



Ploter frezujący 5 osi


-
 podrzeźbi
podrzeźbi
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 13
- Posty: 516
- Rejestracja: 17 sty 2009, 00:46
- Lokalizacja: Mielec
Przy takich rozwiązaniach głębię frezowania można uzyskać jedynie od góry. A i to jest ograniczone wymiarami całej głowicy a mogłoby zależeć tylko od szerokości wrzeciona . Przydałaby się jeszcze jedna oś skrętna do zamocowania obrabianego detalu. Chodzi mi o możliwość wyfrezowania choćby n.p. takiej formy na wiadro. Albo głowy osadzonej na szyi.


-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 20
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
bardzo ładnie wyglądatanifon pisze:. to zupełnie inna konstrukcja.
zwłaszcza to ostatnie zdjęcie...
jednak - głowiczka obrotowa wydaje się taka delikatniutka....
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm

")

-
cnc3d
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 34
- Posty: 635
- Rejestracja: 29 mar 2008, 16:48
- Lokalizacja: laski
Nie ma się co podniecać.
Jeśli chodzi o pięcioosiówki z tej półki cenowej to zachwycacie się dość kiepską maszyną.
Po pierwsze fatalna głowica pięcioosiowa -mała sztywność -trzęsie się jak galareta (miałem okazję pomacać). Przełożenie osi "A" ma wyczuwalne ręką luzy, kable na wierzchu.
System sterowania nie ma rzutowania prędkości na czoło narzędzia. Doskonale to widać jak zmienia się ruch trójosiowy na ruch osi "A" gdzie czoło narzędzia kilkukrotnie przyspiesza.
Takie rozwiązanie jest bardzo nieefektywne ponieważ całą obróbkę trzeba wykonywać z prędkością przy której ruch osi "A" nie spowoduje uszkodzenia freza albo materiału -wówczas większość czasu maszyna obrabia z prędkością wielokrotnie niższą niż wynikało by to z zalecanych parametrów dla danego narzędzia. Dodatkowo nie ma, albo kiepsko działa funkcja dynamicznej analizy wektorów w przód, ponieważ maszyna co chwilę zwalnia na łączeniu pomiędzy blokami programu.
Jeśli chodzi o pięcioosiówki z tej półki cenowej to zachwycacie się dość kiepską maszyną.
Po pierwsze fatalna głowica pięcioosiowa -mała sztywność -trzęsie się jak galareta (miałem okazję pomacać). Przełożenie osi "A" ma wyczuwalne ręką luzy, kable na wierzchu.
System sterowania nie ma rzutowania prędkości na czoło narzędzia. Doskonale to widać jak zmienia się ruch trójosiowy na ruch osi "A" gdzie czoło narzędzia kilkukrotnie przyspiesza.
Takie rozwiązanie jest bardzo nieefektywne ponieważ całą obróbkę trzeba wykonywać z prędkością przy której ruch osi "A" nie spowoduje uszkodzenia freza albo materiału -wówczas większość czasu maszyna obrabia z prędkością wielokrotnie niższą niż wynikało by to z zalecanych parametrów dla danego narzędzia. Dodatkowo nie ma, albo kiepsko działa funkcja dynamicznej analizy wektorów w przód, ponieważ maszyna co chwilę zwalnia na łączeniu pomiędzy blokami programu.
-
 bartuss1
bartuss1
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 114
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
bynajmniej nie chodzi tu o czoło, kol nie zauwazył ze plik obróbki "nie przeskakuje" nad "pustką" tylko jedzie z tą sama prędkością, wszystko zalezy od CAMa bo sama maszyna jest głupia jak mikser do ciastacnc3d pisze:System sterowania nie ma rzutowania prędkości na czoło narzędzia
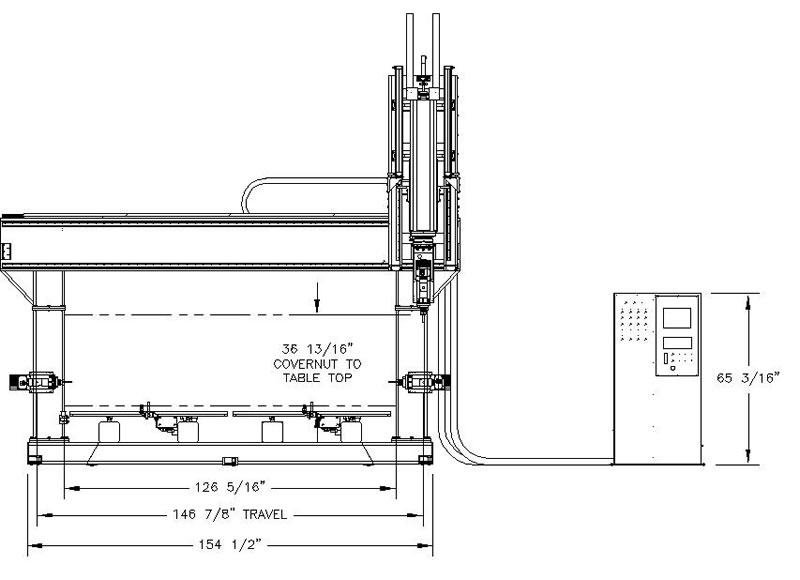
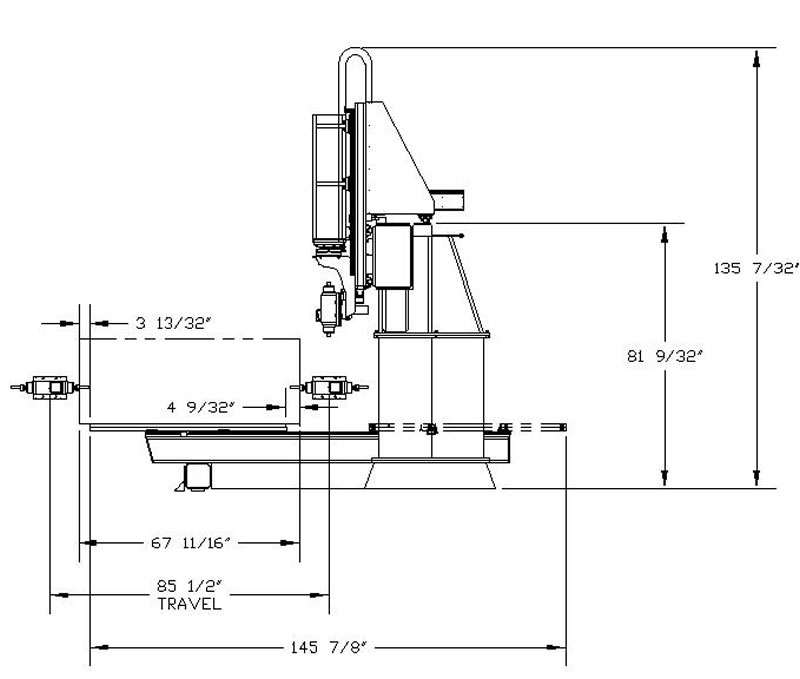
całośc wyglda jak powiekszenie ploterka z ruchomym stolikiem - w tym przypadku dwóch stolików.
Co sie tyczy mojej głowicy - luzów nie ma, a co do ugiecia nogi Zetki przy max spuszczeniu w dół i szarpaniu sie z nią - luzów i drgań sie nie wyczuwa, więc skoro ze statycznego punktu widzenia wszystko gra, poczekajmy na częśc dynamiczną podczas testów - za jakies 2 tygodnie z hakiem, tylko dokoncze napędy podłużne
a ponieważ jest to maszynka niskobudzetowa niech kolega nie wymaga ode mnie cudów
https://www.etsy.com/pl/shop/soltysdesign






