")
Obrotowe nakrętki będą napędzane poprzez
pasy HTD.
Idąc od silnika przełożenie to wygląda tak:
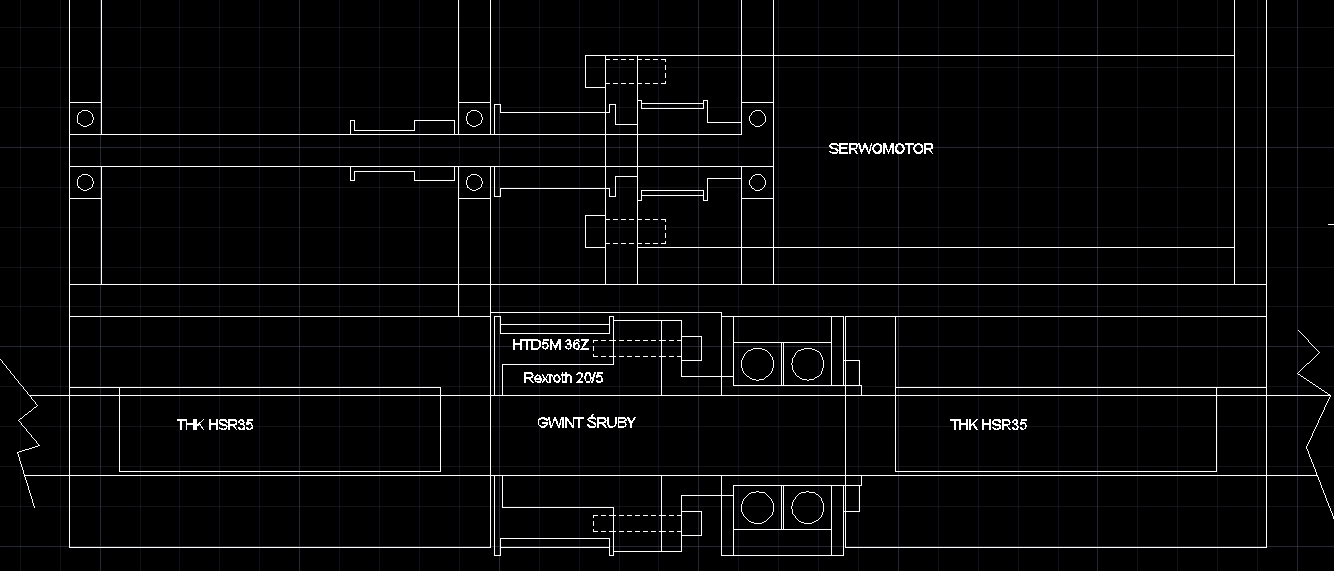
HTD 3M 12Z (15mm) -> HTD 3M 24Z
HTD 5M 12Z (25mm) -> HTD 5M 36Z (zamocowane na nakrętkach)
Daje mi to przełożenie 1:6 :
maksymalna prędkość: 10m/min
moment stały: 8,16NM
moment stały przy maksymalnej prędkości: 4.56NM
moment chwilowy: 33.6NM?!
Ponieważ brama będzie napędzana dwoma śrubami(skok 5) i dwoma serwami (używanymi)
obawiam się, że gdyby nastąpiła awaria jednego silnika to przy odrobinie
pecha może mi zniszczyć prowadnice i śruby. (brama będzie sporo ważyć)
Dlatego chciałbym na wszelki wypadek zastosować sprężenie mechaniczne
które może mieć luzy i to nawet duże bo normalnie nie będzie przenosić
żadnych sił, dopiero podczas awarii. Jak mi bram przejedzie z powodu tego
luzu do przodu z jednej strony o 0,5mm dalej to podejrzewam że się nic nie stanie
bo konstrukcja niestety super sztywna nie jest.
Udało mi się upchać inne koło na nakrętkę toczoną stąd przełożenie było
by dwu stopniowe (1:2 + 1:3) co oznacza, że te przekładnie stożkowe
kręciły by się z maksymalną prędkością 6000rpm, ale rozumiem że i taka
prędkość to dla nich za dużo
Szczerze mówiąc to zdecydowanie najłatwiej było po prostu nie robić tego sprzężenia
mechanicznego, co rozumiem że doradzacie.
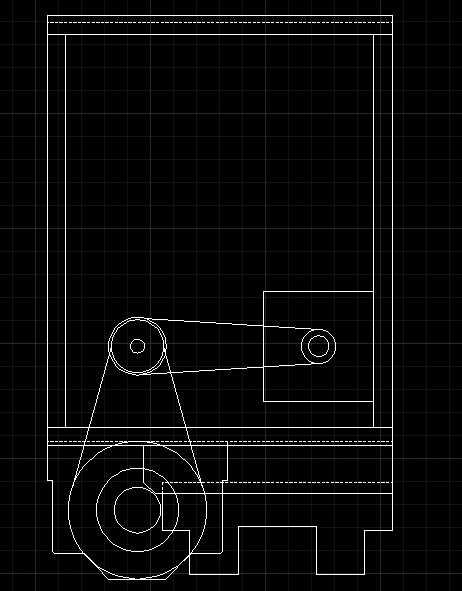
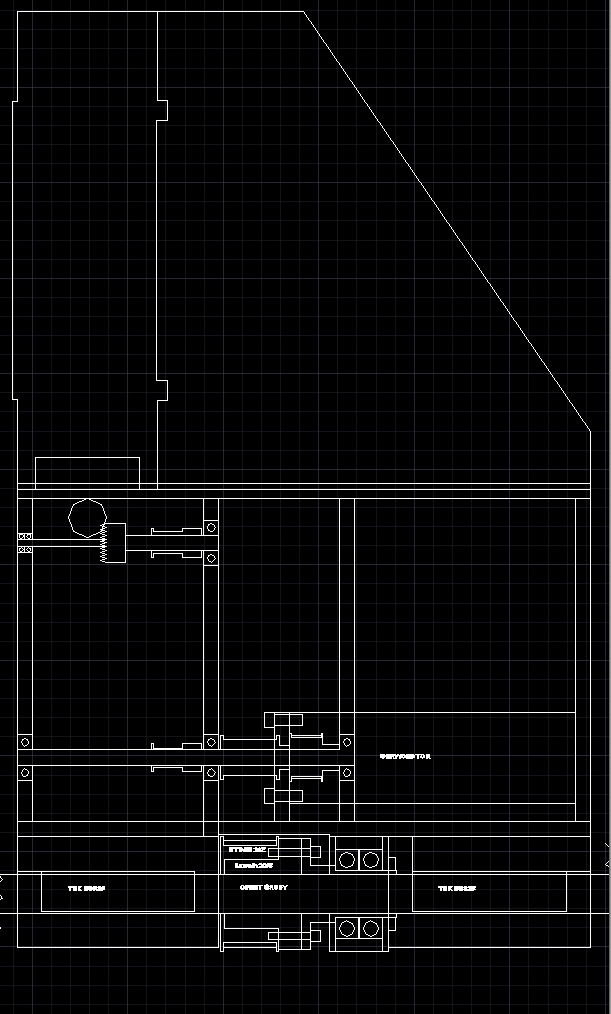
Narysowałem jak to mniej więcej by wyglądało (ten wał idący wzdłuż bramy by musiał iść przez środek bramy, żeby nie ograniczać prześwitu)
W tym projekcie wszystko jest wpasowane na milimetry więc może być naprawdę ciężko
coś zrozumieć. (Napisałem nazwy niektórych komponentów żeby łatwiej się było rozeznać)
Prowadnica od skanera będzie się nadawać na punktak?





")