




choć nie mam tokarki CNC (przynajmniej na razie) procedurka wydaję mi się być przydatna zwłaszcza przy tak rozbudowanych możliwościach.
NGCGUI - toczenie, mocno rozbudowana procedura


-
 MlKl
MlKl
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Tak to policjanci wkrecają. Pacjenci od CNC najbierw budują robota, a on potem wkręcazacharius pisze:no trzech co nie. jeden pozycjonuje żarówkę względem oprawki, i dwóch innych go podnosi i obraca
Kamar nie ufa swoim pracownikom, i pozwala im co najwyżej samodzielnie zabielić, albo splanować czoło, każdy bardziej skomplikowany detal trafia do Artura, który na niego pisze procedurę. A pracownik przy tokarce może se tylko wcisnąć R i patrzeć, jak się toczyzacharius pisze:choć nie mam tokarki CNC (przynajmniej na razie) procedurka wydaję mi się być przydatna zwłaszcza przy tak rozbudowanych możliwościach.
NGCGUI ma umożliwiać pracę na maszynie bez znajomości G-code. Pracownik ma programować maszynę przez wypełnianie tabelek danymi z rysunku i nic więcej.
Da się to zrobić, składając kompletną procedurę z prostych klocków, ale na dziś NGCGUI tego nie wspiera w sposób wystarczający. Kombinowałem rozmaicie, ale w końcu stanęło jednak na integrowaniu procedur w jednej zbiorczej, bo tak jest najelastyczniej, i wbrew twierdzeniom kamara trudniej popełnić błąd.
Maszyna się nie myli - myli się człowiek, który ją obsługuje. Pracując z wieloma procedurami wciąganymi po kolei, poprawić można tylko ostatnią. Jak człowiek zauważy, że pomylił się wcześniej, to wszystko trzeba zaczynać od początku. Ten sposób pracy z NGCGUI, mimo iż w zamyśle twórców defaultowy, na dziś zupełnie się nie nadaje do użycia.
Można sobie zrobić tyle zakładek, ile operacji, i po kolei je wczytywać i odpalać. Ta procedura pozwala zminimalizować liczbę tworzonych dla jednego detalu zakładek. I uwalnia przy okazji od przepisywania w kolejnych okienkach tych samych danych, albo od przeliczania, o ile przesunąć fazkę na stożku, żeby trafiła krawędzią w krawędź. Pozwala wizualnie dobrać promień zaokraglenia, tak, żeby płynnie przechodziło w stożek.
Wszystkiego nie potrafi, i nie taka była idea jej powstania. Ona ma potrafić dobrze zrobić kilka rzeczy ściśle powiązanych ze sobą. Albo każdą z tych rzeczy z osobna, o ile zajdzie taka potrzeba.
Rodzi się nie w głowie programisty, który nigdy przy tokarce nie stał, a powstaje w trakcie pracy na realnej tokarce, przy wykonywaniu realnych detali. I im bardziej jest zaawansowana, tym mniej czasu poświęcam na pisanie kodu, a więcej mogę zrobić na maszynie.

-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 99
- Posty: 17227
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Jeżeli już (jeszcze ?) można w tym temacie dyskutować to :

Mając do wykonania np. n średnic wybierasz procedurkę tocz. zew. klikasz n razy w przycisk 'nowy" i masz procedurki na kazdą średnicę dostepne do wyłączenia kompa edytowalne w kazdej chwili. Wczytujesz , ngcgui zapyta grzecznie czy ma wykonać w kolejności w jakiej wprawadzałeś czy może innej. I jazda.
Optymalnie jest składać procedurki wykonywane tym samym nożem.
Oczywistym mamkamentem jest brak mozliwosci zapisania tego układu ale to już inna bajka.
A swoją drogą, ciekawy jestem Twojej procedurki jak będziesz miał frezarkę
Gdzieś się takich głupot naczytał ?MlKl pisze: Kamar nie ufa swoim pracownikom, i pozwala im co najwyżej samodzielnie zabielić, albo splanować czoło, każdy bardziej skomplikowany detal trafia do Artura, który na niego pisze procedurę. .
Aż się boję pomyśleć że nie umiesz obsługiwać NGCGUIMlKl pisze: Pracując z wieloma procedurami wciąganymi po kolei, poprawić można tylko ostatnią. Jak człowiek zauważy, że pomylił się wcześniej, to wszystko trzeba zaczynać od początku.
Można sobie zrobić tyle zakładek, ile operacji, i po kolei je wczytywać i odpalać. .
Mając do wykonania np. n średnic wybierasz procedurkę tocz. zew. klikasz n razy w przycisk 'nowy" i masz procedurki na kazdą średnicę dostepne do wyłączenia kompa edytowalne w kazdej chwili. Wczytujesz , ngcgui zapyta grzecznie czy ma wykonać w kolejności w jakiej wprawadzałeś czy może innej. I jazda.
Optymalnie jest składać procedurki wykonywane tym samym nożem.
Oczywistym mamkamentem jest brak mozliwosci zapisania tego układu ale to już inna bajka.
A swoją drogą, ciekawy jestem Twojej procedurki jak będziesz miał frezarkę
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
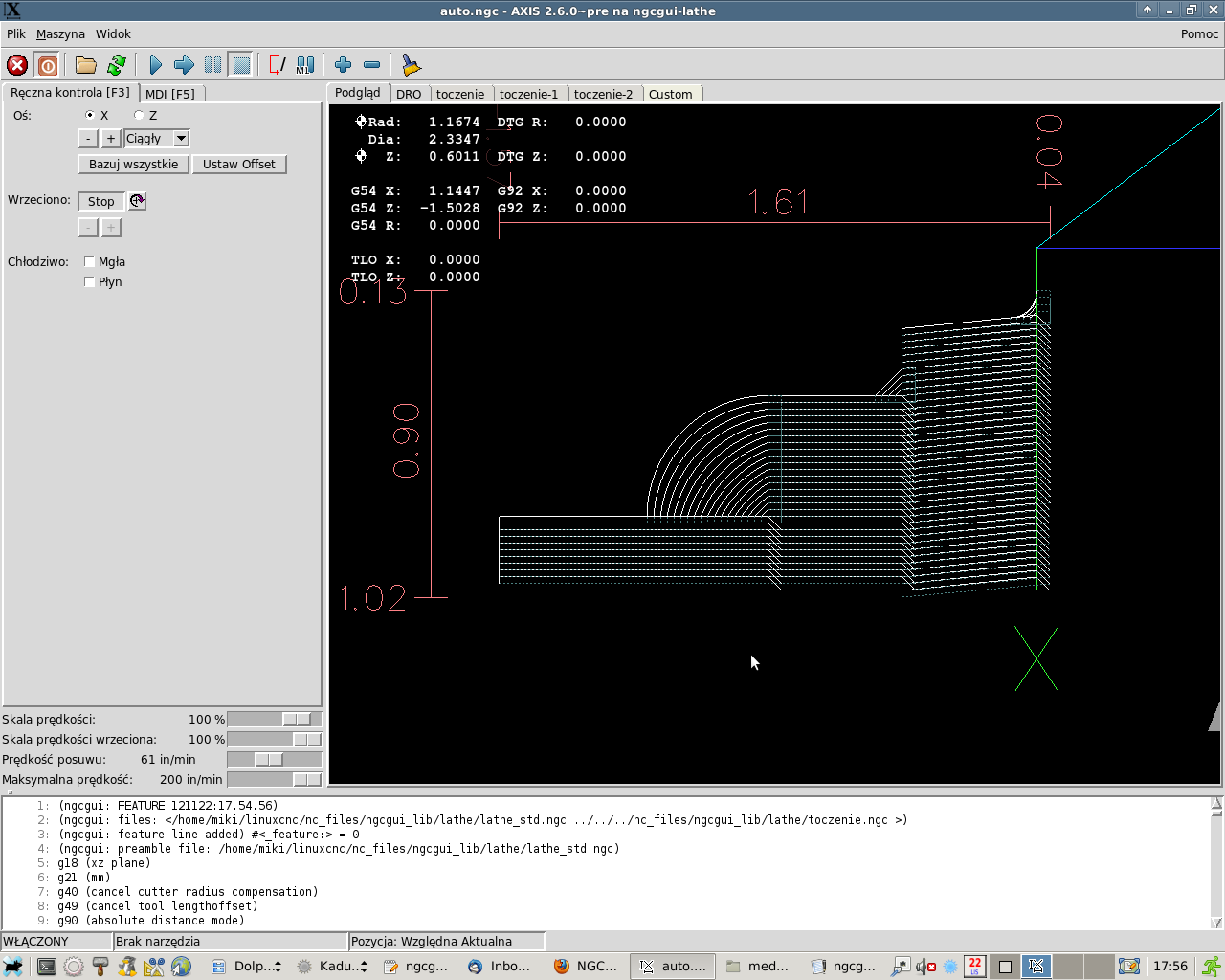
No ja se mogę w trzech odsłonach mojej procedury pierdyknąć taki wałek.
Zaczyna się od stożka z półkolistą fazą, potem jest zwykły czop z fazą 45 stopni i wklęsłym półkolem przechodzi na kolejną średnicę. Mogę sobie zażyczyć wykonywania poszczególnych operacji różnymi nożami, i je w multifiksie zmieniać w trakcie.
Ilu okienek będziesz potrzebował ty?
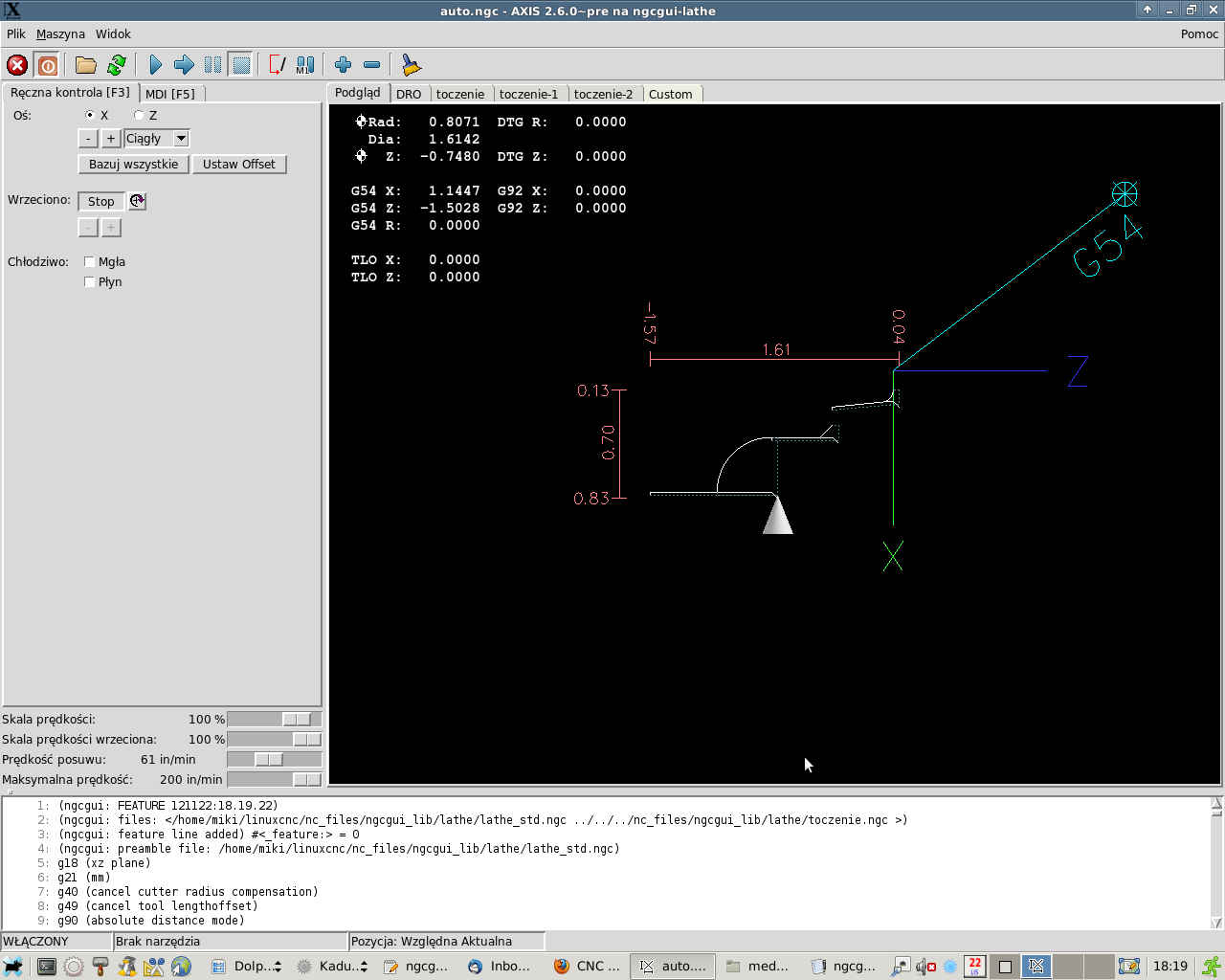
A tak to będzie wygladało, jakbym chciał ostatni przebieg poprawiać. Oczywiście - mogę poprawić dowolnie wybrany element, niekoniecznie całość.
Ostatnio zmieniony 22 lis 2012, 18:25 przez MlKl, łącznie zmieniany 1 raz.






