



TUE35 CNC ?


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 50
- Posty: 17207
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
TU https://www.cnc.info.pl/topics54/glowic ... 383,20.htm opisywałem jak ja mam zrobione. Da się z tego korzystać .
-
jarucki
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 114
- Posty: 809
- Rejestracja: 11 sty 2011, 23:40
- Lokalizacja: okolice nałęczowa
jutro spróbuje to wcielić do mojego paździerza 
ale na chwilę obecną zrobiłem coś podobnego ale....
wpierw w imaku ustawiłem sobie nóż do gwintowania i go bazowałem przetaczając wałek, następnie obróciłem imak podjechałem do bazy (np X20) włożyłem kolejny nóż i go dotknąłem do krawędzi, po czym dokręciłem śruby.
Zacząłem przetaczać ale na gwintowanie nie starczyło już czasu... (synek dostał temperatury)
ale na chwilę obecną zrobiłem coś podobnego ale....
wpierw w imaku ustawiłem sobie nóż do gwintowania i go bazowałem przetaczając wałek, następnie obróciłem imak podjechałem do bazy (np X20) włożyłem kolejny nóż i go dotknąłem do krawędzi, po czym dokręciłem śruby.
Zacząłem przetaczać ale na gwintowanie nie starczyło już czasu... (synek dostał temperatury)
-
jarucki
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 114
- Posty: 809
- Rejestracja: 11 sty 2011, 23:40
- Lokalizacja: okolice nałęczowa
Partyzantkę mam po dziadku
Jak człowiek nie wie jak cos ugryźć to zaczyna sobie radzić inaczej i kombinować jak kon, gdzie nie zawsze jest tak lekko.
Jutro jak znajdę czas to spróbuje pobawić sie z tabela narzędzi
[ Dodano: 2015-03-30, 20:13 ]
Na maszynie działa.... ale głębokość gwintu coś za duża
a w tej tabeli od nozy to oprócz opisu i pola X i Z coś jeszcze uzupełniać ?
i potem przed każdą procedurą zapodawać gcode od opisujące narzędzie ?
Jak człowiek nie wie jak cos ugryźć to zaczyna sobie radzić inaczej i kombinować jak kon, gdzie nie zawsze jest tak lekko.
Jutro jak znajdę czas to spróbuje pobawić sie z tabela narzędzi
[ Dodano: 2015-03-30, 20:13 ]
Poprawnie to jest napisane ?G0 z1 x12.2
M3 s1 ( maszyna start)
#1=12.2
o100 while [#1 gt 11]
#1=[#1-0.3]
G0 x#1
g1 z-38 f100 ( start )
G0 x[#1+2]
z1
o100 endwhile
G0 z1 x11
G76 P1.75 z-37 I-0.1 J0.3 K1.75 R2 (gwintowanie)
M30
%
Na maszynie działa.... ale głębokość gwintu coś za duża
a w tej tabeli od nozy to oprócz opisu i pola X i Z coś jeszcze uzupełniać ?
i potem przed każdą procedurą zapodawać gcode od opisujące narzędzie ?
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 50
- Posty: 17207
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Dwie sprawy:
Robisz Kol. błąd w sztuce - dopisując coś do starego posta masz duże szanse że nikt nie przeczyta bo uważa że ten już czytał.
Co do sedna to masz współczynnik K chyba podany na stronę a nie ze średnicy i dlatego za głęboki. Trzeba się na coś zdecydować i pilnować przełączania.
Po drugie to suby można łączyć w operacje a nie pisać pętelki na zebranie naddatku i dopiero gwintowanie. Dlatego mój każdy sub kończy sie parametrami wyjazdowymi aby można było nóż ustawić do następnego suba.
Robisz Kol. błąd w sztuce - dopisując coś do starego posta masz duże szanse że nikt nie przeczyta
Co do sedna to masz współczynnik K chyba podany na stronę a nie ze średnicy i dlatego za głęboki. Trzeba się na coś zdecydować i pilnować przełączania.
Po drugie to suby można łączyć w operacje a nie pisać pętelki na zebranie naddatku i dopiero gwintowanie. Dlatego mój każdy sub kończy sie parametrami wyjazdowymi aby można było nóż ustawić do następnego suba.
-
jarucki
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 114
- Posty: 809
- Rejestracja: 11 sty 2011, 23:40
- Lokalizacja: okolice nałęczowa
To akurat chyba forum z automatu dodałokamar pisze:Dwie sprawy:
Robisz Kol. błąd w sztuce - dopisując coś do starego posta masz duże szanse że nikt nie przeczyta
a być może i miałem ale działo się to nieświadomie, gdyż iż LinCNC wywalał mi info o braku pliku lathe_std.ngc po dodaniu i uzupełnieniu jego zawartości wszystko się ustabilizowało. Wcześniej po ponownym uruchomieniu maszyny, w momencie bazowania noża zamiast średnicy waliło po propieniu, ale tu już mam porządek.Co do sedna to masz współczynnik K chyba odany na stronę a nie ze średnicy i dlatego za głęboki. Trzeba się na coś zdecydować i pilnować przełączania.
Eeee no to moją pierwsza linijka gcoda więc się Proszę nie dziwić, z LinCNC zaczynam więc możemy pogadać za jakiś czasPo drugie to suby można łączyć w operacje a nie pisać pętelki na zebranie naddatku i dopiero gwintowanie. Dlatego mój każdy sub kończy sie parametrami wyjazdowymi aby można było nóż ustawić do następnego suba.
Teraz do setna sprawy, jak połączyć suby tak aby nie pisać takowych pętelek, a z kolei żęby wsioo leciało po naciśnięciu magicznego Klawisza R
P.S. miałem gościa któremu spodobał się mój paździerz, efekt taki że gwintowanie się popsuło i w ogóle inne przypadłości, zbieg okoliczności czy przezierne ślipka ? ale sytuacja opanowana.
Tokarka zarobiła to co miała zrobić.
Z jednej strony coraz bardziej Podoba mi się Paździerz w wersji cnc (już mnie krew nie zalewa podczas toczenia), ale z drugiej strony podczas pracy maszyny zacząłem się nudzić i z tych nudów zacząłem sprzątać w moim warsztaciku i jak tak dalej pójdzie to może przez jakiś czas będzie tam porządek
teraz muszę zrobić nową wanienkę i jakoś to zabudować po czym będzie trzeba uruchomić WS250 i zapodać maszynie chłodziwo, ahaa i jeszcze muszę uruchomić falownik z kompa (na razie lata ręcznie)
Chciałem podziękować Wam za fachowe porady spostrzeżenia bo było Warto
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 50
- Posty: 17207
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Przygotowujesz suby klikasz sub i create : sub create i na końcu finalize.jarucki pisze: jak połączyć suby tak aby nie pisać takowych pętelek, a z kolei żęby wsioo leciało po naciśnięciu magicznego Klawisza R
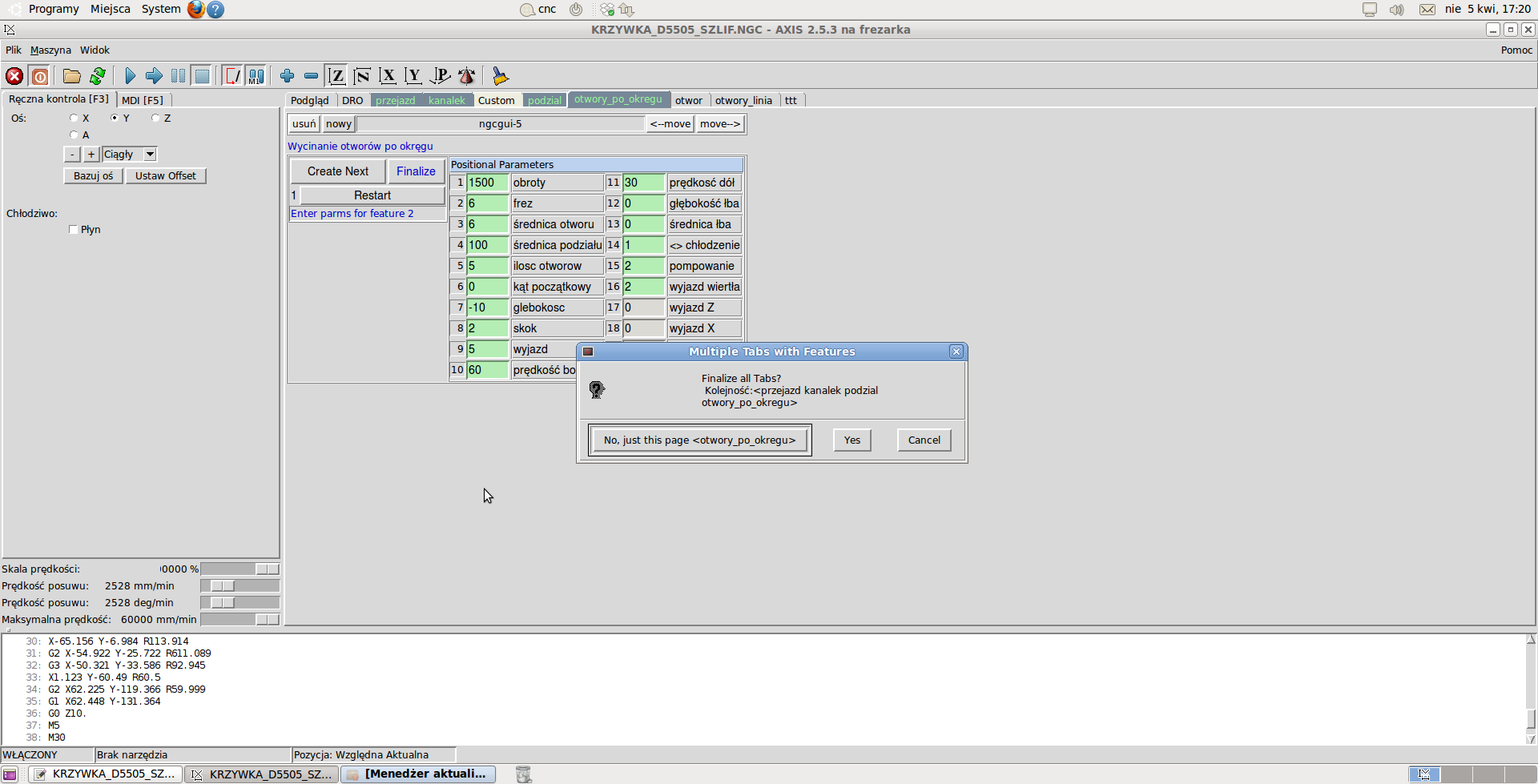
Zbudowany cykl możesz zapisać i wykorzystać w przyszłości.
Tu masz z grubsza pokazane:
[youtube][/youtube]






