



Frez zespolony


-
kamar
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 75
- Posty: 17227
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Frez zespolony
Akurat odwrotnie  Tamte składane wchodziły spokojniej, ten ma drgania.
Tamte składane wchodziły spokojniej, ten ma drgania.
To mi specjalnie nie przeszkadza, przy tych robotach to normalne. Tylko powierzchnię trochę trzeba ugładzić.
To mi specjalnie nie przeszkadza, przy tych robotach to normalne. Tylko powierzchnię trochę trzeba ugładzić.
-
atlc
- Posty w temacie: 42
Re: Frez zespolony
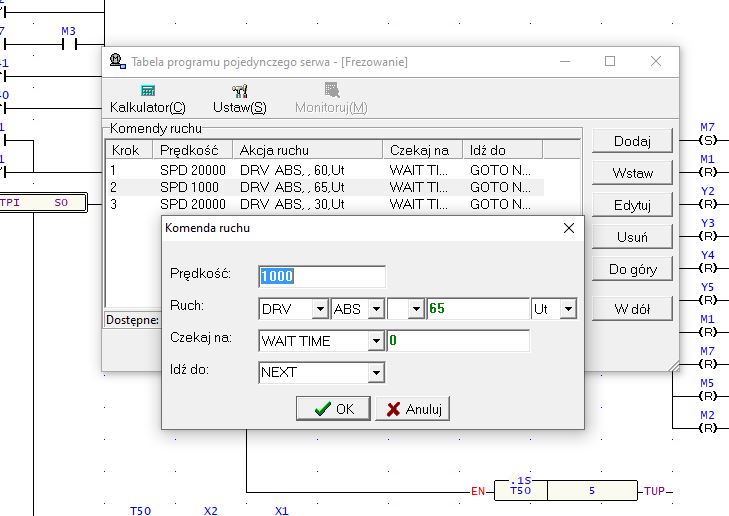
kamar pisze:ale jeszcze nie umiem zatrzymać Fatka
Daj timer po komendzie ruchu.
A najlepiej jeszcze na 0.5mm przed końcem daj drugą komendę ruchu z mniejszym posuwem.
-
atlc
- Posty w temacie: 42
Re: Frez zespolony
kamar pisze:ten ma drgania
Jakie masz tam łożyskowanie?
Tu pewnie najlepiej sprawdziłby się vhm do stali, z dużą ilością zębów, nie tak agresywnie skręcony jak ten.
Dodane 2 minuty 7 sekundy:
Bo w złym miejscu dajesz!:)
Daj timer nawet przed programem step, odliczanie timera ustaw od wykonania ruchu, a w linijce gdzie jest zwolnienie imadła daj wynik timera.
-
atlc
- Posty w temacie: 42
Re: Frez zespolony
Możesz tu, ale mówiłem o zwykłym, ordynarnym timerze T ileś tam, z odpowiednią podstawą czasu.
Nie wiem jak masz napisaną całość programu więc ciężko mi coś więcej powiedzieć.
Możesz dodać przecież linijkę z timerem na linię przed obsługą imadła.
Dodane 6 minuty 43 sekundy:
Jaką wartość tu wpisujesz? Podstawa tych timerów z tego co pamiętam to 1us, więc żebyś coś zauważył to pasowałoby wpisać kilka tysięcy.
Nie wiem jak masz napisaną całość programu więc ciężko mi coś więcej powiedzieć.
Możesz dodać przecież linijkę z timerem na linię przed obsługą imadła.
Dodane 6 minuty 43 sekundy:
Jaką wartość tu wpisujesz? Podstawa tych timerów z tego co pamiętam to 1us, więc żebyś coś zauważył to pasowałoby wpisać kilka tysięcy.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 75
- Posty: 17227
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Frez zespolony
Nie mam pojęcia jak to pisane, za stary już jestem na te filozofie
Mogę tylko zakresy czy prędkości wpisać. Jutro ktoś wstawi.
Jak masz czym obejrzeć to wyślę ?
Mogę tylko zakresy czy prędkości wpisać. Jutro ktoś wstawi.
Jak masz czym obejrzeć to wyślę ?
-
pavyan
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 12
- Posty: 809
- Rejestracja: 12 paź 2018, 21:36
Re: Frez zespolony
Kamar, wpakowało się kilka postów o ustawianiu CNC (czarna magia dla mnie  ), ale odpowiadam na Twoje pytanie dot. szlifowania.
), ale odpowiadam na Twoje pytanie dot. szlifowania.
Owszem - tarcza powinna być mała, ale myślę że w okolicach np. 50-60mm. Może nawet nieco większa.
Na rysunku przedstawiam jak to widzę: kombinacja kąta między osiami przedmiotu/tarczy w korelacji ze średnicą tarczy pozwoli na łukowe podszlifowanie (kolor czerwony, w zasadzie powstanie jakby wycinek czaszy - ale na przekroju: łuk) w bocznej powierzchni freza. Takie "opuszczenie" będzie pożądane i korzystne dla jego pracy po obu stronach tarczki, a już szczególnie po stronie "złego" (ujemnego) kąta natarcia - czyli z tej strony, co na rysunku.
Prawdę mówiąc, gdybym miał to zrobić, najszybciej zrobiłbym to z pomocą szlifierki prostej (użytej jako fortunki) i tokarki (w kłach)
Co ważne - z pewnością znasz taki prosty "trick" - w tym wypadku trzeba zabarwić szlifowane powierzchnie przed szlifowaniem czarnym markerem; to pozwala całkiem dokładnie wzrokowo ocenić, ile materiału i gdzie zostało zdjęte, aby nie przesadzić. To tak mały detal i ząbki, że ten prosty "szlifierski" sposób jest w zasadzie niezbędny.
Ale... wydaje mi się, że dokładność w tym miejscu w akurat tym detalu (zacisku kablowym) nie jest krytyczna i szerokość zębów freza może być szeroko tolerowana.
Owszem - tarcza powinna być mała, ale myślę że w okolicach np. 50-60mm. Może nawet nieco większa.
Na rysunku przedstawiam jak to widzę: kombinacja kąta między osiami przedmiotu/tarczy w korelacji ze średnicą tarczy pozwoli na łukowe podszlifowanie (kolor czerwony, w zasadzie powstanie jakby wycinek czaszy - ale na przekroju: łuk) w bocznej powierzchni freza. Takie "opuszczenie" będzie pożądane i korzystne dla jego pracy po obu stronach tarczki, a już szczególnie po stronie "złego" (ujemnego) kąta natarcia - czyli z tej strony, co na rysunku.
Prawdę mówiąc, gdybym miał to zrobić, najszybciej zrobiłbym to z pomocą szlifierki prostej (użytej jako fortunki) i tokarki (w kłach)
Co ważne - z pewnością znasz taki prosty "trick" - w tym wypadku trzeba zabarwić szlifowane powierzchnie przed szlifowaniem czarnym markerem; to pozwala całkiem dokładnie wzrokowo ocenić, ile materiału i gdzie zostało zdjęte, aby nie przesadzić. To tak mały detal i ząbki, że ten prosty "szlifierski" sposób jest w zasadzie niezbędny.
Ale... wydaje mi się, że dokładność w tym miejscu w akurat tym detalu (zacisku kablowym) nie jest krytyczna i szerokość zębów freza może być szeroko tolerowana.
- Załączniki
-
Pomogłem? Kliknij, proszę :-)
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 75
- Posty: 17227
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Frez zespolony
Takie cóś to nigdy nie skutkuje przy takich robotach. Właśnie zwiększanie posuwu zmniejsza drgania. Zatrzymanie ma tylko wyrównać co sp...
A drgać musi bo czasu nie ma, obciążenie skokowe , mocowanie takie sobie a jeżdzi na drobnych hiwinkach .






