



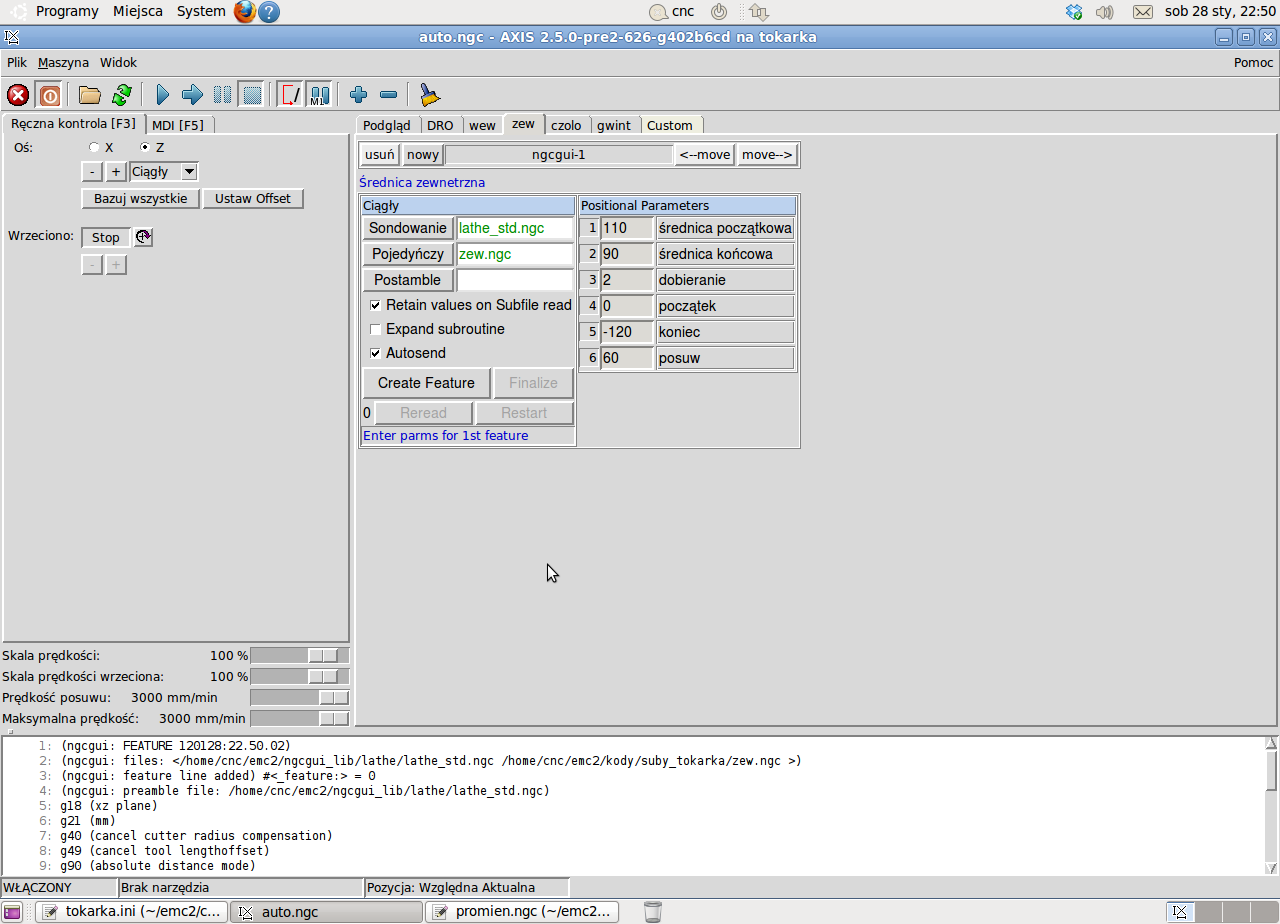
Akurat odwrotnie , potrzebuje średnice. Skala może mieć tylko dwie wartosci 1:1 i g7 albo 1:2 i g8. 2:1 w symulacji to se mogę wpisać tylko co mi zrobi na maszynieMlKl pisze:Rozumiem, że ty byś chciał w g-codzie operować promieniem, i promień mieć w wizualizacji?
LinuxCNC - tokarka


-
mariuszbroda
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 430
- Rejestracja: 13 lip 2011, 21:57
- Lokalizacja: Wrocław
Witam...
no tak,no tak.....Kamar byłeś mi i jesteś przykładem odporności i Wzorem moim,
ja niedawno kopałem się,wyzywałem,plułem,w łeb waliłem z gościem na innym wątku...
potem zrobiło mi się wstyd i pomyślałem- Kamar zawsze zachowuje spokój,puszcza płazem i zamienia w żart
Pomijam,że wpis tuxa przypomina postawę nauczyciela,który za karę uczy cudze dzieci w wiejskiej szkole,a miał być profesorem Stanford...
Jestem zgorszony prawdopodobnie będę musiał wziąć coś na zapomnienie
no tak,no tak.....Kamar byłeś mi i jesteś przykładem odporności i Wzorem moim,
ja niedawno kopałem się,wyzywałem,plułem,w łeb waliłem z gościem na innym wątku...
potem zrobiło mi się wstyd i pomyślałem- Kamar zawsze zachowuje spokój,puszcza płazem i zamienia w żart
Pomijam,że wpis tuxa przypomina postawę nauczyciela,który za karę uczy cudze dzieci w wiejskiej szkole,a miał być profesorem Stanford...
Jestem zgorszony
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 23
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
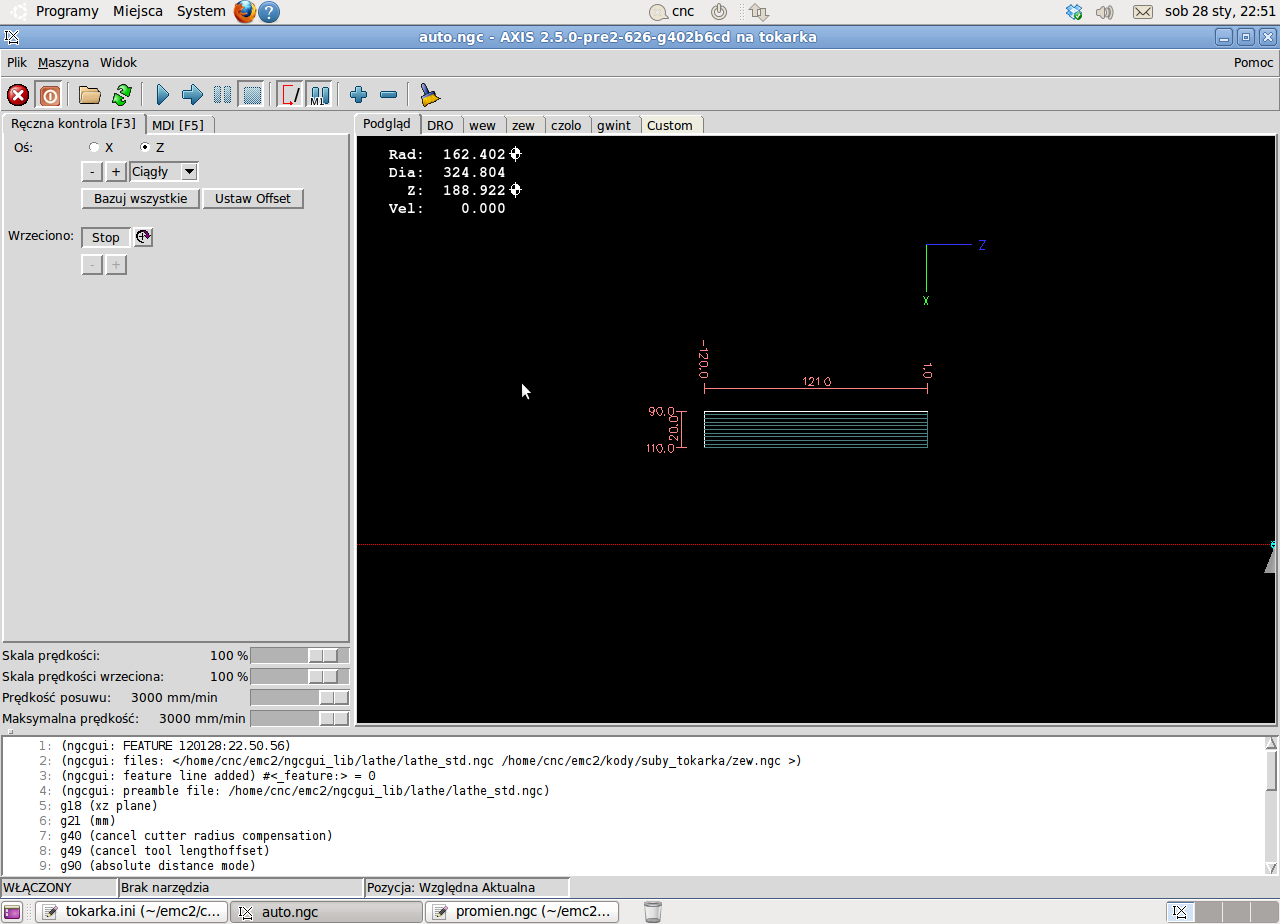
Prawidłowo jest 1:1 i G8.kamar pisze:Skala może mieć tylko dwie wartosci 1:1 i g7 albo 1:2 i g8.
Wtedy w iksach podajesz promień.
Po przełączeniu na G7 podajesz średnicę, a maszyna sama dzieli ją przez dwa.
Czyli G8G0X1 i G7G0X2 daje ten sam ruch, to samo zobaczysz na podglądzie i to samo musi zrobić maszyna.
Jeśli masz pokombinowane inaczej, to ładu nie dojdziesz nigdy.
Polecam lekturę http://linuxcnc.org/docs/html/gcode_mai ... meter-Mode .
.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 96
- Posty: 17197
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Twoje prawidłowo jest dla mnie nie do przyjęcia. Tokarz dostaje rysunek wału z wymiarowanymi średnicami i nie będzie każdej zamieniał na promienie czy dzielił przez dwa. np.x[100/2tuxcnc pisze:Prawidłowo jest 1:1 i G8.
Wtedy w iksach podajesz promień..
I tak ma wyglądać zrobienie czopu. Przekłamania powstają tylko przy stożkach i promieniach a to sie da przezyc
Ostatnio zmieniony 28 sty 2012, 22:51 przez kamar, łącznie zmieniany 1 raz.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 23
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
A Ty ciągle nic nie rozumiesz.kamar pisze:Twoje prawidłowo jest dla mnie nie do przyjęcia. Tokarz dostaje rysunek wału z wymiarowanymi średnicami i nie będzie każdej zamieniał na promienie czy dzielił przez dwa. np. x[100/2]tuxcnc pisze:Prawidłowo jest 1:1 i G8.
Wtedy w iksach podajesz promień..
CNC to jest matematyka.
Tutaj masz układ współrzędnych i w tym układzie wszelkie obliczenia muszą dać prawidłowy i jednoznaczny wynik.
Tak maszyna pracuje w G8, czy to tokarka, czy frezarka, czy robot przemysłowy.
To tokarka jest maszyną specyficzną i dla niej wymyślono G7, żeby można było podać średnicę w programie.
Tylko tyle, że komputer sterujący tokarką potrzebuje promień i jak ma ustawione G8, to uważa parametr za promień, a jak ma ustawione G7, to dzieli sobie parametr na pół.
Komputer sam go sobie dzieli i programista nie musi tego robić, wystarczy że G7 napisze.
Prościej już się tego wytłumaczyć nie da.
Jak u Ciebie jest inaczej, to znaczy że zamiast dzielić średnice na pół chcesz mnożyć promienie przez dwa.
Takiej "matematyki" żaden komputer nie obsłuży.
.
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 82
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
tuxcnc - Kamarowi zaś nie chodzi o to, by komputer mu nową matematykę wymyślał, ino o to, żeby mu na podglądzie wyświetlał wartości, tak, jak się je przyzwyczaił widzieć. I to jest od strony programistycznej jak najbardziej do zrobienia. Ino nie od ręki, bo się najpierw muszę tego tcl poduczyć...
[ Dodano: 2012-01-28, 23:05 ]
kamar - toć na DRO masz i średnicę i promień - i tam rzucasz okiem, żeby sprawdzić wartość, którą potrzebujesz.
[ Dodano: 2012-01-28, 23:05 ]
kamar - toć na DRO masz i średnicę i promień - i tam rzucasz okiem, żeby sprawdzić wartość, którą potrzebujesz.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 96
- Posty: 17197
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Pożyjemy, zobaczymy.tuxcnc pisze: Takiej "matematyki" żaden komputer nie obsłuży..
Ty mi nie tłumacz jak żyd krowie na granicy, postoisz tyle przy tokarce co ja to zrozumiesz.
[ Dodano: 2012-01-28, 23:11 ]
Koledzy, jedno musi do was dotrzeć - tokarkę obsługuje normalny tokarz a nie wybitny programista i ma mieć wszystko prosto i jasno. Ma wpisać wymiary i ognia. Ja to sobie poradzę i bez monitoraMlKl pisze: kamar - toć na DRO masz i średnicę i promień - i tam rzucasz okiem, żeby sprawdzić wartość, którą potrzebujesz.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 23
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Ja to wystarczająco dużo nastałem się przy tokarce, żeby wiedzieć jak działa.kamar pisze:postoisz tyle przy tokarce co ja to zrozumiesz.
Za to Ty za mało siedziałeś przed monitorem.
Na manualnej tokarce, to sobie biorę pisak i rysuję kreski, kółka, krzyżyki ...
Nawet na cyferki nie muszę patrzeć.
Ale komputer tak nie pójdzie.
On ma pewne ograniczenia z którymi musimy się pogodzić.
Podstawowym ograniczeniem komputera jest brak abstrakcji.
Tokarzowi powiesz "weź to jakoś pofazuj" i on to pofazuje.
Komputer musi dostać cyferki.
Dlatego to my musimy dostosować się do komputera, a nie on do nas.
Komputer jest dokładny i szybki, ale to my jesteśmy mądrzejsi.
My jesteśmy w stanie zrozumieć jego język, on tylko kilka naszych słów i to jeszcze we właściwej kolejności.
Z komputerem nie ma sensu walczyć, trzeba go polubić takim jakim jest.
On się upiera na kartezjański układ współrzędnych i my musimy mu ustąpić.
.






