Kompensacja na tokarce Fanuc 32i


-
 Krzycho_Wporzo
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 10
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
-
sammuel
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 27
- Posty: 192
- Rejestracja: 15 paź 2014, 16:18
- Lokalizacja: Poznań
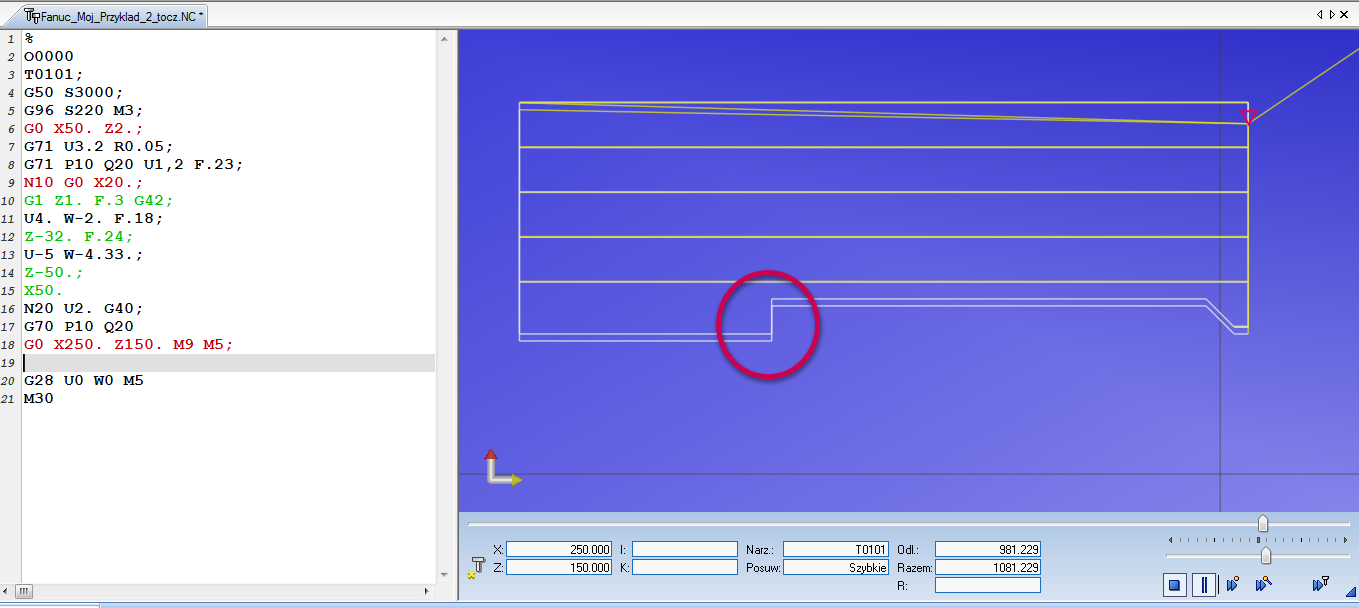
Czyli w takim przypadku należy maszynę lekko oszukać. Czy poniższy zapis jest poprawny i czy tak należy robić?
T0101;
G50 S3000;
G96 S220 M3;
G0 X50. Z2.;
G71 U3.2 R0.05;
G71 P10 Q20 U1,2 W0.07 F.23;
N10 G0 X20.;
G1 Z1. F.3 ;
U4. W-2. F.18;
Z-33.5 F.24;
U-5. W-4.33.;
Z-50.;
X50.;
N20 U2.;
G70 P30 Q40;
N30 G0 X20.;
G1 Z1. F.3 G42;
U4. W-2. F.18;
Z-32. F.24;
U-5. W-4.33.;
Z-50.;
X50.;
N40 U2. G40;
G0 X250. Z150. M9 M5;
T0101;
G50 S3000;
G96 S220 M3;
G0 X50. Z2.;
G71 U3.2 R0.05;
G71 P10 Q20 U1,2 W0.07 F.23;
N10 G0 X20.;
G1 Z1. F.3 ;
U4. W-2. F.18;
Z-33.5 F.24;
U-5. W-4.33.;
Z-50.;
X50.;
N20 U2.;
G70 P30 Q40;
N30 G0 X20.;
G1 Z1. F.3 G42;
U4. W-2. F.18;
Z-32. F.24;
U-5. W-4.33.;
Z-50.;
X50.;
N40 U2. G40;
G0 X250. Z150. M9 M5;
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
Odpowiem Ci w ten sposób:
-nie rozumiem dlaczego chcesz tak "dziadować za przeproszeniem" bo jeśli korzystasz z kompensacji w w.w przykładzie to lecisz od początku do końca.
-jeśli nie korzystasz z G41/G42 to liczysz z łapy lub używasz cama, ewentualnie jakiś wspomagaczy typu:
ale to tylko moje zdanie.
A już kompletnie nie mogę zrozumieć dlaczego w cyklu G71 na Fanucu nie działa kompensacja naroża w cyklu zgrubnym, może wystarczy sprawdzić u Ciebie na maszynie ?
-nie rozumiem dlaczego chcesz tak "dziadować za przeproszeniem" bo jeśli korzystasz z kompensacji w w.w przykładzie to lecisz od początku do końca.
-jeśli nie korzystasz z G41/G42 to liczysz z łapy lub używasz cama, ewentualnie jakiś wspomagaczy typu:
ale to tylko moje zdanie.
A już kompletnie nie mogę zrozumieć dlaczego w cyklu G71 na Fanucu nie działa kompensacja naroża w cyklu zgrubnym, może wystarczy sprawdzić u Ciebie na maszynie ?
Albercik
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa