NGCGUI - toczenie, mocno rozbudowana procedura


-
 MlKl
MlKl
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
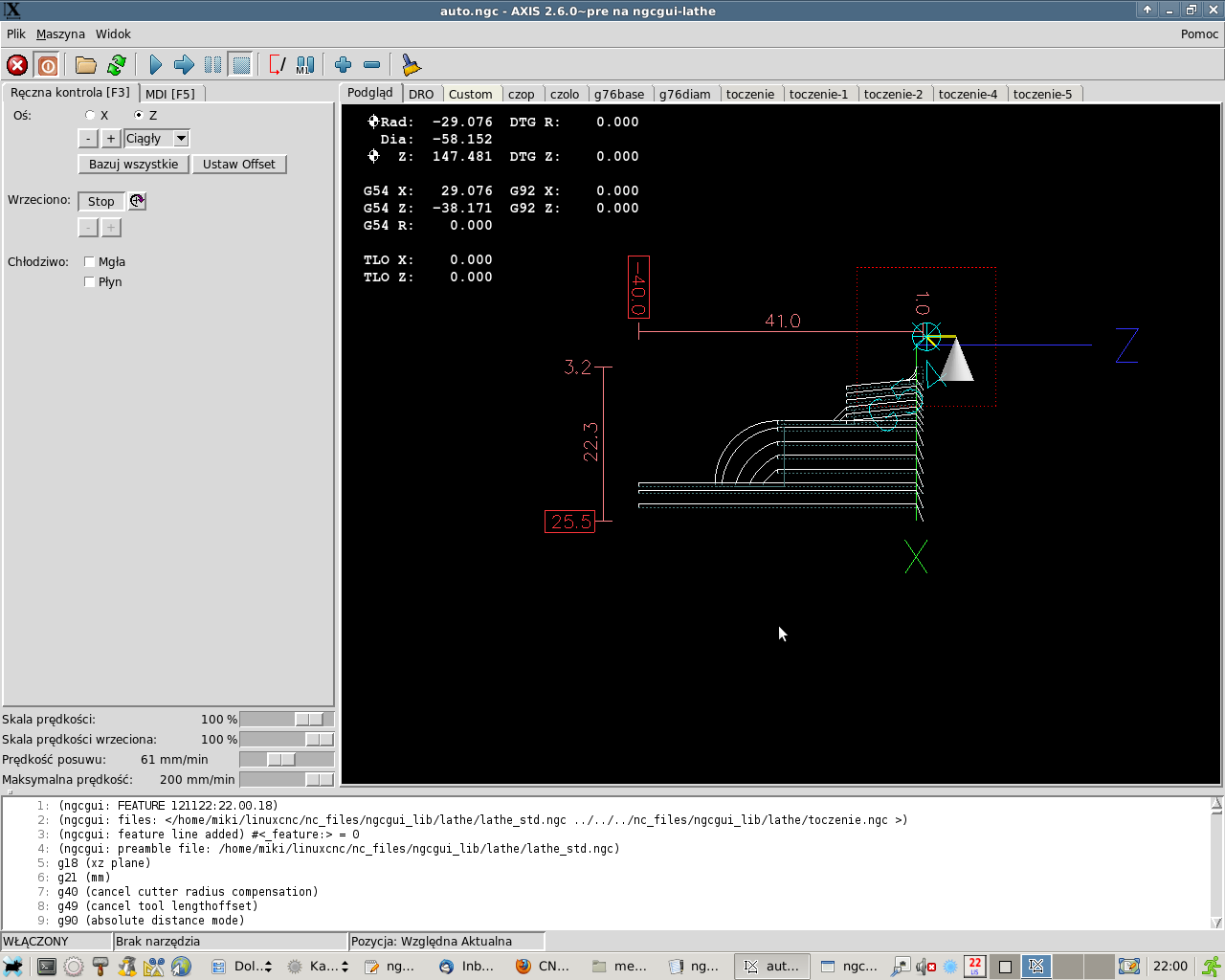
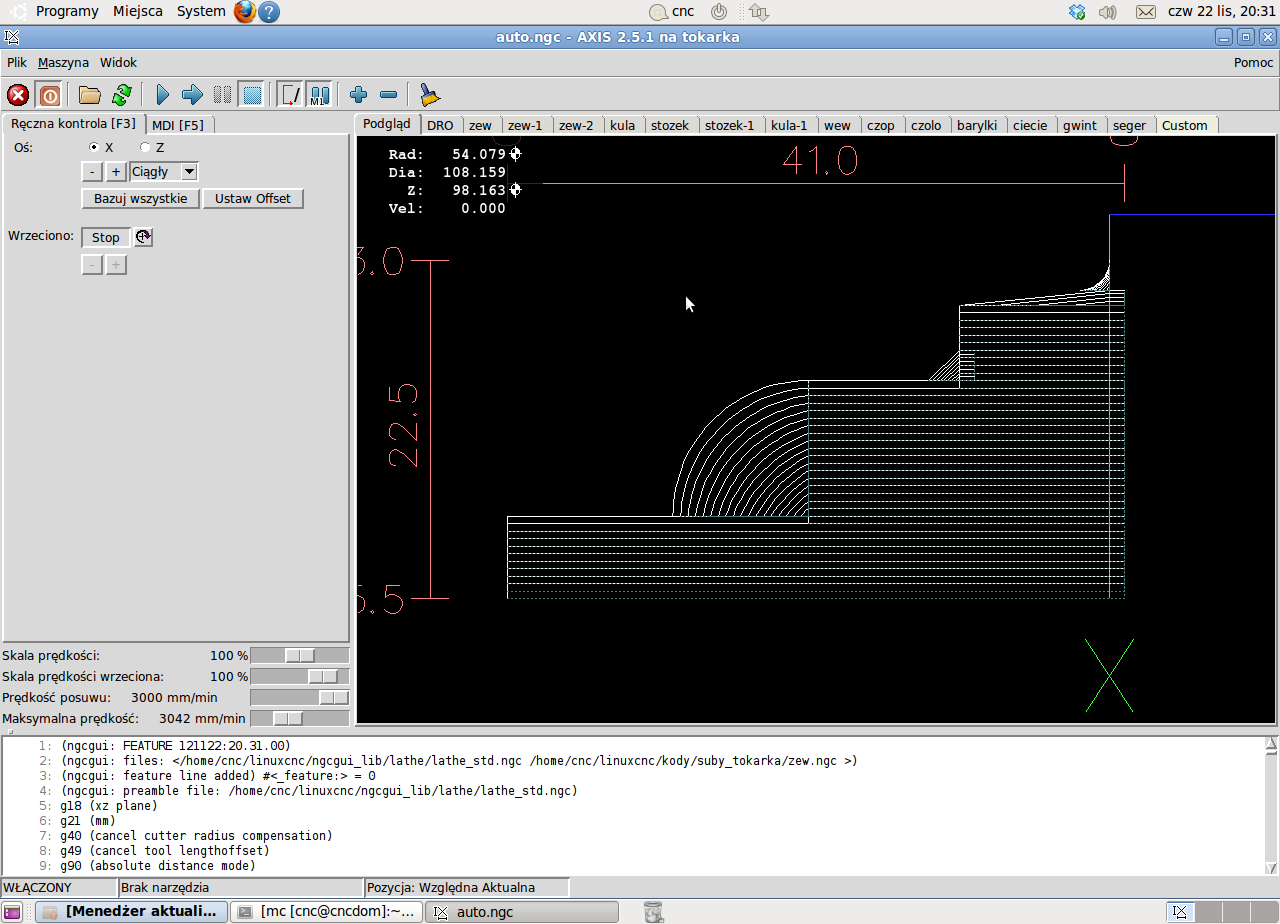
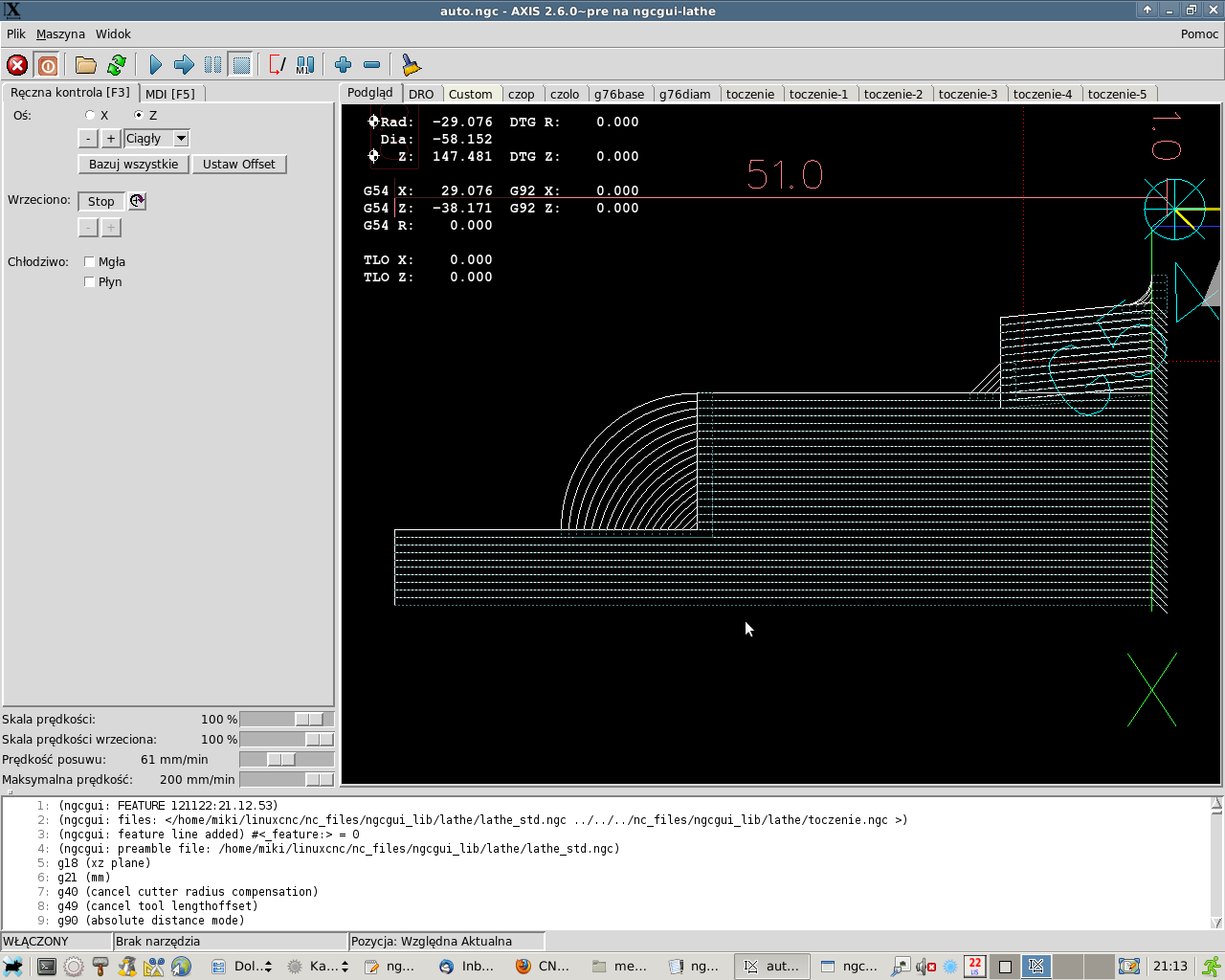
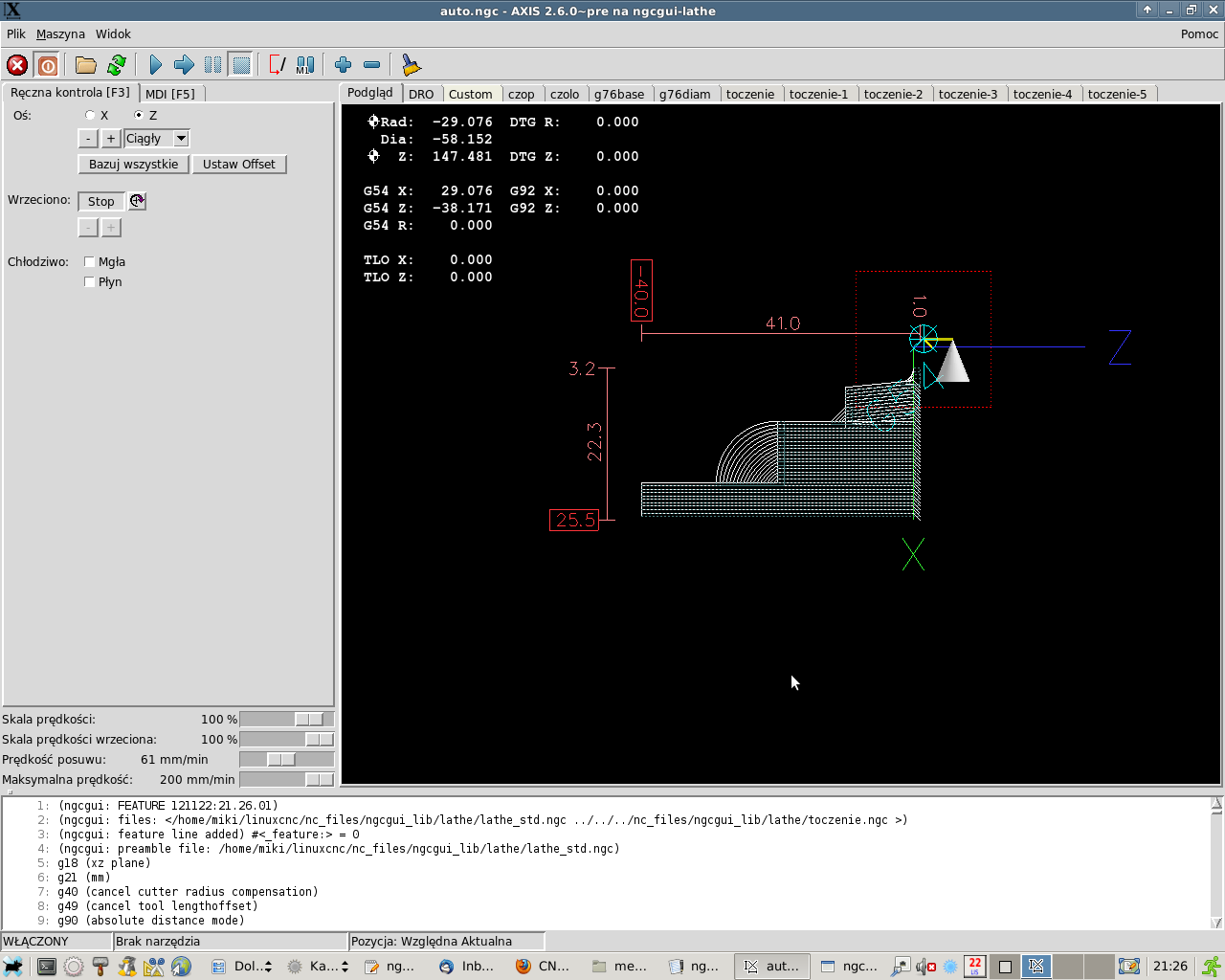
Proszę bardzo: Materiał wyjściowy wałek 50 mm, na długości 10 mm stoczony na stożek fi początkowe 10 mm, końcowe 12 mm, na końcu stożka 2 mm szeroka fazka półkolista. Dalej 10 mm czopa fi 22 mm z fazką 45 stopni 2 mm szeroką. Czop przechodzi półkolem o r 9 mm w kolejny czop o fi 40.
Bardzo chętnie nauczę się czegoś nowego - ja się obróbki skrawaniem nie uczyłem w szkole, ani na praktyce u fachowca. Wiem tyle, ile przeczytałem, głównie na tym forum.
Zrzuty są z wersji z gita jeszcze ciepłej, stąd w jeszcze w calach
Bardzo chętnie nauczę się czegoś nowego - ja się obróbki skrawaniem nie uczyłem w szkole, ani na praktyce u fachowca. Wiem tyle, ile przeczytałem, głównie na tym forum.
Zrzuty są z wersji z gita jeszcze ciepłej, stąd w jeszcze w calach
Ostatnio zmieniony 22 lis 2012, 20:03 przez MlKl, łącznie zmieniany 1 raz.
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
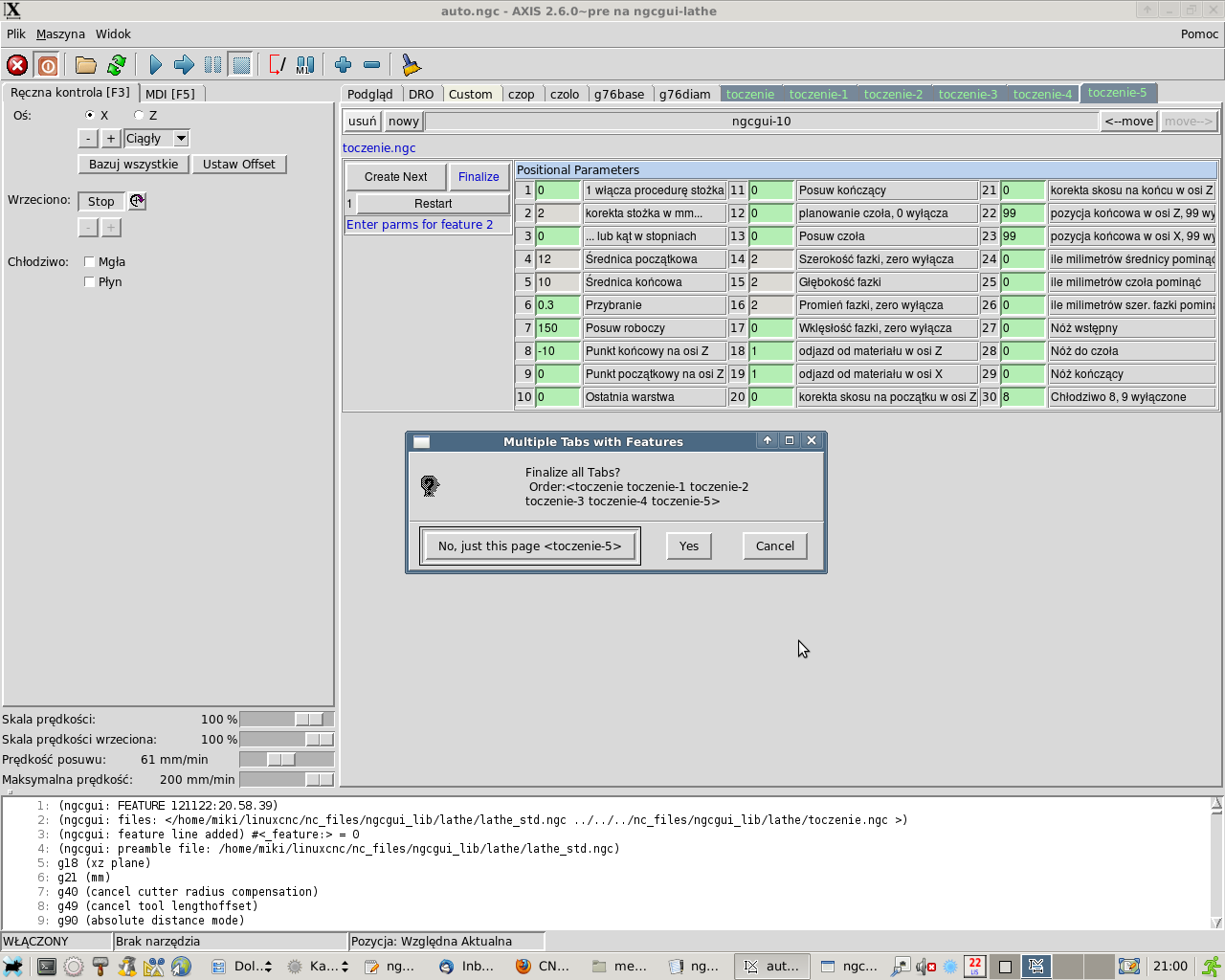
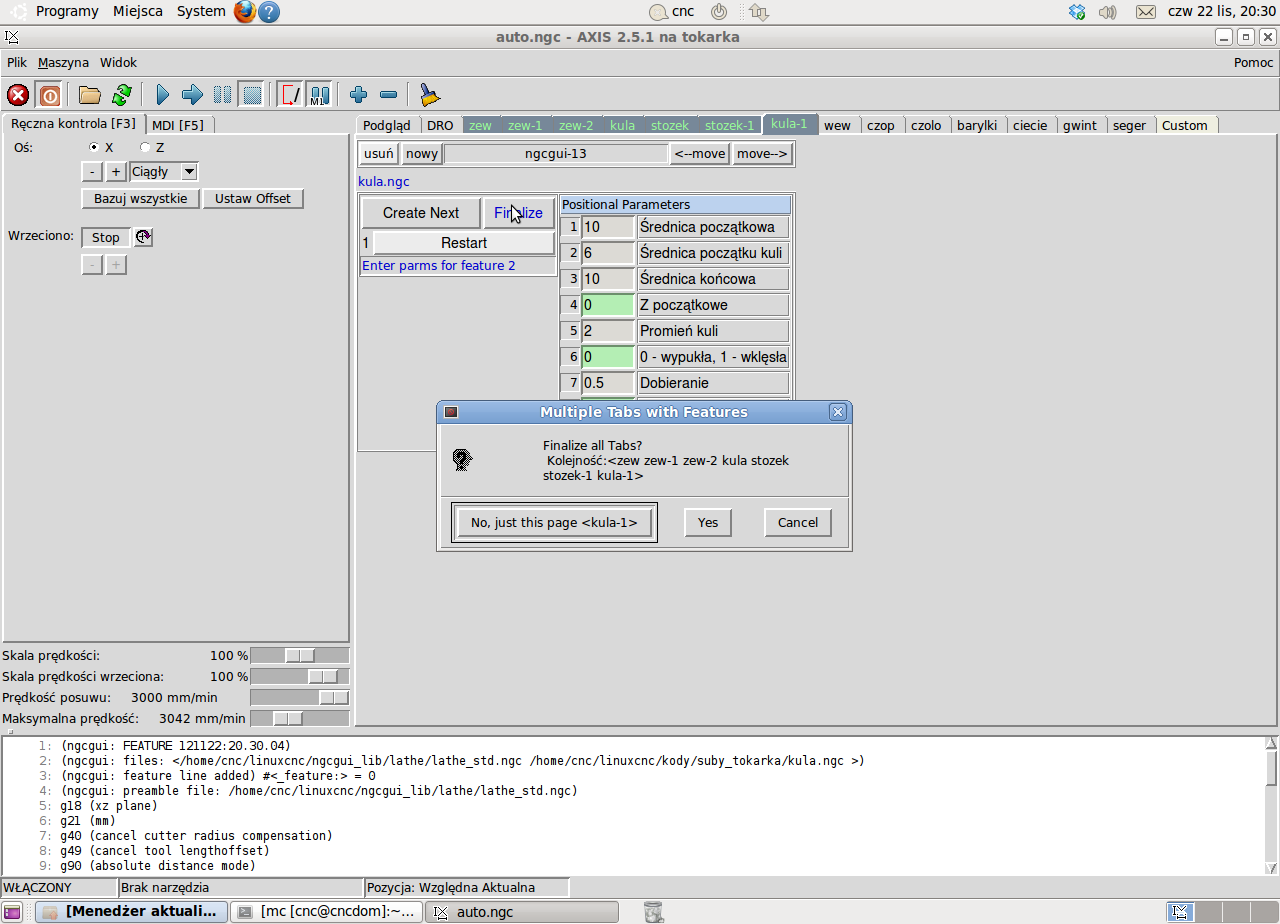
Jaki problem? Fakt, że potrzebuję sześć zakładek zamiast trzech, przy twoich siedmiu, ale robię to bez żadnego problemu. Jest jakiś istotny powód, dla którego akurat taka kolejność wykonywania jest lepsza? Czy tylko przyzwyczajenie z manuala, żeby jak najdłuższe odcinki robić na posuwach?
Nie przestawię się na twoją metodę, bo moja jest prostsza, a tokarce CNC wsio ryba, czy jeżdzi te płaskie przebiegi na raz, czy na trzy razy.
[ Dodano: 2012-11-22, 21:32 ]
W dodatku łatwiej o błąd, bo trzeba w każdym okienku się zastanawiać odkąd dokąd jechać nożem.
I wystarczy mi jednak tylko pięć zakładek
Ostatnio zmieniony 22 lis 2012, 21:38 przez MlKl, łącznie zmieniany 1 raz.
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 143
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Nie, bo w każdej wypełniam max pięć pól, w sumie wpisuję na całą procedurę 24 wartości. A reszta tabelki mnie specjalnie nie interesuje - wypełniam to, co akurat potrzebuję
Do tego mówimy o mojej wersji twojej wersji. W mojej oryginalnej wersji mam trzy tabelki i piętnaście pól do wypełnienia. A uzyskany detal będzie identyczny.
Do tego mówimy o mojej wersji twojej wersji. W mojej oryginalnej wersji mam trzy tabelki i piętnaście pól do wypełnienia. A uzyskany detal będzie identyczny.
-
Dagome
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 197
- Rejestracja: 10 lis 2011, 16:03
- Lokalizacja: Jeżograd
Jak na mój gust to materiał we fasce i zaokrągleniu oraz stożku powinien być wybrany podczas toczenia średnicy, a ładną powierzchnie by się zrobiło przejściem wykańczającym  .
.
Benjamin Franklin pisze:Na tym świecie pewne są tylko śmierć i podatki.
Terry Pratchett pisze:Jest śmierć i podatki, ale podatki są gorsze, bo śmierć przynajmniej nie trafia się człowiekowi co roku.