegrzewając węglik. Najlepiej osobną ściernicą miękki trzonek, i inną (C99,C98, C38, diament, borazon) twarde węglikowe ostrze (tzw "zimne szlifowanie" - matowa powierzchnia)
(tu trochę o tym
https://www.cnc.info.pl/topics80/tarcza ... t62985.htm
https://www.cnc.info.pl/topics101/scier ... t62592.htm ).
Z podobnych jak wyżej powodów również nie zawsze dobrze jest stosować chłodzenie przy skrawaniu płytkami wymiennymi, choć w owych zazwyczaj brak ułatwiających kruszenie i pękanie rys szlifierskich, a sama krawędź skrawająca ma zazwyczaj zapobiegającą wykruszaniu i szczerbatości niewielką fazkę o ujemnym kącie natarcia...
pozdrawiam,
Roman
Roman
-
pukury
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 7886
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
witam.
w sumie przy węglikach najgorsze jest " polewanie "
jak już to ciągły strumień.
chodzi o szoki termiczne - a przy okazji nóż jest smarowany.
chłodziwo to przecież nie tylko woda.
to samo jeśli chodzi o ostrzenie noże - albo ciągle - albo wcale.
tak wynika z moich obserwacji.
pozdrawiam
w sumie przy węglikach najgorsze jest " polewanie "
jak już to ciągły strumień.
chodzi o szoki termiczne - a przy okazji nóż jest smarowany.
chłodziwo to przecież nie tylko woda.
to samo jeśli chodzi o ostrzenie noże - albo ciągle - albo wcale.
tak wynika z moich obserwacji.
pozdrawiam
Mane Tekel Fares






