



Kolego to będzie chyba to
http://www.pafana.pl/sdhcrl.php
Ale podejrzewam że ta sama płytka jest stosowana do noża który można przystawić pod innymi kątami więc pewnie można w granicach rozsądku zmieniać kąt krawędzi przyłożenia w zależności co się chce osiągnąć (oczywiście wpłynie to na formowanie wióra). Z tego co wynika, lepszą powierzchnie uzyskasz jeśli kąt krawędzi przyłożenia zrobisz mniejszy bo w tym nożu jest 107 stopni (w sumie dzięki temu musi mu się łatwo ciąć, ciekawy nóż dla takiego nutoola), ale z drugiej strony jak ten nóż wycofujesz to z rysunku wynika, że ma on dużo mniejszy kąt krawędzi pomocniczej więc robiąc nawrót powinien Ci materiał w jakimś stopniu wygładzać.. (oczywiście w zależności też od promienia samego ostrza)
oczywiście będzie miało znaczenie również ile zbierasz, jak wykasowałeś luzy, rodzaj materiału i czy jeśli manualnie tniesz to na nóż trzeba z siłą naciskać żeby nóż nie wpadał w drgania, jeśli się boisz nóż docisnąć to tu może leżeć błąd. No i średnica materiału oraz prędkość skrawania. Jeśli jest to coś drobnego, typu fi20mm/30mm to wynika z danych technicznych tych płytek że one potrzebują bardzo dużych obrotów. Spróbuj wysokie obroty i puścić go na posuwie automatycznym nawet tym pierwotnym w tokarce 0.04mm/obr, spróbuj zebrać 1mm/1.5mm ze średnicy i zobacz... nóż pafany przy srednicy ok 15mm zbiera ze średnicy 1.5mm z bardzo ładną powierzchnią na automatycznym posuwie.
PS.
tak jak mówiłem, tu masz nóż na tej samej płytce, który ma mniejszy kąt przystawienia, dla samych testów możesz ten kąt zrobić np 50/60 stopni. Niesie to ze sobą inne wady w postaci większych oporów, ale dla nauki nie zaszkodzi ten kąt zmienić.
http://www.pafana.pl/sdjcrl.php
EDIT:
Przepraszam bo ty napisałeś jaki posiadasz nóż i umknęło mi to, wiec tak to się przystawia
http://www.pafana.pl/esducrl.php
ale powyższego nie będę kasować to może jeszcze Ci się przyda. Z tego co wyczytałem to wytaczak może być 0.10mm poniżej osi przedmiotu. Ja niedawno robiłem wytaczakiem na tych płytkach tpun to szedł nieźle... dla wytaczaka 12mm pusiałem podłożyć klocek 8mm.
Noże składaki do Nutool


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 37
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Poza powyższymi możliwymi przyczynami wymienionymi przez kolegę szopenna jest jeszcze inna kwestia, a mianowicie;
wytaczak z płytkami DCMT07 w małym otworze ciężko dobrze ustawić, bo pomimo 7° skosu głównej powierzchni przyłożenia (nie mylić z katem przystawienia Kr)

ze względu na jej wysokość S, kształt noża pod gniazdem, i mały promień krzywizny r wytaczanego detalu, główną krawędź skrawającą trzeba ustawiać dość wysoko nad osią obrotu by nie trzeć spodem o materiał.
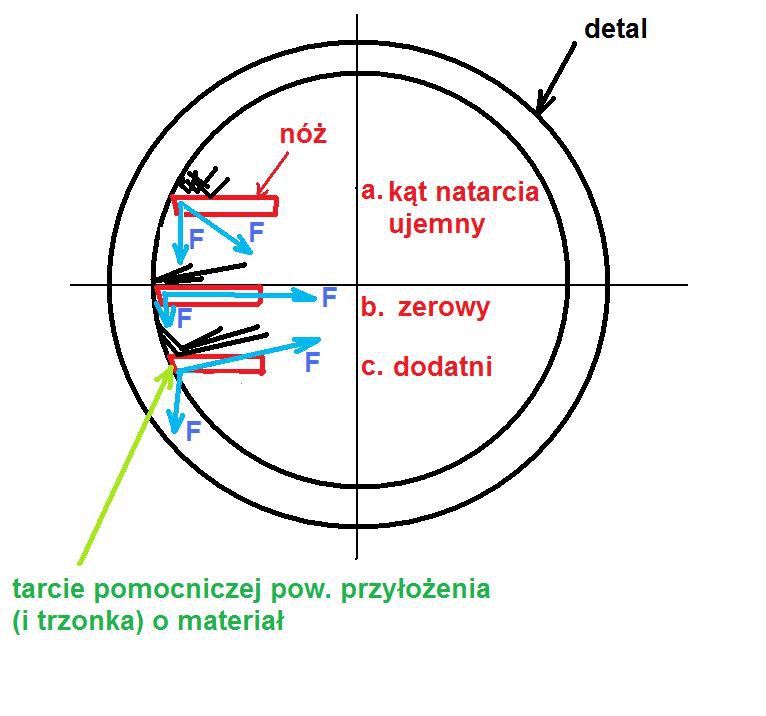
Do tego dochodzi jeszcze ugięcie trzonka przy dużym wystawieniu do pracy w głębokich otworach , co w czasie toczenia obniża ustawienie krawędzi skrawającej w stosunku do osi, wiec trzeba mocować wyżej nad osią. (z tego powodu trzeba pamiętać by stosować możliwie największy wytaczak jaki zdołamy ustawić w detalu ze względu na sztywność, i możliwie jak najkrócej go mocować)


Ale wysokie uniesienie nad oś daje duży ujemny kąt natarcia (co widać na drugim od góry obrazku), pogłębiony jeszcze pomimo dodatniego kąta rowka wiórowego ujemną mikrofazą ochraniającą przed wykruszeniem krawędź skrawającą płytki (tzw. ścin natarcia)



co skutkuje pogorszeniem warunków spływu wióra (spiętrzanie) przy małych głębokościach skrawania .
Paradoksalnie przy większych wiór odrywa się od materiału nieco nad powierzchnią płytki tworząc łuk jakby "omijający" ujemną fazę i tworzący quasidodatni kąt natarcia https://www.cnc.info.pl/topics56/wizual ... t61990.htm.
Poza tym ostry romboidalny kształt też ma niezbyt pozytywny wpływ na kształtowanie się i spływ wióra.
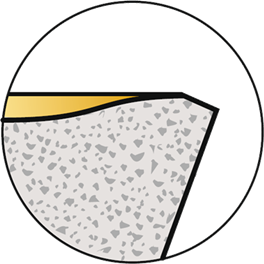
Dokładając do tego jeszcze powstawanie psującego jakość powierzchni przez chwilowe, chaotyczne, minimalne zwiększanie głębokości skrawania(średnica), urywającego się narostu który wgniata się w powierzchnię w postaci ostrych "dropów" (przykład takiej pow. na zdjęciu, i porównanie)


oraz właściwości skrawalne samego materiału, otrzymujemy powierzchnię o jakiej pisze kolega siarap.
Dlatego do wytaczania małych otworów małą głębokością skrawania najlepsze są albo coraz bardziej dostępne wytaczaki całowęglikowe (a przynajmiej ich część robocza),

albo składane z niższymi, mającymi większy kąt niż romboidalne trójkątnymi bądź równoległobocznymi płytkami


lub z wymiennymi całowęglikowymi końcówkami roboczymi (podobne jak poniżej)



albo lutowane, odpowiednio doszlifowane by zmniejszyć wysokość i z tworzącą dodatnią powierzchnię natarcia kanałkiem.

do poczytania
https://www.cnc.info.pl/topics101/noze- ... 089,60.htm ( https://www.cnc.info.pl/topics101/noze- ... t72089.htm )
https://www.cnc.info.pl/topics66/proble ... t67162.htm
https://www.cnc.info.pl/topics56/wizual ... t61990.htm
wytaczak z płytkami DCMT07 w małym otworze ciężko dobrze ustawić, bo pomimo 7° skosu głównej powierzchni przyłożenia (nie mylić z katem przystawienia Kr)
ze względu na jej wysokość S, kształt noża pod gniazdem, i mały promień krzywizny r wytaczanego detalu, główną krawędź skrawającą trzeba ustawiać dość wysoko nad osią obrotu by nie trzeć spodem o materiał.
Do tego dochodzi jeszcze ugięcie trzonka przy dużym wystawieniu do pracy w głębokich otworach , co w czasie toczenia obniża ustawienie krawędzi skrawającej w stosunku do osi, wiec trzeba mocować wyżej nad osią. (z tego powodu trzeba pamiętać by stosować możliwie największy wytaczak jaki zdołamy ustawić w detalu ze względu na sztywność, i możliwie jak najkrócej go mocować)
Ale wysokie uniesienie nad oś daje duży ujemny kąt natarcia (co widać na drugim od góry obrazku), pogłębiony jeszcze pomimo dodatniego kąta rowka wiórowego ujemną mikrofazą ochraniającą przed wykruszeniem krawędź skrawającą płytki (tzw. ścin natarcia)
co skutkuje pogorszeniem warunków spływu wióra (spiętrzanie) przy małych głębokościach skrawania .
Paradoksalnie przy większych wiór odrywa się od materiału nieco nad powierzchnią płytki tworząc łuk jakby "omijający" ujemną fazę i tworzący quasidodatni kąt natarcia https://www.cnc.info.pl/topics56/wizual ... t61990.htm.
Poza tym ostry romboidalny kształt też ma niezbyt pozytywny wpływ na kształtowanie się i spływ wióra.
Dokładając do tego jeszcze powstawanie psującego jakość powierzchni przez chwilowe, chaotyczne, minimalne zwiększanie głębokości skrawania(średnica), urywającego się narostu który wgniata się w powierzchnię w postaci ostrych "dropów" (przykład takiej pow. na zdjęciu, i porównanie)
oraz właściwości skrawalne samego materiału, otrzymujemy powierzchnię o jakiej pisze kolega siarap.
Dlatego do wytaczania małych otworów małą głębokością skrawania najlepsze są albo coraz bardziej dostępne wytaczaki całowęglikowe (a przynajmiej ich część robocza),
albo składane z niższymi, mającymi większy kąt niż romboidalne trójkątnymi bądź równoległobocznymi płytkami
lub z wymiennymi całowęglikowymi końcówkami roboczymi (podobne jak poniżej)
albo lutowane, odpowiednio doszlifowane by zmniejszyć wysokość i z tworzącą dodatnią powierzchnię natarcia kanałkiem.
do poczytania
https://www.cnc.info.pl/topics101/noze- ... 089,60.htm ( https://www.cnc.info.pl/topics101/noze- ... t72089.htm )
https://www.cnc.info.pl/topics66/proble ... t67162.htm
https://www.cnc.info.pl/topics56/wizual ... t61990.htm
pozdrawiam,
Roman
Roman
-
szopenn
- Lider FORUM (min. 2000)
- Posty w temacie: 35
- Posty: 2418
- Rejestracja: 21 gru 2015, 11:22
- Lokalizacja: Lublin
Siarap, a jeszcze w innym temacie podano mi informacje taką, że jeżeli oprawkę noża masz chińską - to ona jest dobra, ale jeśli kupiłeś sobie zestaw z allegro razem z płytkami, to płytki są do kosza... to może od tego zacznij, kup płytke sandvika czy pafany i wtedy sprawdź jeszcze raz.
Ostatnio zmieniony 05 lut 2016, 14:10 przez szopenn, łącznie zmieniany 1 raz.
-
siarap
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 3
- Posty: 62
- Rejestracja: 01 paź 2015, 21:19
- Lokalizacja: DWR
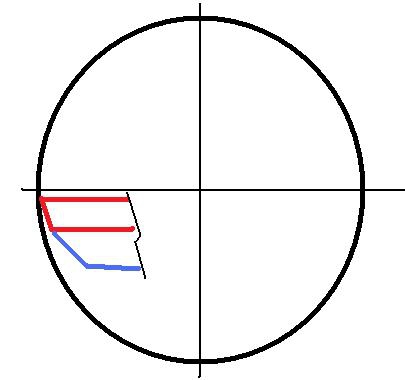
kupiłem chińskie sdj i sdu. Sdjcr r04 robi takie coś (odcinek z lewej to TPUN r08)

natomiast sdu na takiej samej płytce

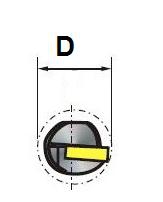
i jeszcze ustawienie wytaczaka

i na takich samych podkładkach sdu wychodzi na takiej wysokości

otwór pod wytaczak 60mm-72mm pod łożysko
ja tym zwykłym wytaczakiem zbieram max 0,5mm a składakiem chciałem zbierać po 0,1 wykańczająco

natomiast sdu na takiej samej płytce

i jeszcze ustawienie wytaczaka

i na takich samych podkładkach sdu wychodzi na takiej wysokości

otwór pod wytaczak 60mm-72mm pod łożysko
ja tym zwykłym wytaczakiem zbieram max 0,5mm a składakiem chciałem zbierać po 0,1 wykańczająco
-
szopenn
- Lider FORUM (min. 2000)
- Posty w temacie: 35
- Posty: 2418
- Rejestracja: 21 gru 2015, 11:22
- Lokalizacja: Lublin
z tym wykańczaniem to z tego co rozumiem musisz uważać na promień, bo zbiera się min 2/3 promienia noża... więc jeśli masz 0.8 to powinieneś zbierać co najmniej 0.5 tym nożem. Do toczenia na setki powinieneś mieć promień nawet pewnie i z 0.2, wtedy według tej zasady możesz zbierać 0.12, a widząc Twój noż, który możesz ostrzyć to kto wie czy promień nie powinien być po prostu do takiego setkowania zrobiony na 0 z ewentualnym lekkim przeciągnięciem na osełce.
Może rozumiem to zupełnie źle, ale wychodzi na to że jeżeli chcemy mieć ładną powierzchnie z noża o promieniu 1.2 (bo duży promień nam to daje) i zachować te nasze setki to musimy na zaś wiedzieć ile zebrać i ostateczny wymiar uzyskać na ostatnim pociągnięciu bez późniejszego dziobania po setce.
Tak wydaje mi się że działają obrabiarki CNC, manualnemu operatorowi pozostaje bardzo dobre opanowanie maszyny, i chyba dlatego nie da się tutaj wszystkiego pogodzić szczególnie że maszyna nie aż taka sztywna. Widziałem na YT jak gość pod łożysko toczył, to tą ostateczną pasowność osiągnął papierkiem ściernym, na pewno to nie jest super fachowe, na filmie wyglądało to dobrze
Według Twojego zdjęcia, wychodzi że nóż trzeba dać znacznie wyżej... w osi toczenia albo jeszcze powyżej. To co napisał Roman jest bardzo pomocne, uświadamia że tak jakby, kąt natarcia wytaczając zmienia się z negatyw na pozytyw szczególnie po tym jak przyzwyczaisz się, że książki pokazują kąty jedynie na przykładach toczenia wzdłużnego, przy którym nóż jest zawsze w zerze a kąt natarcia zmienia się kątem samej płytki, tu jest na odwrót, "materiał zmienia" kąt natarcia. No i kąt przyłożenia przy takim obniżeniu noża - jednym słowem walisz powierzchnią przyłożenia/nożem w materiał.
PS.
więcej już sobie nie pozwolę napisać bo nie jestem od tych tematów szpecem, i jeśli ktoś mi zarzuci głupoty i offtop to pewnie będzie miał rację także z góry przepraszam, staram się jedynie czytać ze zrozumieniem literaturę i w miarę narzucać to na ofertę dostępną na rynku.
PS.
z mojego TPUN powlekanego miałem jeszcze ładniejszą powierzchnie
Może rozumiem to zupełnie źle, ale wychodzi na to że jeżeli chcemy mieć ładną powierzchnie z noża o promieniu 1.2 (bo duży promień nam to daje) i zachować te nasze setki to musimy na zaś wiedzieć ile zebrać i ostateczny wymiar uzyskać na ostatnim pociągnięciu bez późniejszego dziobania po setce.
Tak wydaje mi się że działają obrabiarki CNC, manualnemu operatorowi pozostaje bardzo dobre opanowanie maszyny, i chyba dlatego nie da się tutaj wszystkiego pogodzić szczególnie że maszyna nie aż taka sztywna. Widziałem na YT jak gość pod łożysko toczył, to tą ostateczną pasowność osiągnął papierkiem ściernym, na pewno to nie jest super fachowe, na filmie wyglądało to dobrze
Według Twojego zdjęcia, wychodzi że nóż trzeba dać znacznie wyżej... w osi toczenia albo jeszcze powyżej. To co napisał Roman jest bardzo pomocne, uświadamia że tak jakby, kąt natarcia wytaczając zmienia się z negatyw na pozytyw szczególnie po tym jak przyzwyczaisz się, że książki pokazują kąty jedynie na przykładach toczenia wzdłużnego, przy którym nóż jest zawsze w zerze a kąt natarcia zmienia się kątem samej płytki, tu jest na odwrót, "materiał zmienia" kąt natarcia. No i kąt przyłożenia przy takim obniżeniu noża - jednym słowem walisz powierzchnią przyłożenia/nożem w materiał.
PS.
więcej już sobie nie pozwolę napisać bo nie jestem od tych tematów szpecem, i jeśli ktoś mi zarzuci głupoty i offtop to pewnie będzie miał rację także z góry przepraszam, staram się jedynie czytać ze zrozumieniem literaturę i w miarę narzucać to na ofertę dostępną na rynku.
PS.
z mojego TPUN powlekanego miałem jeszcze ładniejszą powierzchnie

-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 37
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
siarap pisze:i na takich samych podkładkach sdu wychodzi na takiej wysokości

Grubo za nisko. Daj do osi.
W tym akurat przypadku gdy wytaczana średnica ma duży promień krzywizny (tu r≥30mm), to płytka z 7° skosem pomocniczej pow. przyłożenia może być ustawiona nawet leciutko poniżej osi by uzyskać przyjaźniejszy kąt natarcia (lekko dodatni), i nie powinna trzeć (o ile trzonek będzie dość sztywny by się zbytnio nie ugiąć obniżając ją jeszcze bardziej.szopenn pisze:Według Twojego zdjęcia, wychodzi że nóż trzeba dać znacznie wyżej... w osi toczenia albo jeszcze powyżej.
Przy jeszcze większej średnicy otworu reżim wysokości w stosunku do osi jest jeszcze bardziej tolerancyjny..
Generalnie upraszczając można by wysnuć takie twierdzenie, że wysokość ustawienia wytaczaka w stosunku do osi jest wypadkową wytaczanej średnicy, kształtu płytki (kąt pow. pom. przyłożenia), sztywności trzonka (wystawienie), i kąta pochylenia płytki (do poziomu).
pozdrawiam,
Roman
Roman
-
Andrzej 40
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2057
- Rejestracja: 11 wrz 2008, 16:04
- Lokalizacja: Poznań

-
szopenn
- Lider FORUM (min. 2000)
- Posty w temacie: 35
- Posty: 2418
- Rejestracja: 21 gru 2015, 11:22
- Lokalizacja: Lublin
Kolejne pytanie z serii noże.
Chciałbym zakupić składki do gwintów na razie zewnętrznych, na płytkę albo 11er lub na 16er ,ale przeglądająć oferty na allegro więcej ofert jest na płytki 16er. Oprawki noży sobie jeszcze porównam, 16er z tego co wiem występuje od 12x12 a 11er od 8x8 nawet, ale ja nie o tym.
Mianowicie, na aukcjach występują płytki do różnych tam skoków, 1.25, 1.50, 2.0.... dlaczego? Skoro gwint metryczny ma stałą wartość kąta 60stopni. ROzumiem że płytką 1.25 nie natnę gwintu 2.0 bo chodzi również o głębokość, ale dlaczego miałbym płytką 2.0 nie naciąć gwintu 1.0???
Co dziwne, a wiem, że będę również potrzebował, płytek na skok 0.75mm nie da się zakupić.
Pytanie jest takie, co sprawia, że płytka pod skok 2.0 nie może być użyta do nacięcia gwintu 1.5?
Czy do gwintów poniżej 1.0 muszę znowu ostrzyć stalkę do wzornika?
Chciałbym zakupić składki do gwintów na razie zewnętrznych, na płytkę albo 11er lub na 16er ,ale przeglądająć oferty na allegro więcej ofert jest na płytki 16er. Oprawki noży sobie jeszcze porównam, 16er z tego co wiem występuje od 12x12 a 11er od 8x8 nawet, ale ja nie o tym.
Mianowicie, na aukcjach występują płytki do różnych tam skoków, 1.25, 1.50, 2.0.... dlaczego? Skoro gwint metryczny ma stałą wartość kąta 60stopni. ROzumiem że płytką 1.25 nie natnę gwintu 2.0 bo chodzi również o głębokość, ale dlaczego miałbym płytką 2.0 nie naciąć gwintu 1.0???
Co dziwne, a wiem, że będę również potrzebował, płytek na skok 0.75mm nie da się zakupić.
Pytanie jest takie, co sprawia, że płytka pod skok 2.0 nie może być użyta do nacięcia gwintu 1.5?
Czy do gwintów poniżej 1.0 muszę znowu ostrzyć stalkę do wzornika?






