



Nie masz pojęcia o podstawach geometrii. I Ty śmiesz pouczać i obrażać innych ludzi na forum?
Frezarka 3824 - krok po kroku.


-
Avalyah
- Lider FORUM (min. 2000)
")
- Posty w temacie: 99
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Frezarka 3824 - krok po kroku.
Rafalgl pisze:punkt zero
Jaki punkt zero?
tuxcnc pisze:Jak zbazować, jak wymienić narzędzie, jak ustalić zero materiału i takie tam...
Nie ma co zapisywać. Jak maszyna jest poprawnie skonfigurowana, to po włączeniu wali ostrzeżeniem, że maszyna niezbazowana, klika się przycisk ref, maszyna bazuje, mierzy narzędzie i jest gotowa do pracy. Od tego momentu działają wszystkie softlimity i nie da się np. przywalić frezem w stół. A zero materiału przecież ustawia się tam, gdzie się je ustawi w Camie, jak kto lubi.
Także kolejność jest prosta - odpalić maszynę, kliknąć ref (byle by tylko jakiekolwiek narzędzie było w oprawce, nawet nie musi być to ustawione akurat w maszynie) i tyle. Potem już normalna obsługa w zależności od potrzeb. Jak w programie jest kilka narzędzi to przy zmianie ręcznej maszyna odjeżdża nad czujnik wymiany narzędzia i czeka na potwierdzenie, że narzędzie zmienione. Potem mierzy narzędzie i jazda.
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 141
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Frezarka 3824 - krok po kroku.
Łazisz za mną po forum i do wszystkiego się przypieprzasz, bo ci kiedyś nadepnąłem na odcisk i szukasz teraz zemsty...
Tylko robisz to w sposób potrójnie debilny.
Po pierwsze, pisząc głupoty z siebie robisz idiotę.
Po drugie, na mnie to nie działa. Ja mam o tobie wyrobione zdanie, twoje opinie o mnie mam w du***, a jesteś dla mnie co najwyżej tak upierdliwy, jak komar nie dający zasnąć, bo brzęczy za uchem...
Po trzecie i najważniejsze, robisz z forum śmietnik, te wszystkie twoje debilizmy trzeba prostować, bo przecież ktoś może w to uwierzyć...
Jak sam nie potrafisz się powstrzymać, to idź na jakąś terapię...
------------
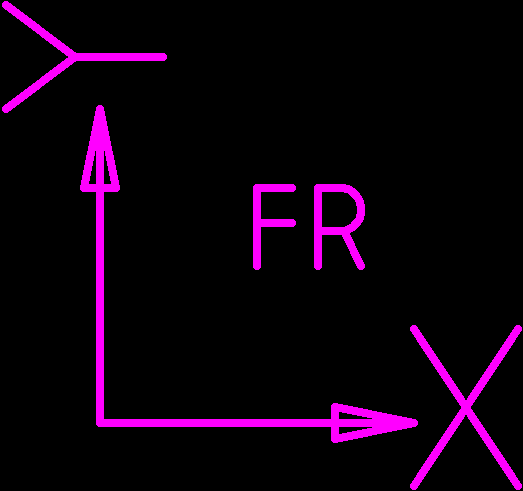
Prawidłowy układ współrzędnych.
------------
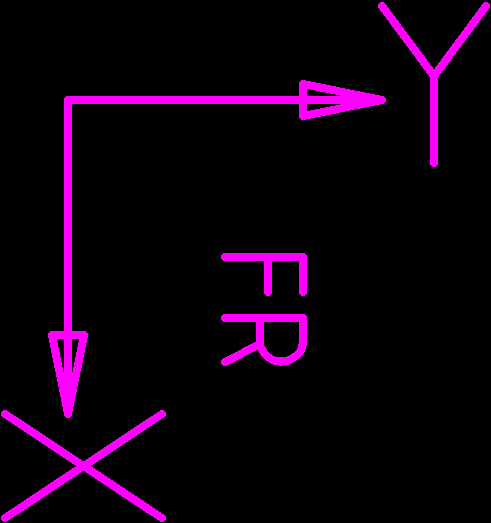
Obrócony układ współrzędnych (tak jak mam w chińskim laserze).
------------
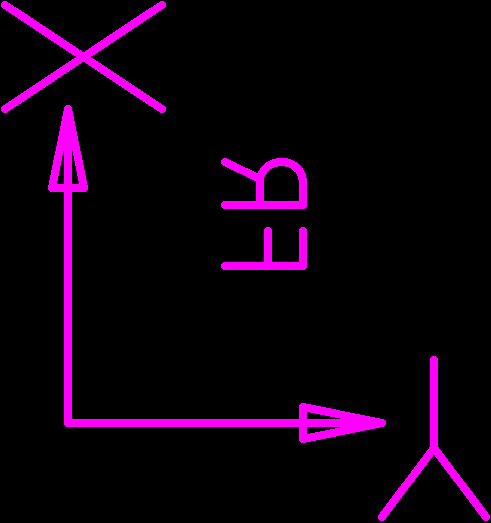
Zamienione osie.
------------
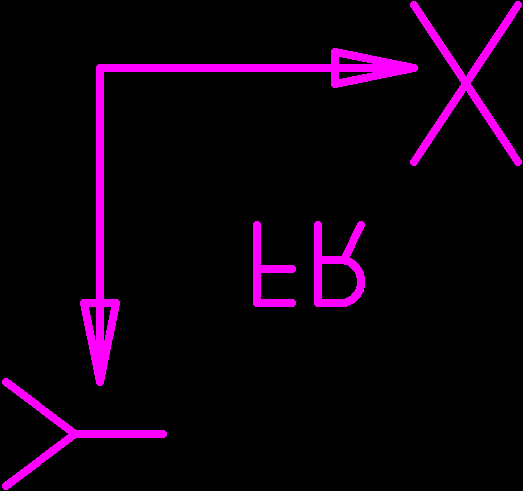
Zamienione osie i obrócony układ współrzędnych.
Zwróćcie uwagę na literki FR które są tam umieszczone celowo, żeby można było stwierdzić czy da się je prawidłowo odczytać...
-
 Rafalgl
Rafalgl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 515
- Posty: 1239
- Rejestracja: 24 gru 2020, 01:43
Re: Frezarka 3824 - krok po kroku.
Próbowalem dziś pofrezować, ale jest problem. Na początku wszystko jest jak trzeba, maszyna bazuje się, mierzy narzędzie. Wciskam START. Wrzeciono uruchamia się, jedzie nad imadełko (tam gdzie jest materiał i zero materiału na jego powierzchni). Zaczyna frezować. Po jednej warstwie nagle wyskakuje błąd "e-stop - Wyłącznik krańcowy (-) osi Z". I tak za każdym razem, mimo że do krańcówki jest jakieś 10 cm. Softlimity mam wyłączone, więc o co tu chodzi?
Kto pyta, nie błądzi.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 141
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Frezarka 3824 - krok po kroku.
Nieprawda.Avalyah pisze: ↑02 kwie 2023, 10:40tuxcnc pisze:Jak zbazować, jak wymienić narzędzie, jak ustalić zero materiału i takie tam...
Nie ma co zapisywać. Jak maszyna jest poprawnie skonfigurowana, to po włączeniu wali ostrzeżeniem, że maszyna niezbazowana, klika się przycisk ref, maszyna bazuje, mierzy narzędzie i jest gotowa do pracy. Od tego momentu działają wszystkie softlimity i nie da się np. przywalić frezem w stół. A zero materiału przecież ustawia się tam, gdzie się je ustawi w Camie, jak kto lubi.
Także kolejność jest prosta - odpalić maszynę, kliknąć ref (byle by tylko jakiekolwiek narzędzie było w oprawce, nawet nie musi być to ustawione akurat w maszynie) i tyle. Potem już normalna obsługa w zależności od potrzeb. Jak w programie jest kilka narzędzi to przy zmianie ręcznej maszyna odjeżdża nad czujnik wymiany narzędzia i czeka na potwierdzenie, że narzędzie zmienione. Potem mierzy narzędzie i jazda.
Tak to możesz mieć przy jakiejś masówce, gdy identyczny materiał mocujesz w imadle albo do zderzaków.
We frezarce CNC jest dość skomplikowany łańcuch offsetów, z których jedne są absolutne, a inne względne.
Na przykład offset narzędzia nie jest związany z układem współrzędnych maszynowych, a jest względny do hipotetycznego narzędzia o offsecie 0,0,0...
We frezarce z Linuxcnc mam ustawianie zera materiału (X,Y) kamerą, która też ma swój offset względny do wrzeciona...
Mam też czujnik wysokości narzędzia i sondę do zera materiału (Z).
Do wszystkiego mam makra, więc żadna literówka nie wchodzi w rachubę.
Zdarzyło mi się już parę razy źle ustawić offsety, bo wystarczy o czymś zapomnieć, albo coś zrobić w niewłaściwej kolejności i łańcuch offsetów się sypie...
-
atom1477
- Lider FORUM (min. 2000)
- Posty w temacie: 178
- Posty: 3980
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Re: Frezarka 3824 - krok po kroku.
Mylisz się.
Po prostu mówię do Ciebie w Twoim naturalnym języku.
No i jest tak jak napisałem. X jest w miejscu Y, a Y w miejscu X. Oczywiście poza tym jeszcze Y jest odwrócona (+ na -).
Więc masz rację że po zamianie Z z Y będzie lustro. Ale nie widzisz że ten efekt da się odwrócić zamieniając osie X i Y oraz odwracając zwrot oś Y. Nie widzisz że to są tożsame rzeczy (lustro i zamienianie/odwracanie osi).
Ostatnio zmieniony 02 kwie 2023, 15:13 przez atom1477, łącznie zmieniany 1 raz.
-
Bagunio
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 105
- Posty: 312
- Rejestracja: 24 sty 2022, 22:52
Re: Frezarka 3824 - krok po kroku.
tuxcnc pisze: ↑02 kwie 2023, 15:00Nieprawda.Avalyah pisze: ↑02 kwie 2023, 10:40tuxcnc pisze:Jak zbazować, jak wymienić narzędzie, jak ustalić zero materiału i takie tam...
Nie ma co zapisywać. Jak maszyna jest poprawnie skonfigurowana, to po włączeniu wali ostrzeżeniem, że maszyna niezbazowana, klika się przycisk ref, maszyna bazuje, mierzy narzędzie i jest gotowa do pracy. Od tego momentu działają wszystkie softlimity i nie da się np. przywalić frezem w stół. A zero materiału przecież ustawia się tam, gdzie się je ustawi w Camie, jak kto lubi.
Także kolejność jest prosta - odpalić maszynę, kliknąć ref (byle by tylko jakiekolwiek narzędzie było w oprawce, nawet nie musi być to ustawione akurat w maszynie) i tyle. Potem już normalna obsługa w zależności od potrzeb. Jak w programie jest kilka narzędzi to przy zmianie ręcznej maszyna odjeżdża nad czujnik wymiany narzędzia i czeka na potwierdzenie, że narzędzie zmienione. Potem mierzy narzędzie i jazda.
Tak to możesz mieć przy jakiejś masówce, gdy identyczny materiał mocujesz w imadle albo do zderzaków.
We frezarce CNC jest dość skomplikowany łańcuch offsetów, z których jedne są absolutne, a inne względne.
Na przykład offset narzędzia nie jest związany z układem współrzędnych maszynowych, a jest względny do hipotetycznego narzędzia o offsecie 0,0,0...
We frezarce z Linuxcnc mam ustawianie zera materiału (X,Y) kamerą, która też ma swój offset względny do wrzeciona...
Mam też czujnik wysokości narzędzia i sondę do zera materiału (Z).
Do wszystkiego mam makra, więc żadna literówka nie wchodzi w rachubę.
Zdarzyło mi się już parę razy źle ustawić offsety, bo wystarczy o czymś zapomnieć, albo coś zrobić w niewłaściwej kolejności i łańcuch offsetów się sypie...
Robisz z prostych rzeczy skomplikowane , jak z obsługi inkscape który jest dziecinnie prosty
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 141
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Frezarka 3824 - krok po kroku.
Jest dokładnie odwrotnie.
Na przykład najeżdżając kamerą na dwa punkty nie tylko ustawiam punkt X0Y0, ale też obracam układ współrzędnych.
Dzięki temu mogę wykorzystać odpad z poprzednich robót, o przypadkowych i nieregularnych kształtach, i zamocowany jak popadnie.
To jest wielkie uproszczenie sobie życia, ale też nie ma nic za darmo i taki pomiar trzeba wykonać w określonej kolejności, o której trzeba pamiętać...
-
Avalyah
- Lider FORUM (min. 2000)
- Posty w temacie: 99
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Frezarka 3824 - krok po kroku.
tuxcnc pisze:Nieprawda.
Tak to możesz mieć przy jakiejś masówce, gdy identyczny materiał mocujesz w imadle albo do zderzaków.
Ale co jest nieprawdą konkretnie?
Z offsetami, o których mówisz nigdy się nie spotkałem, co więcej dołożę jeszcze sobie - g-kodów w zasadzie też nie znam. Moja praca na maszynie wygląda tak - robię sobie program w Fusion, odpalam frezarkę, klikam ref i jak skończy ustawiam sobie zero w materiale w tym miejscu, gdzie ustawiłem sobie w Fusionie. Przeważnie ustawiam na dotyk, sondy jeszcze nie było potrzeby używać, zresztą nawet jak trzeba było coś ustawić ponownie to nie zawiodła mnie nigdy metoda na robienie kroczków po 0.01mm i nasłuchiwanie w którym momencie frez coś skrobnie. Klikam start, jak maszyna chce nowe narzędzie to montuję, klikam okej i tak w kółko. Ot, cała filozofia.
W przypadku, gdy robię coś w większych ilościach to mam pozapisywane punkty na maszynie, jak np. z0 i y0 na mojej czwartej osi, czy punkt zerowy w mikro uchwycie trójszczękowym zamocowanym również na stałe. Ale to nie zmienia w zasadzie "procedur", tylko je upraszcza, schemat pracy pozostaje taki sam. A ustawienie tego punktu to dwa kliknięcia w piko, gdzie można sobie poustawiać ich kilkanaście na szybki dostęp.
No i gdzie tutaj potrzeba zapisywania sobie czegokolwiek, pamiętania o ustawianiu jakichś offsetów itd? Gdybym robił jakieś drobne robótki pisane z palca to może i owszem, ale zrobienie tego samego w camie jest dzisiaj na tyle proste i szybkie, że różnica nie jest wcale duża. Niech w tych monotonnych kwestiach myśli za mnie maszyna, ja mam bardziej interesujące rzeczy do roboty






