Edytuj sobie pilk i dopisz linijkę. O ile jej tam nie ma
A podejzewam że jest + g18 i g61
Obsługa, Programowanie i Budowa Maszyn Numerycznych






")
Kod: Zaznacz cały
( -*- encoding: utf-8-unix -*- )
( ------------------------------ )
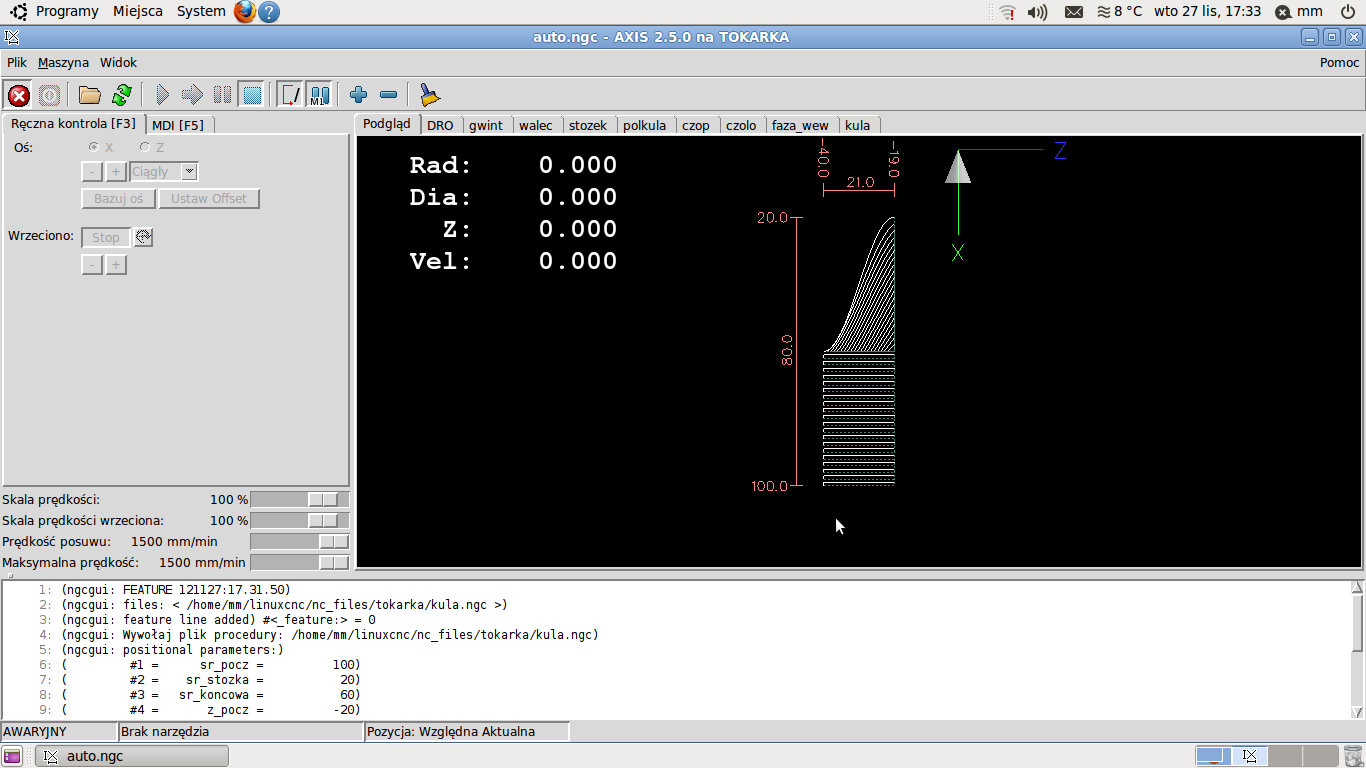
( K U L A )
( ------------------------------ )
( Kamar )
( Time-stamp: <2012-03-14 11:05> )
( ------------------------------ )
(info: Kula )
o<kula> sub
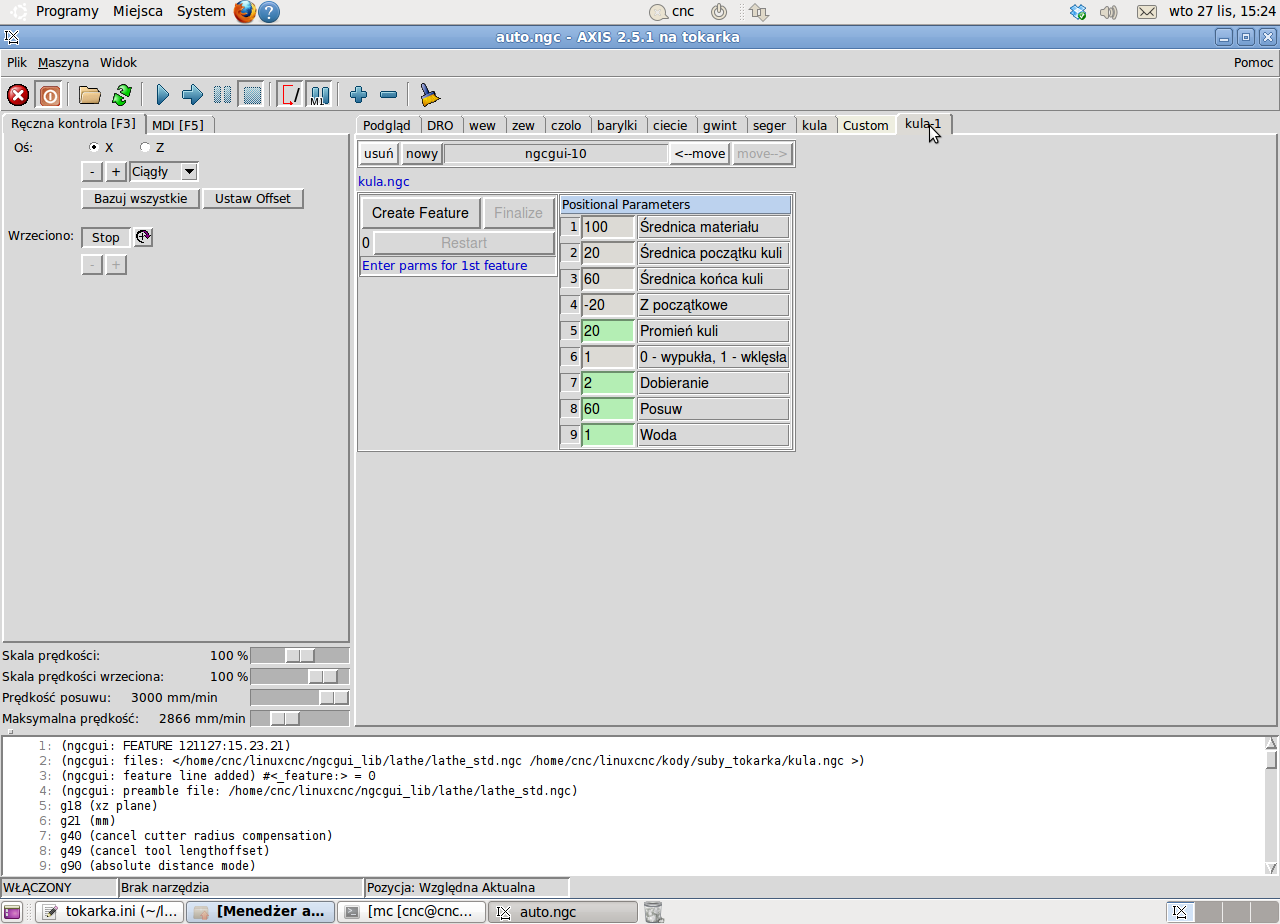
#<sr_pocz> = #1 (=40 Średnica materiału)
#<sr_stozka> = #2 (=0 Średnica początku kuli)
#<sr_koncowa> = #3 (=40 Średnica końca kuli)
#<z_pocz> = #4 (=0 Z początkowe)
#<dl_stozka> = #5 (=20 Promień kuli)
#<rodzaj> = #6 (=0 0 - wypukła, 1 - wklęsła)
#<dobieranie> = #7 (=2 Dobieranie)
#<posuw> = #8 (=60 Posuw)
#<woda> = #9 (=1 Woda)
g61
m3 s1
o1 if [#<woda> eq 1]
M8
o1 endif
o300 if [#<sr_pocz> gt #<sr_koncowa>]
#<akt_koniec> = [#<z_pocz> - #<dl_stozka>]
o305 while [#<sr_pocz> gt #<sr_koncowa>]
#<sr_pocz> =[#<sr_pocz> -#<dobieranie>]
g0 x[#<sr_pocz> + 1]
g0 z[#<z_pocz> +1]
g1 z[#<akt_koniec>] f#<posuw>
x[#<sr_pocz> + #<dobieranie>]
g0 z[#<z_pocz> + 1]
o305 endwhile
o300 endif
o100 if [#<sr_stozka> lt #<sr_koncowa>]
#<akt_start> = #<sr_pocz>
o5 while [#<akt_start> gt #<sr_stozka>]
#<akt_start> = [#<akt_start> - #<dobieranie>]
o10 if [#<akt_start> lt #<sr_stozka>]
#<akt_start> = #<sr_stozka>
o10 endif
g0 z[#<z_pocz> +1]
g0 x[#<akt_start>]
o101 if [#<rodzaj> eq 0]
g3 x[#<sr_koncowa>] z[#<z_pocz> - [[[#<sr_koncowa> - #<akt_start>] * #<dl_stozka>] / [#<sr_koncowa> - #<sr_stozka>]]] r[[#<dl_stozka>]] f#<posuw>
o101 else
g2 x[#<sr_koncowa>] z[#<z_pocz> - [[[#<sr_koncowa> - #<akt_start>] * #<dl_stozka>] / [#<sr_koncowa> - #<sr_stozka>]]] r[[#<dl_stozka>]] f#<posuw>
o101 endif
o5 endwhile
o100 endif
o<kula> endsub
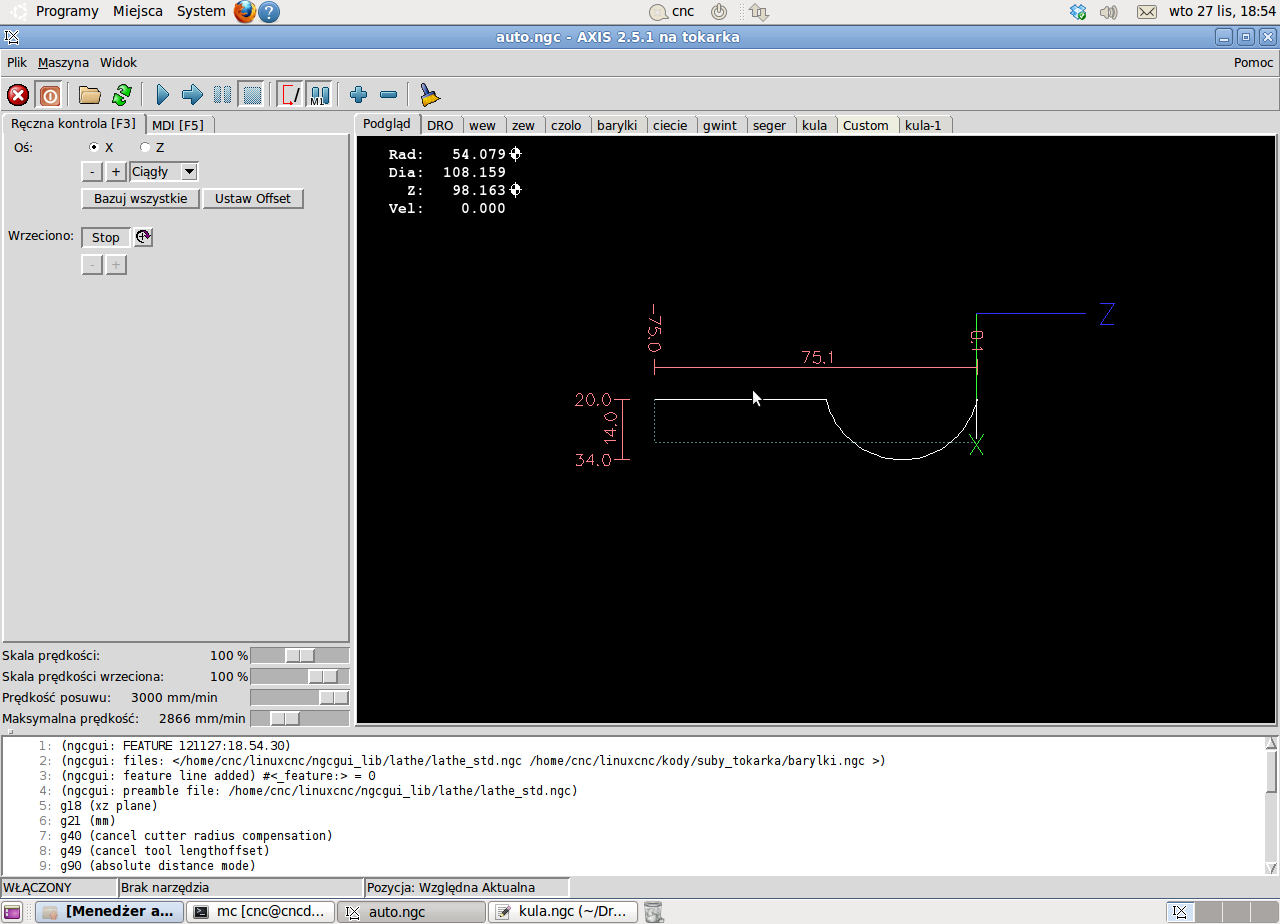
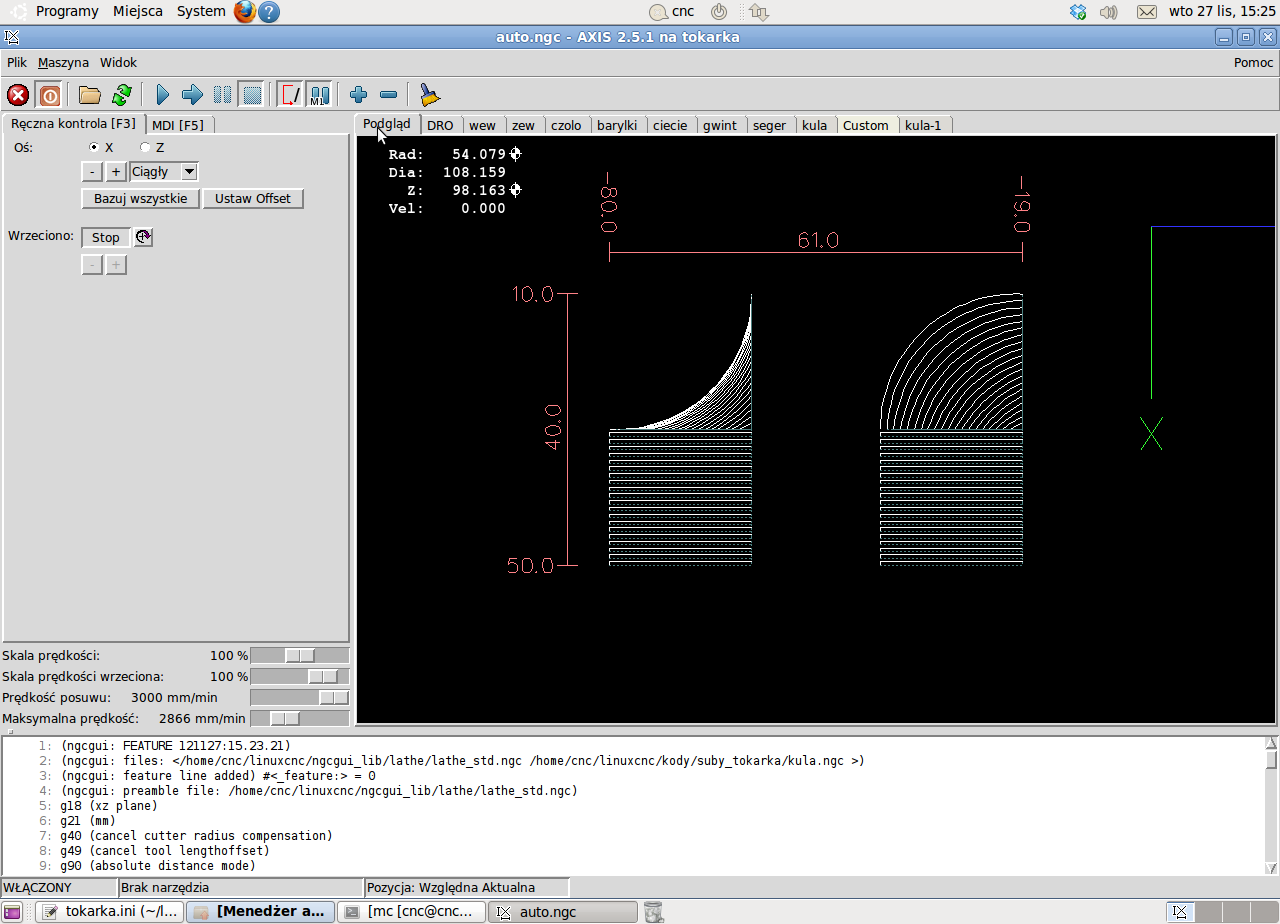
Po pierwsze to by trzeba było zmienić nóż na lewy.IMPULS3 pisze:Nooooo, od razu lepiej.Ale jedno mnie trapi, czy da sie wytoczyć z tej proceduki np. taką kulę jak jest w samochodzie na haku? Bo pierwszą polowe tak a co z drugą?