#129
Post
napisał: Mex » 18 sie 2007, 23:36
Witam po długim starciu udało mi się podłączyć i uruchomić enkoder z Machem
niestety okupiłem to wypaleniem portu LPT .
Jeśli chodzi o spostrzeżenia , którymi się mogę podzielić, to mianowicie mach nie zawsze reaguje na wszystkie impulsy wychodzące z enkodera , czym szybciej przekręcam enkoderem tym więcej impulsów przepada . Enkoder do JOG posiada grzechotkę więc jeśli przesuwam
o dziesięć impulsów , to dobrze jest jeśli mach złapie 7-8 impulsów , jeśli przekręcam szybciej wychodzi to jeszcze gorzej , czasami mach reaguje na przesunięcie enkodera przesunięciem i natychmiastowym powrotem na tą samą pozycje .
Podłączałem dwa różne enkodery i mach zachowuje się podobnie .
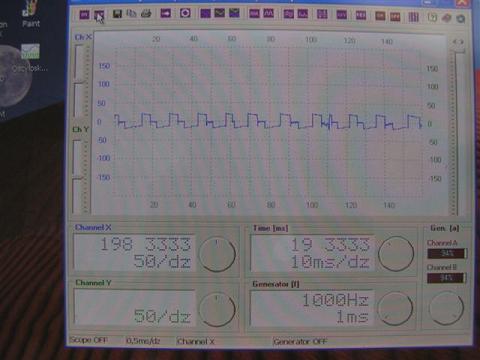
Oczywiście sprawdzałem enkodery oscyloskopem generują ładne przebiegi prostokątne działają poprawnie i nie gubią impulsów wiec błąd nie leż po ich stronie. Enkoder zachowuje się najbardziej przewidywalnie jak podłączymy go bezpośrednio do portu bez jakichkolwiek płytek zbiorczych i optoizolacji ja mam podłączony bezpośrednio do drugiego portu .
Więc mam pytanie czy można jeszcze coś poprawić będę wdzięczny za wszelkie pomocne sugestie .
1. Należy podłączyć wyjścia A i B enkodera do wybranych pinów portu na
komputerze: 10, 11 ,12 ,13 ,14, 15, masę 0V enkodera do pinu 25
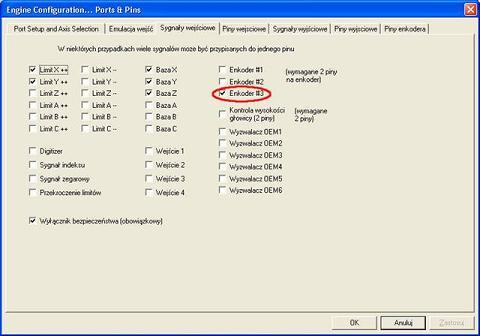
2. W Konfiguracja/Porty i piny/Syngały wejściowe należy zaznaczyć Enkoder 3
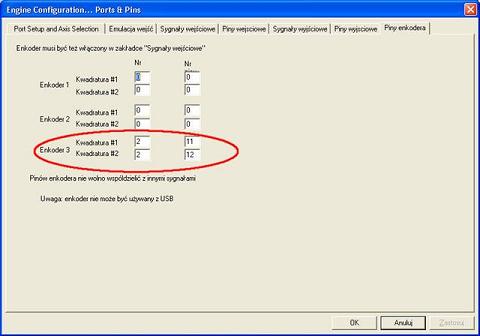
3. W Konfiguracja/Porty i piny/Piny enkodera wpisać wybrane 2 piny dla
enkodera 3 (A jako kwadratura 1, B jako kwadratura 2, jeśli potrzebujemy
odwrócić kierunek obrotu enkodera to należy 2 piny w tym ustawieniu
zamienić))
4. W Konfiguracja/Ustawienia enkodera można ustawić czułość enkodera;
najwyższa jest 1( ja ustawiłem na 2 wtedy najmniej impulsów przepada i nie wraca na to samo miejsce jak w ustawieniu 1 impuls )
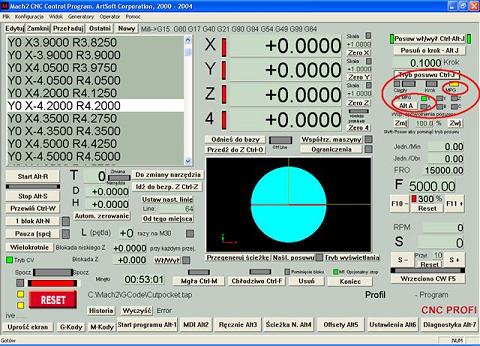
5. Na ekranie głównym ustawić tryb posuwu na MPG, powinna się zapalić lampka
przy jednej z osi. Oś można wybrać naciskając Alt-A lub przycisk Alt A.
6. Enkoder powinien teraz działać.
[ Dodano: 2007-08-20, 10:18 ]
Dołączam perę fotek z prób, zabawy na razie w drewnie ale niebawem pokażę coś konkretniejszego w metalu ale dopiero jak dotrą do mnie oprawy i frezy
wtedy się pochwalę .
[ Dodano: 2007-08-23, 10:02 ]
Hmmmmm cóż za brak zainteresowania tematem , no chyba to znaczy że trzeba kończyć
temat i gasić światło za sobą . A na poważnie , to mógłbym pomału podsumować
temat , bo praktycznie budowa maszyny dobiegła końca . Pozostał jeszcze do skoczenia
magazynek narządzi , ale chwilowo nie zawracam sobie tym głowy , są ważniejsze rzeczy
skupiłem sie teraz na czwartej osi , do tej maszyny jestem na etapie kompletowania
materiałów , ale to już w nowym temacie .
Najważniejsze że maszyna działa i zarabia . Pracuje lepiej niż oczekiwałem , jest zaskakująco sztywna ale to nie moja zasługa , lecz konstrukcji jaką zastosowałem .
(zgapiłem z oryginalnych maszyn )
Ale głównie na to się złożyło , zastosowanie prowadnic szynowych ,śrub bezluzowych
oraz serwo napędów AC, które dały maszynie szybkość i dokładność .
Oczywiście są pewne niedociągnięcia , maszyna zawsze pozostanie amatorska
weźmy na przykład sterowanie na Machu , ale mam nadzieje że z czasem to zmienię,
dalej brak liniałów pomiarowych maszyna pozostanie dokładna tak długo jak śruby nie
pozostaną zużyte itd. Ale nie będę się czepiał jest dobrze maszyna pracuje ,
w następnej konstrukcji wyeliminuje wszystkie te braki i korpus wykonam żeliwny .
Umieszczam parę dodatkowych fotek , z prób jak i frezowanie pewnych elementów
mojej produkcji .
-
Załączniki
-

- Próby frez 14mm.JPG (38.48 KiB) Przejrzano 2141 razy
-

- próby rowek 14mm.JPG (26.15 KiB) Przejrzano 2148 razy
-

- Próby rowek 20 mm.JPG (32.38 KiB) Przejrzano 2157 razy
-

- STEROWANIE.JPG (38.13 KiB) Przejrzano 2188 razy
-
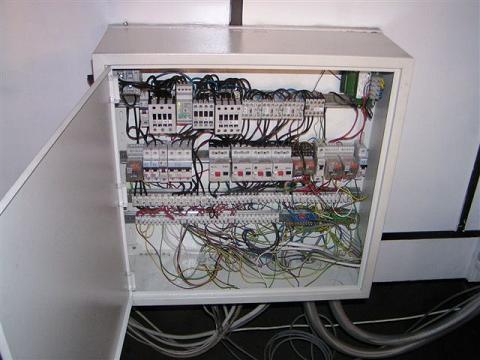
- Szafa elektryczna.JPG (35.92 KiB) Przejrzano 2201 razy
-

- Uchwyt tokarski 400mm.JPG (36.8 KiB) Przejrzano 2145 razy
-

- Frezowanie....JPG (30.1 KiB) Przejrzano 2147 razy
-
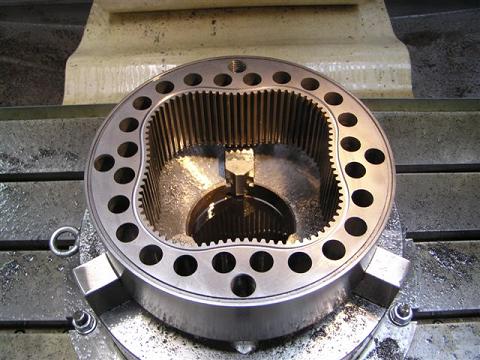
- Gotowy element.JPG (46.85 KiB) Przejrzano 2151 razy
-

- Maszyna.JPG (35.55 KiB) Przejrzano 2141 razy
-

- Maszyna..JPG (30.48 KiB) Przejrzano 2153 razy
-

- Maszyna...JPG (35.71 KiB) Przejrzano 2188 razy
-

- Oprawy.JPG (46.81 KiB) Przejrzano 2155 razy
-
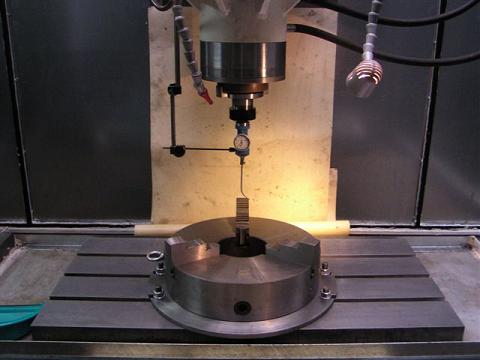
- Centrowanie.JPG (28.01 KiB) Przejrzano 2161 razy
-

- Czujnik centrujący.JPG (41.48 KiB) Przejrzano 2140 razy
-

- Frezowanie.JPG (33.81 KiB) Przejrzano 2143 razy
-

- Frezowanie..JPG (35.19 KiB) Przejrzano 2151 razy
-

- 03.jpg (28.96 KiB) Przejrzano 2137 razy
-

- 04.jpg (34.75 KiB) Przejrzano 2136 razy
-
- Rys6.jpg (26.83 KiB) Przejrzano 2140 razy
-
- Rys2.JPG (24.2 KiB) Przejrzano 2150 razy
-
- Rys3.JPG (19.75 KiB) Przejrzano 2155 razy
-
- Rys4.jpeg (51.08 KiB) Przejrzano 2176 razy
-

- Rys5.jpg (30.66 KiB) Przejrzano 2148 razy
Ostatnio zmieniony 25 lut 2012, 22:43 przez
Mex, łącznie zmieniany 2 razy.





")


")
")







