




")
Bo to wynika z Twojego g-kodu.sammuel pisze:Nie. Będzie w kierunku kwadrantu nr. 3. Nie rozumiem dlaczego u Ciebie powstała prosta ściana, zamiast kąta 30*.
Analizując ten kontursammuel pisze:Mogę sprawdzić, bo próbowałem uruchomić kiedyś e 0iTD to nie dało rady odpalić na zgrubie. W 32i może to poprawili. Rozumiem, że taki zapis jest dziadowski, ale czy to nie jest jedyne wyjście przy założeniu, że kompensacja nie działa w G71?
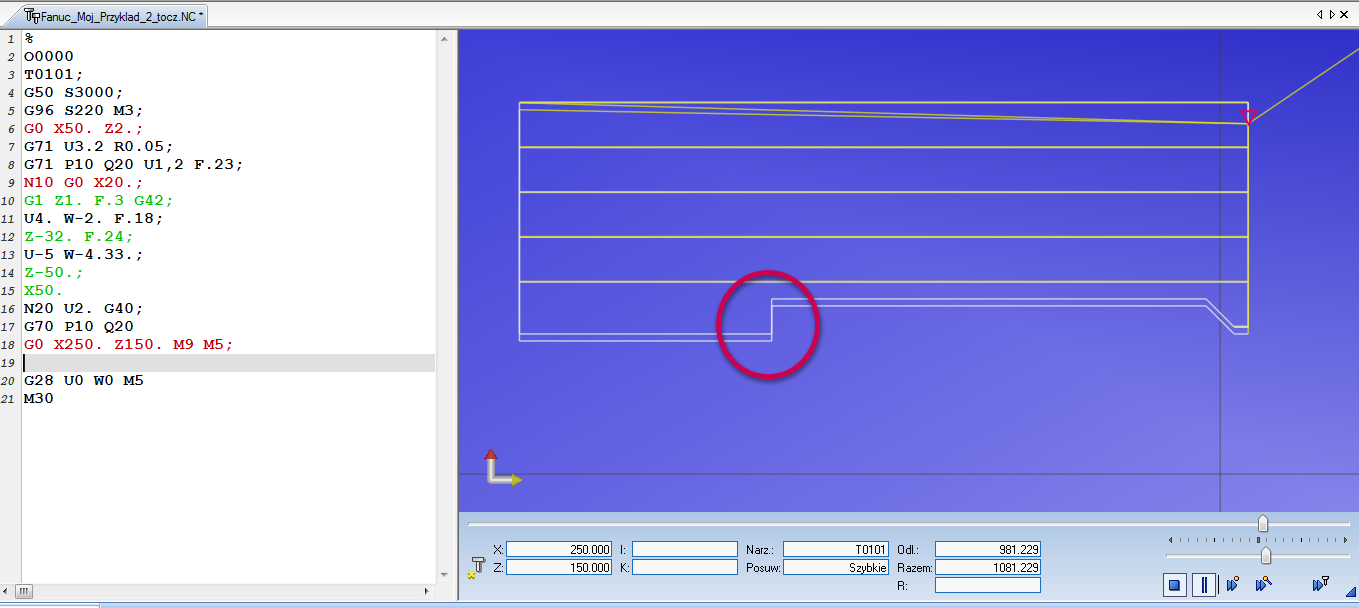 twierdzę , że dobrałeś do niego nieodpowiedni nóż (patrz ; czerwone kółko) , a kompensacja dla tego konturu skuteczna będzie jedynie dla fazy .
twierdzę , że dobrałeś do niego nieodpowiedni nóż (patrz ; czerwone kółko) , a kompensacja dla tego konturu skuteczna będzie jedynie dla fazy .Pozostałe ruchy noża idą pod kątem prostym i wszystko jedno , czy wstawisz tam G42 ... , czy też nie.
Oszukasz sam siebie , ale nie ją.sammuel pisze:Czyli w takim przypadku należy maszynę lekko oszukać. ....
Mariusz.


")




