



Frezarka 3824 - krok po kroku.


-
 Rafalgl
Rafalgl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 515
- Posty: 1239
- Rejestracja: 24 gru 2020, 01:43
Re: Frezarka 3824 - krok po kroku.
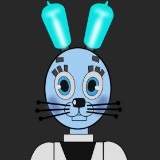
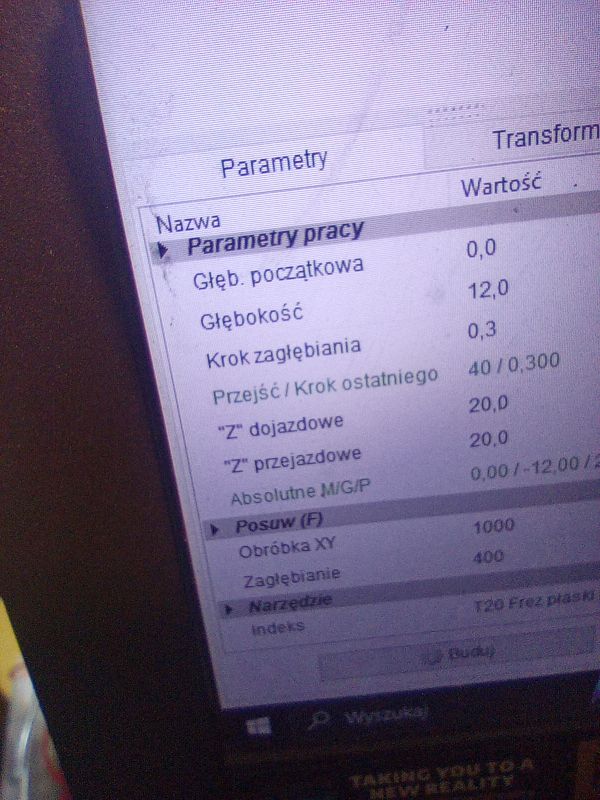
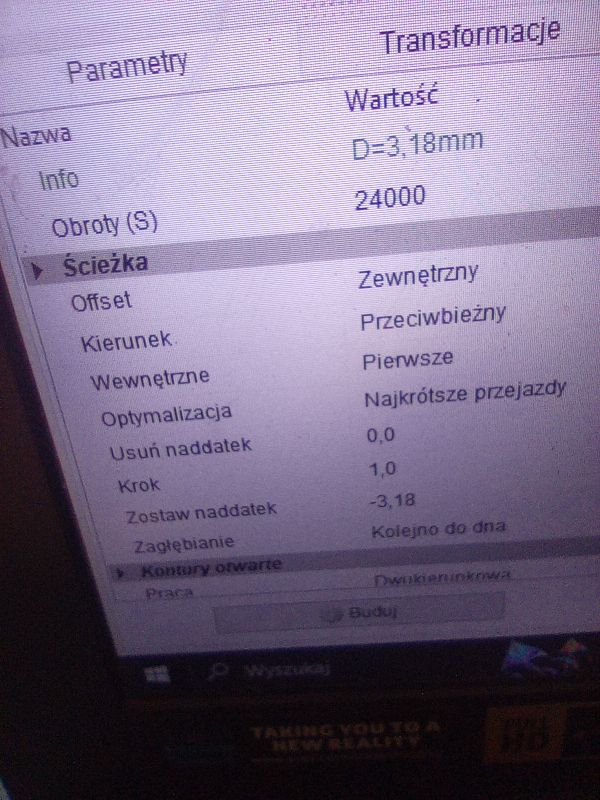
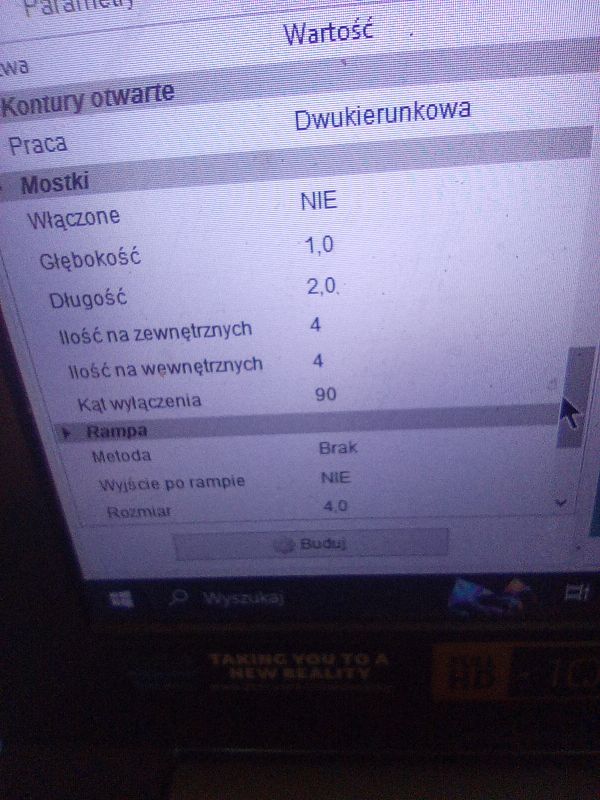
Możliwe, że ta oprawka bije. Sztywność wątpię, skoro frezem 6mm tak nie poharatało powierzchni a wibracje (hałas) wtedy były dużo gorsze. Nawet przy próbie w stali nie było takich jaj... Wrzucam parametry obróbki tego offsetu: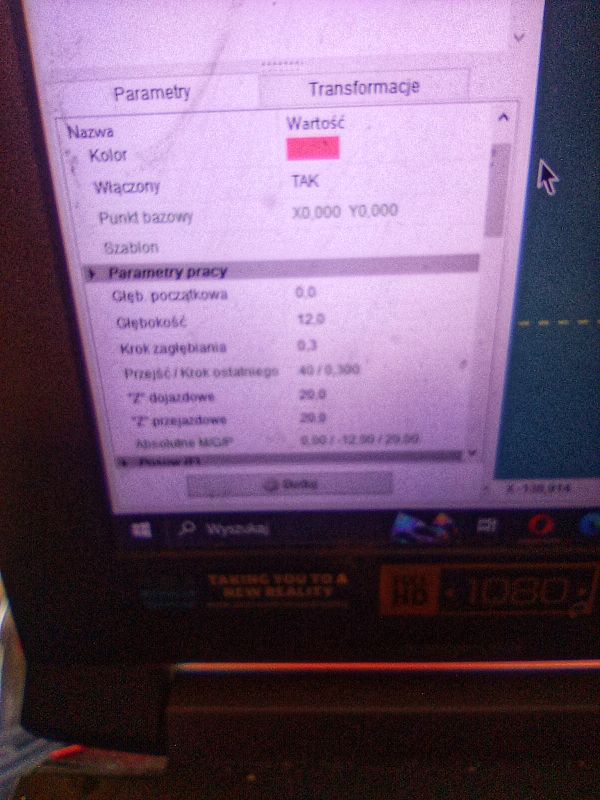
No i aluminium niestety PA38 bo takie najlatwiej dostać i jest najtańsze.
bo takie najlatwiej dostać i jest najtańsze.
Dodane 6 minuty 28 sekundy:
Macie jakieś tabelę optymalnych obrotów, posuwów i głębokości frezowania dla różnych średnic frezów i materiałów?
Spróbuję też trochę podnieść wrzeciono w uchwycie żeby była mniejsza amplituda tych potencjalnych drgań. Frez miał 22 długości części roboczej, całość dość mocno wystaje.
No i aluminium niestety PA38
 bo takie najlatwiej dostać i jest najtańsze.
bo takie najlatwiej dostać i jest najtańsze.Dodane 6 minuty 28 sekundy:
Macie jakieś tabelę optymalnych obrotów, posuwów i głębokości frezowania dla różnych średnic frezów i materiałów?
Spróbuję też trochę podnieść wrzeciono w uchwycie żeby była mniejsza amplituda tych potencjalnych drgań. Frez miał 22 długości części roboczej, całość dość mocno wystaje.
Kto pyta, nie błądzi.
-
Bagunio
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 105
- Posty: 312
- Rejestracja: 24 sty 2022, 22:52
Re: Frezarka 3824 - krok po kroku.
Czegoś nie rozumiem , ta boczną powierzchnię też robiłeś frezem 3 ?
Takie tabletki widoczne są na aukcjach z frezami lub jeśli kupuje się lepsze to dostaje się je od dostawcy - nigdy takich nie dostałem bo używam samych Chińczyków , dopiero teraz idą do mnie pierwsze markowe frezy yg-1
Takie tabletki widoczne są na aukcjach z frezami lub jeśli kupuje się lepsze to dostaje się je od dostawcy - nigdy takich nie dostałem bo używam samych Chińczyków , dopiero teraz idą do mnie pierwsze markowe frezy yg-1
-
Rafalgl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 515
- Posty: 1239
- Rejestracja: 24 gru 2020, 01:43
Re: Frezarka 3824 - krok po kroku.
Tak, tym samym frezem wszystko. I ta boczna powierzchnia to był technicznie rzecz ujmując rowek, a nie obróbka samej powierzchni, bo materiał był dłuższy niż gotowy element.
Dodane 1 minuta 17 sekundy:
Mam jeden frez taki jak do plexi i drewna (compression?), czy on da radę dokończyć tę robotę? Poza tym parę innych w innym rozmiarze.
Dodane 1 minuta 17 sekundy:
Mam jeden frez taki jak do plexi i drewna (compression?), czy on da radę dokończyć tę robotę? Poza tym parę innych w innym rozmiarze.
Kto pyta, nie błądzi.
-
atom1477
- Lider FORUM (min. 2000)
")
- Posty w temacie: 178
- Posty: 3980
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Re: Frezarka 3824 - krok po kroku.
Robienie rowka to duże obciążenie dla freza.
Jak nie ma dużo materiału do odzyskania (nie więcej niż szerokość freza) to szkoda robić rowek. Lepiej przejechać na kilka razy po powierzchni bocznej.
A jak już jednak robisz rowek, to potem przejedz wykańczająco.
W każdym razie jak frez wytrzymał robienie tak długiego rowka, i i otworowi by dał radę. Więc stawiam że przy otworze były ustawione nieprawidłowe parametry obróbki.
Jak nie ma dużo materiału do odzyskania (nie więcej niż szerokość freza) to szkoda robić rowek. Lepiej przejechać na kilka razy po powierzchni bocznej.
A jak już jednak robisz rowek, to potem przejedz wykańczająco.
W każdym razie jak frez wytrzymał robienie tak długiego rowka, i i otworowi by dał radę. Więc stawiam że przy otworze były ustawione nieprawidłowe parametry obróbki.
-
 bas01
bas01
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 22
- Posty: 153
- Rejestracja: 04 lut 2023, 21:06
- Lokalizacja: Polska i okolice
Re: Frezarka 3824 - krok po kroku.
materiał jest winny ,"to aluminium nie jest miękkie ani twarde ",frez albo ślizga się po powierzchni albo ładuje się za głęboko w takie aluminium KONSTRUKCYJNE [to nie jest sztywne aluminium ,bardziej giętkie i NIE DZWONI ALUMINIUM lecz jest głuche jak guma do żucia ,a że podane jest PA38 czy podobnie ,to papier przyjmie wszystko ,komputer również ,musiałbyś wybrać frez z odpowiednim kątem i ostry jak brzytwa ,wiele frezów musisz sprawdzić ,producent nie podaje do jakiego stopu aluminium może być stosowany frez ,albo jeśli podaje to głupoty aby sprzedać towar ,
znajdż sobie próbkę aluminium ,dokładnie to stop aluminium takie jak stosuje się na obudowy do głowic samochodowych ,silników elektrycznych ,obudowy obiektywów optycznych etc ,DURALUMINIUM ,stop ALUMINIUM MAGNEZOWY ,taki jak np. idzie na tłoki silników itp ,zobaczysz co ten frez potrafi BĘDZIE ŚMIGAŁ SUPER ,STOPY aluminium ,magnezowe podatne są obróbce frezowania lub toczenia lub przetaczania ,konstrukcyjne aluminium niestety nie i będziesz się męczył i lej dużo chłodziwa bo tu jest tarcie na siłę a nie obróbka skrawaniem ,podobnie jakbyś wział kawałek SMOŁY lekko zamarzniętej i zaczął frezować i wiesz co po chwili byłoby ...
zarza znajdą się "MĘDRCY" ,którzy wszystko wiedzą i będą chciali podważyć TEZY NAUKOWE I TECHNOLOGICZNE ,no coż ,że ze Szwecji...
https://pl.wikipedia.org/wiki/Stopy_aluminium
Dodane 6 minuty 25 sekundy:
producent takich stopów https://neocast.eu/pl/magnez/formatki-magnezowe
znajdż sobie próbkę aluminium ,dokładnie to stop aluminium takie jak stosuje się na obudowy do głowic samochodowych ,silników elektrycznych ,obudowy obiektywów optycznych etc ,DURALUMINIUM ,stop ALUMINIUM MAGNEZOWY ,taki jak np. idzie na tłoki silników itp ,zobaczysz co ten frez potrafi BĘDZIE ŚMIGAŁ SUPER ,STOPY aluminium ,magnezowe podatne są obróbce frezowania lub toczenia lub przetaczania ,konstrukcyjne aluminium niestety nie i będziesz się męczył i lej dużo chłodziwa bo tu jest tarcie na siłę a nie obróbka skrawaniem ,podobnie jakbyś wział kawałek SMOŁY lekko zamarzniętej i zaczął frezować i wiesz co po chwili byłoby ...
zarza znajdą się "MĘDRCY" ,którzy wszystko wiedzą i będą chciali podważyć TEZY NAUKOWE I TECHNOLOGICZNE ,no coż ,że ze Szwecji...
https://pl.wikipedia.org/wiki/Stopy_aluminium
Dodane 6 minuty 25 sekundy:
producent takich stopów https://neocast.eu/pl/magnez/formatki-magnezowe
nie jest ważne jak powoli idziesz ,ważne jest ,że nie stoisz w miejscu wtedy nauczysz się doskonale chodzić
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 141
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Frezarka 3824 - krok po kroku.
Jedyne co jest prawdą w tym co napisałeś, to to, że różne stopy aluminium mają różne właściwości i różnie nadają się do obróbki skrawaniem, a nawet bardzo różnie.
Reszta to stek bzdur nie wartych komentowania.
-
Avalyah
- Lider FORUM (min. 2000)
- Posty w temacie: 99
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Frezarka 3824 - krok po kroku.
bas01 pisze:materiał jest winny
Raczysz żartować. Dalej nie wiem co piszesz, bo tego bełkotu nie da się czytać póki nie zaczniesz stosować interpunkcji jak normalny człowiek. PA38 to gówniany do obróbki stop, są lepsze, ale i tak da się go spokojnie frezować.
Powierzchnia na boku tego płaskownika jest dramatyczna. Dobrze byłoby zobaczyć (i usłyszeć) filmik. Ogólnie do takich robót zgrubnych polecam frez jednopiórowy fi5. Jakich bym nie kupował (a były lepsze i gorsze), to ani jednego nie udało mi się jeszcze złamać, nawet przy sytuacjach, gdzie przez przypadek poleciał na pełną głębokość slotem. Warto też zrobić dodatkowe przejście wykańczające , najpierw spróbować np. 0.5mm, zobaczyć efekt, jak nie będzie dobrze to potem 0.1mm a w końcu możesz i nawet puścić tzw. spring pass, czyli objechać frezem parę razy tę samą ścieżkę wykańczającą i zobaczysz, co się dzieje z każdym przejściem - czy frez dalej coś skrawa/szlifuje.
Ja bym mimo wszystko obstawiał, że tutaj nie wyrabia sztywność maszyny, nieważne ile bajerów jest w skrzynce, to dalej leciutka skręcana konstrukcja. Bicie freza również warto sobie sprawdzić, zwłaszcza, jeśli masz jakieś chińskie tulejki er.
Porób też testy na mniejszym zagłębieniu, nikt nie powiedział, że musisz całą głębokość przejechać na raz - możesz robić schodki i na końcu przejechać całość wykańczająco, albo zostawić (albo nawet papierem ściernym sobie przejechać, jak chcesz, żeby ładnie wyglądało.
Natomiast ogólnie rzecz biorąc to akurat frezowanie tak dużej powierzchni na raz (chodzi tutaj o grubość tej płyty) jest jednym z większych wyzwań dla maszyny, bo wszystkie mechaniczne niedociągnięcia wychodzą w postaci drgań i powierzchni, jaką uzyskałeś.
-
bas01
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 22
- Posty: 153
- Rejestracja: 04 lut 2023, 21:06
- Lokalizacja: Polska i okolice
Re: Frezarka 3824 - krok po kroku.
przecież napisałem ,że FREZ MUSI BYĆ BARDZO OSTRY I MIEĆ ODPOWIEDNI KĄT OSTRZA ,
Dodane 3 minuty 19 sekundy:
tuxcnc ,spróbuj frezować chleb frezem do stali ... i to jest stek bzdur ,w tym aluminium nawet tęcznie trudno gwint zrobić gwintownikiem 3mm ,STOP ALUMINIUM MAGNEZOWE jest IDEALNE do obróbki skrawaniem ,do szkoły
nie jest ważne jak powoli idziesz ,ważne jest ,że nie stoisz w miejscu wtedy nauczysz się doskonale chodzić
-
Bagunio
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 105
- Posty: 312
- Rejestracja: 24 sty 2022, 22:52
Re: Frezarka 3824 - krok po kroku.
bas01 pisze: ↑16 kwie 2023, 18:29przecież napisałem ,że FREZ MUSI BYĆ BARDZO OSTRY I MIEĆ ODPOWIEDNI KĄT OSTRZA ,
Widzisz znowu masz rację tux był w błędzie jeszcze tu miałeś rację , reszty informacji z twojego postu nie komenntuje
Nie jest ci głupio wysyłać kogoś spowrotem do szkoły ?







