Przymierzam się powoli do robienia obudowy ale jak zwykle coś innego zawsze się znajdzie do roboty.
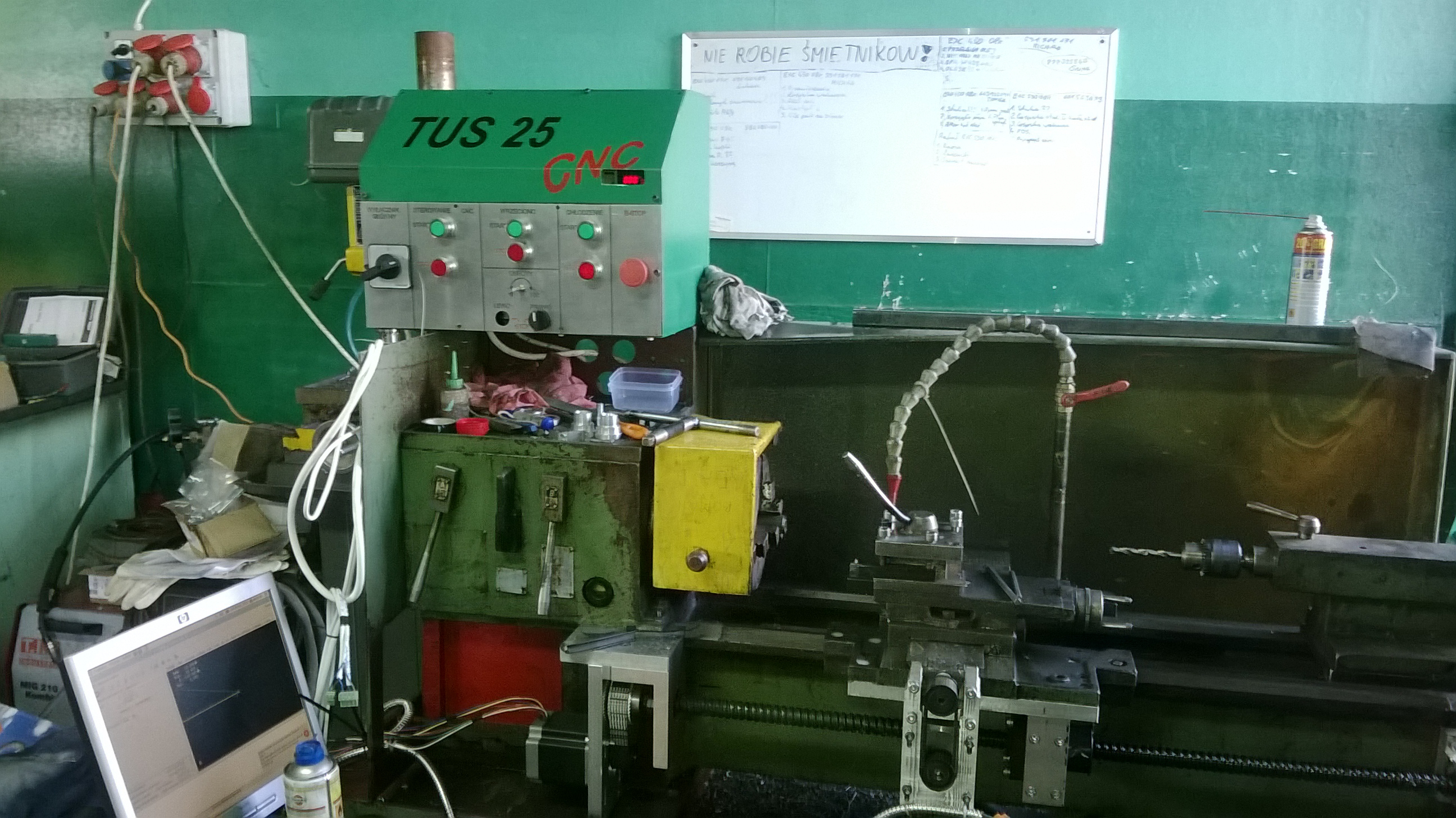
Obsługa, Programowanie i Budowa Maszyn Numerycznych






")

")
")
Przyczyn moze być milion.blasterpl pisze: .O co chodzi
To fakt ze toczę jednym nożem ale z nową płytką , obficie chłodzę ,dodam ze materiał to aluminium PA6 .To jak koledzy radzą toczyć ta powierzchnie pod łożyskokamar pisze: Trzeba być dużym huraoptymistą żeby liczyć na wymiar pod łożysko w jednostkowym detalu po toczeniu zgrubnym i wykańczającym tym samym nożem.