https://www.yg-1.pl/images/katalogi/YE-AP14.pdf
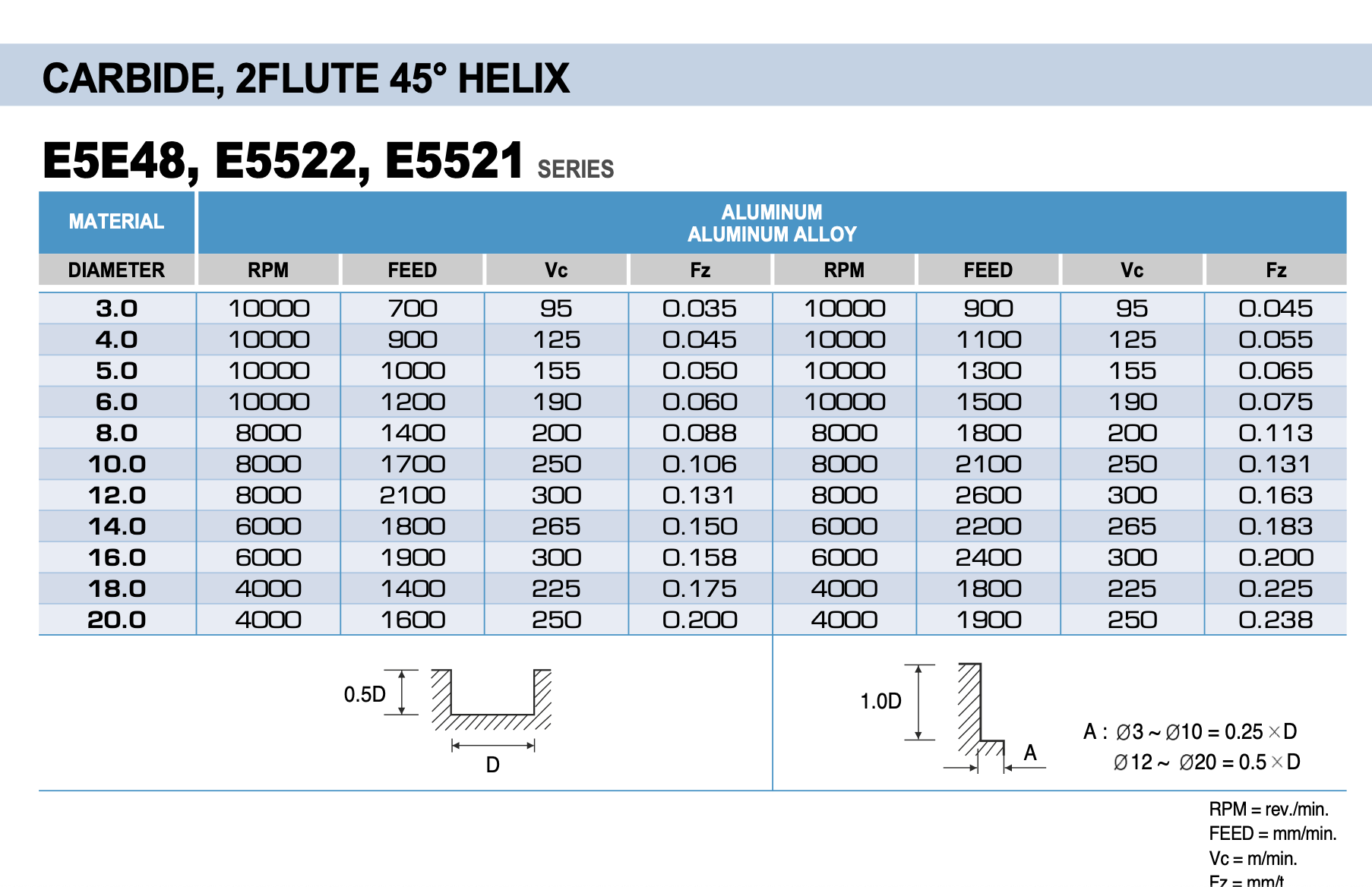
Dla freza 6mm 10.000 rpm i metr dwadzieścia na minutę. Czy tylko ja tych 2000 rpm nie rozumiem?
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")



Może czasami warto zobaczyć w co inni wierzą?
Znasz takiego ?
kamar pisze:Znasz takiego ?
")
Trzyminutowy cykl jeszcze nie jest najgorszy, najgorsze są te 10-20 sekundowe - trzeba bez przerwy przy tym stać.kamar pisze: ↑22 lis 2020, 10:17Znasz takiego ?
Na pewno nie jest tak, że pojawiło się zlecenie i wszystkie siły firmy rzucamy do jego wykonania
Prawda jest bardziej banalna - stoi w kącie ploterek praktycznie nie używany. To moje pierwsze, dwunastoletnie CNC i puki było jedyne to tyrało ciężko. Jak jest jednym z kilkunastu to stoi. Jeśli da rade nieapsorbująco zarobić odpowiednią roboczogodzinę to się zlecenie wykona. Jeśli nie to niech się kto inny męczy. Trzy minutowy cykl daje poziom r/h w górnej strefie stanów średnich
Żart chwytam ale wspomniałem pewnie nie przy masówce
Coś chyba nie dopatrzyłeś






