Ja po angielsku jako tako czytam, nie potrafię po ichniemu mówić, ani pisać. Ale przy użyciu Google tłumacza można się z Angolami dogadać bez problemu.
Niektórzy wolą tradycyjnie - sierp, powrósło ze słomy, snopek, cep i wialnia. Inni wolą kombajnem

Efekt ten sam, wysiłek włożony w zbiór i młockę nieco się różni. Ale obsługi kombajnu trzeba się chwilkę pouczyć...
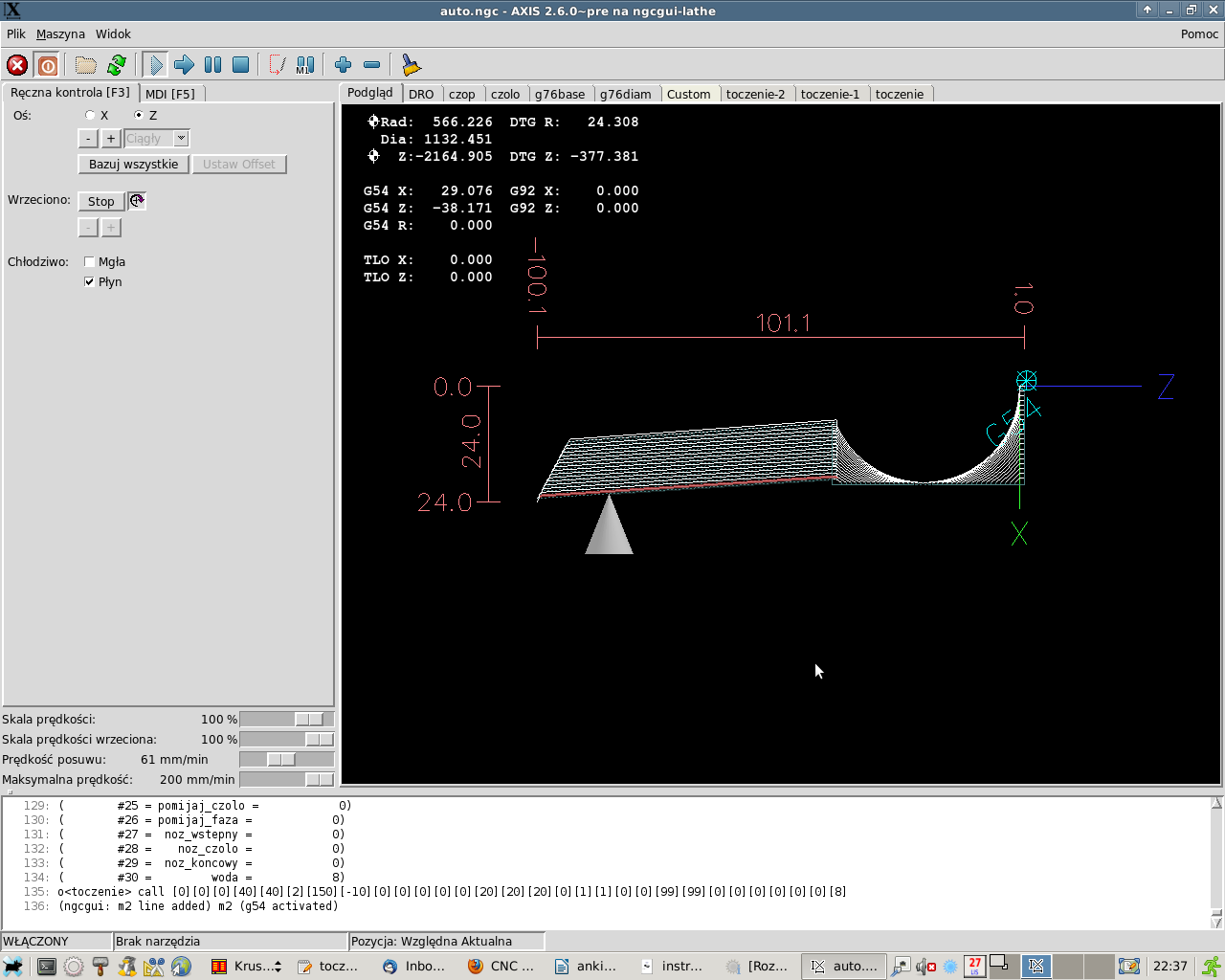
A poważnie - nikomu nie przyszło do głowy, że wystarczy wpisać średnicę końcową mniejszą od początkowej, by toczyć powierzchnię walca, a po wpisaniu średnicy początkowej mniejszej od końcowej wykonywać roztaczanie tą samą procedurą. Czy przez podobną manipulację na osi Z uzyskać toczenie od prawej do lewej i od lewej do prawej.
W kodzie kobyły wszystko jest zmienną - jedyne cyfry występują w ifach jako argumenty warunku. A wszystkie zmienne ustawia się z tabelki. Najczęściej nie trzeba ustawiać większości z nich, i są w tabelce bo są. Ale jak zachodzi potrzeba, to się wpisuje odpowiednią wartość w odpowiednie pole, i kobyła posłusznie idzie tam, gdzie jej każe woźnica.
Nic nie poradzę na to, że jest do ustawienia tak wiele parametrów, i że się one losowo zmieniają w zależności od wykonywanej aktualnie operacji. Ale ich zestaw powtarza się dla każdej operacji i nie ma moim zdaniem sensu pisania mocno rozbudowanej procedury wykonującej tylko jedną operację, gdy praktycznie bez żadnego nakładu można wiele operacji zrobić tym samym kodem.
Ty pisałeś specjalną procedurę na półkulistą fazkę na styku czopa i przetoczonego walca, ja ją od ręki zaprogramuję w kobyle nawet się nie zastanawiając, bo od tego jest kobyła
A jak ci przyjdzie zrobić stożkową fazkę w tym samym miejscu, to napiszesz kolejną procedurkę, i kolejną, gdy to samo przyjdzie zrobić od lewej do prawej. A potem będziesz się zastanawiał, która z setki w katalogu robi to, co akurat potrzebujesz, i potem będziesz jej tam szukał, przewijając nie mieszczącą się na ekranie listę procedurek.
Wiem, bo sam mam taki bałagan w katalogu z subami do tokarki. Napisałem kilkadziesiąt, teraz doszły te od Thorntona. I za cholerę nie wiem, która jest do czego - nawet jak sam pisałem i nazwałem opisowo.




")