



BŁĘDY w Piko


-
kalreg
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 4
- Posty: 60
- Rejestracja: 17 sty 2016, 21:24
- Lokalizacja: Olsztyn
Witam,
Moj problem polega na tym ze wrzeciono sterowane przez piko w poczatkowej fazie wykonuje jakby ruch bazujacy, ktory w ogole nie istnieje w gcodzie.
Przykladowo mam gcode:
Nie byloby to zasadniczo problemem gdyby nie fakt, ze potrafi czasem wyjsc maszyna poza zakres i wylacza sie na krancowce nim jeszcze zacznie prace mimo ze caly program zawiera sie w dostepnym przedziale. Poprzez ten ruch, ktory nigdzie nie istnieje mam przez to spory problem:(
Czy ktos spotkal sie z tym i wie jak to rozwiazac?
Pozdrawiam,
Kalreg.
Moj problem polega na tym ze wrzeciono sterowane przez piko w poczatkowej fazie wykonuje jakby ruch bazujacy, ktory w ogole nie istnieje w gcodzie.
Przykladowo mam gcode:
Maszyna ma wyzerowane wszystkie wartosci zarowno materialu jak i maszyny na 0. Uruchamiam program i pierwsze co robi maszyna to zaczyna dodawac do osi Z na ok 180 (podnosi sie, ale zdawaloby sie do wartosci losowej) po czym opada do wartosci 50 i zaczyna wykonywac program. Jest to widoczne zarowno w pico jak i na maszynie.
%
G0 Z50
S10000 M3
G0 A0
G1 X100 Y100 F1000
G1 X0 Y20 F500
G1 X-50
G1 Y-20
G0 X-100 Y 100
G0 Z30
M30
Nie byloby to zasadniczo problemem gdyby nie fakt, ze potrafi czasem wyjsc maszyna poza zakres i wylacza sie na krancowce nim jeszcze zacznie prace mimo ze caly program zawiera sie w dostepnym przedziale. Poprzez ten ruch, ktory nigdzie nie istnieje mam przez to spory problem:(
Czy ktos spotkal sie z tym i wie jak to rozwiazac?
Pozdrawiam,
Kalreg.
")
-
kalreg
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 4
- Posty: 60
- Rejestracja: 17 sty 2016, 21:24
- Lokalizacja: Olsztyn
Dzieki - sprobuje. Czy mozna gdzies znalezc w necie pomoc do piko i wytlumaczenie wszystkich przyciskow? Bo w samym programie nie ma, nie znalazlem tez na stronie a w paru tematach mam zwyczajnie watpliwosci...
U mnie wysokosc bezpieczna wynosi 50, dojazdowa 1 a predkosc schodzenia - 300. Za co odpowiedzialne sa poszczegolne parametry?
Czy masz pomysl czemu w ogole piko wykonuje ten ruch? Rozumiem ze zablokuje jego przedzial zmieniajac wartosci pola o ktorym napisales, ale to wciaz nie rozwiazuje problemu czemu tak sie dzieje..
U mnie wysokosc bezpieczna wynosi 50, dojazdowa 1 a predkosc schodzenia - 300. Za co odpowiedzialne sa poszczegolne parametry?
Czy masz pomysl czemu w ogole piko wykonuje ten ruch? Rozumiem ze zablokuje jego przedzial zmieniajac wartosci pola o ktorym napisales, ale to wciaz nie rozwiazuje problemu czemu tak sie dzieje..
-
wojtekcdl
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 2
- Posty: 36
- Rejestracja: 05 sty 2016, 10:09
- Lokalizacja: internet
włacza się limit
Witam, po zmianie firmware i softu na najnowszy (pikocnc 4.2.1) (sterownik typu A) pojawiły mi się problemy w trakcie pracy.
Mianowicie w w losowych miejscach maszyna nagle zatrzymuje się z błędem "prawy limit osi Z" jak na obrazkach.
Po ponownym włączeniu programu i pracy maszyna jak by nigdy nic pracuje do następnego dziwnego zatrzymania w losowym miejscu.
W niektórych miejscach na łukach (kilkanaście odcinków po np 0.5mm maszyna jakby zaczynała wpadać w drgania ( co wcześniej jej się nie zdarzało) co też "nasila" takie przywiechy.
Wcześniej mi się nie zdarzyło nigdy coś takiego, zaczęło po zmianie softu na najnowsze (firmware i pikocnc).
Co może być powodem takiego "przywieszania" się ?
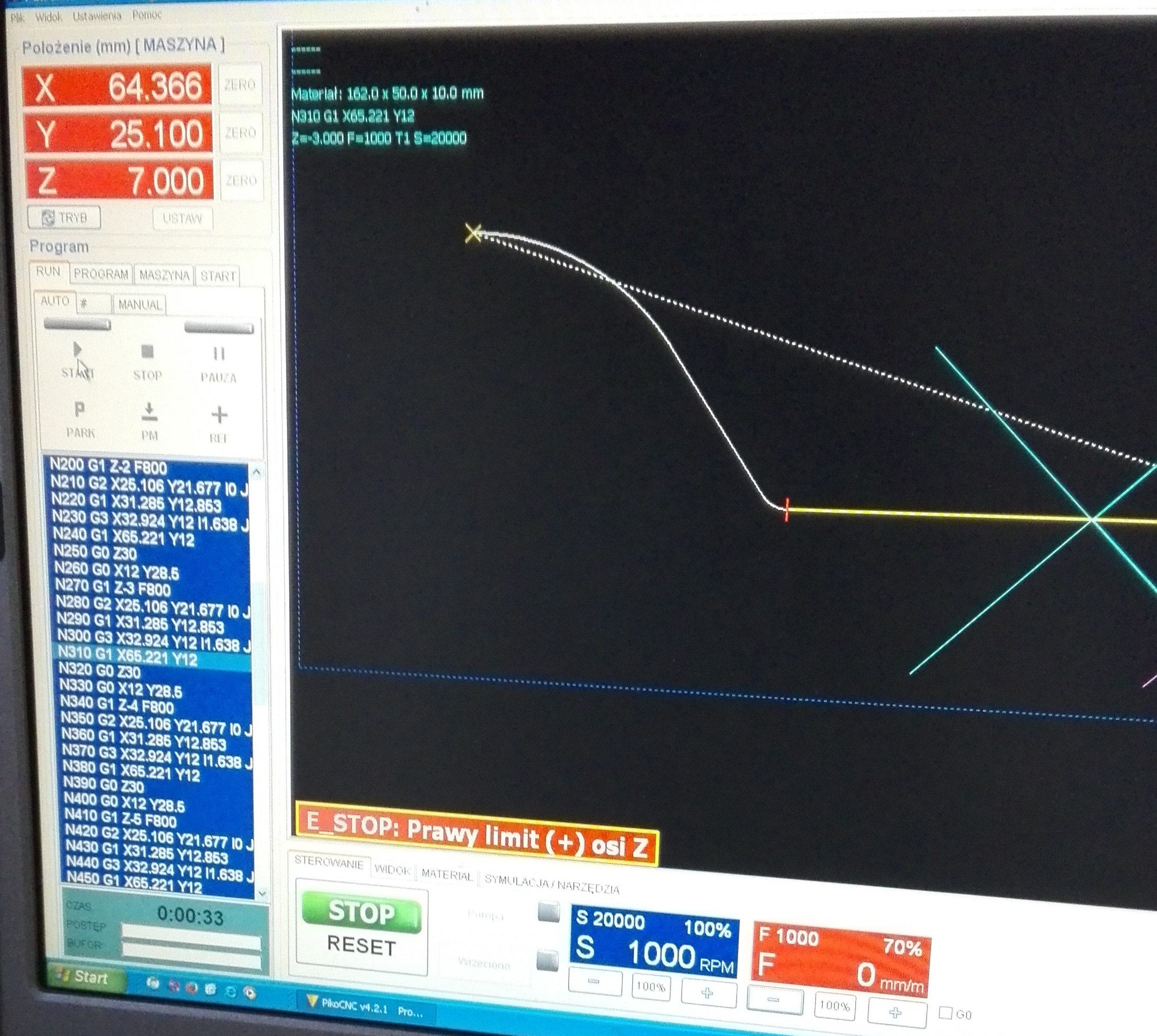
Mianowicie w w losowych miejscach maszyna nagle zatrzymuje się z błędem "prawy limit osi Z" jak na obrazkach.
Po ponownym włączeniu programu i pracy maszyna jak by nigdy nic pracuje do następnego dziwnego zatrzymania w losowym miejscu.
W niektórych miejscach na łukach (kilkanaście odcinków po np 0.5mm maszyna jakby zaczynała wpadać w drgania ( co wcześniej jej się nie zdarzało) co też "nasila" takie przywiechy.
Wcześniej mi się nie zdarzyło nigdy coś takiego, zaczęło po zmianie softu na najnowsze (firmware i pikocnc).
Co może być powodem takiego "przywieszania" się ?
-
wojtekcdl
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 2
- Posty: 36
- Rejestracja: 05 sty 2016, 10:09
- Lokalizacja: internet
nie mam krańcówek tylko HOME ale i tak brakuje jeszcze ze 40mm do czujników wiec na pewno się nie "załączają"...
Zacząłem grzebać w ustawieniach i ustawiłem w PLC "wejście home jako krańcówka Z"=0 a także "sposób wykorzystania wejść limit" ustawiłem "0"
niby działa (nie przywiesza się) ale nie działa mi wtedy zewnętrzny JOG...
Tak się zastanawiam jeszcze bo miałem włączone pikocnc od paru dni non stop (bez wyłączania), przy zmianach zamknąłem całkowicie piko i otworzyłem na nowo...czy mogło się coś zamulić samo piko od tego że nie było wyłączane np od 5 dni?
jakieś przepełnione liczniki czy coś w tym stylu:-)????
Nie mam teraz czasu na testy wiec zostawiam tak jak jest ( ustawienia w PLC), jak zrobię robotę to będę jeszcze testował ale obstawiał bym że to coś z tymi ustawieniami...
Zacząłem grzebać w ustawieniach i ustawiłem w PLC "wejście home jako krańcówka Z"=0 a także "sposób wykorzystania wejść limit" ustawiłem "0"
niby działa (nie przywiesza się) ale nie działa mi wtedy zewnętrzny JOG...
Tak się zastanawiam jeszcze bo miałem włączone pikocnc od paru dni non stop (bez wyłączania), przy zmianach zamknąłem całkowicie piko i otworzyłem na nowo...czy mogło się coś zamulić samo piko od tego że nie było wyłączane np od 5 dni?
jakieś przepełnione liczniki czy coś w tym stylu:-)????
Nie mam teraz czasu na testy wiec zostawiam tak jak jest ( ustawienia w PLC), jak zrobię robotę to będę jeszcze testował ale obstawiał bym że to coś z tymi ustawieniami...
-
kalreg
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 4
- Posty: 60
- Rejestracja: 17 sty 2016, 21:24
- Lokalizacja: Olsztyn
Witam serdecznie.
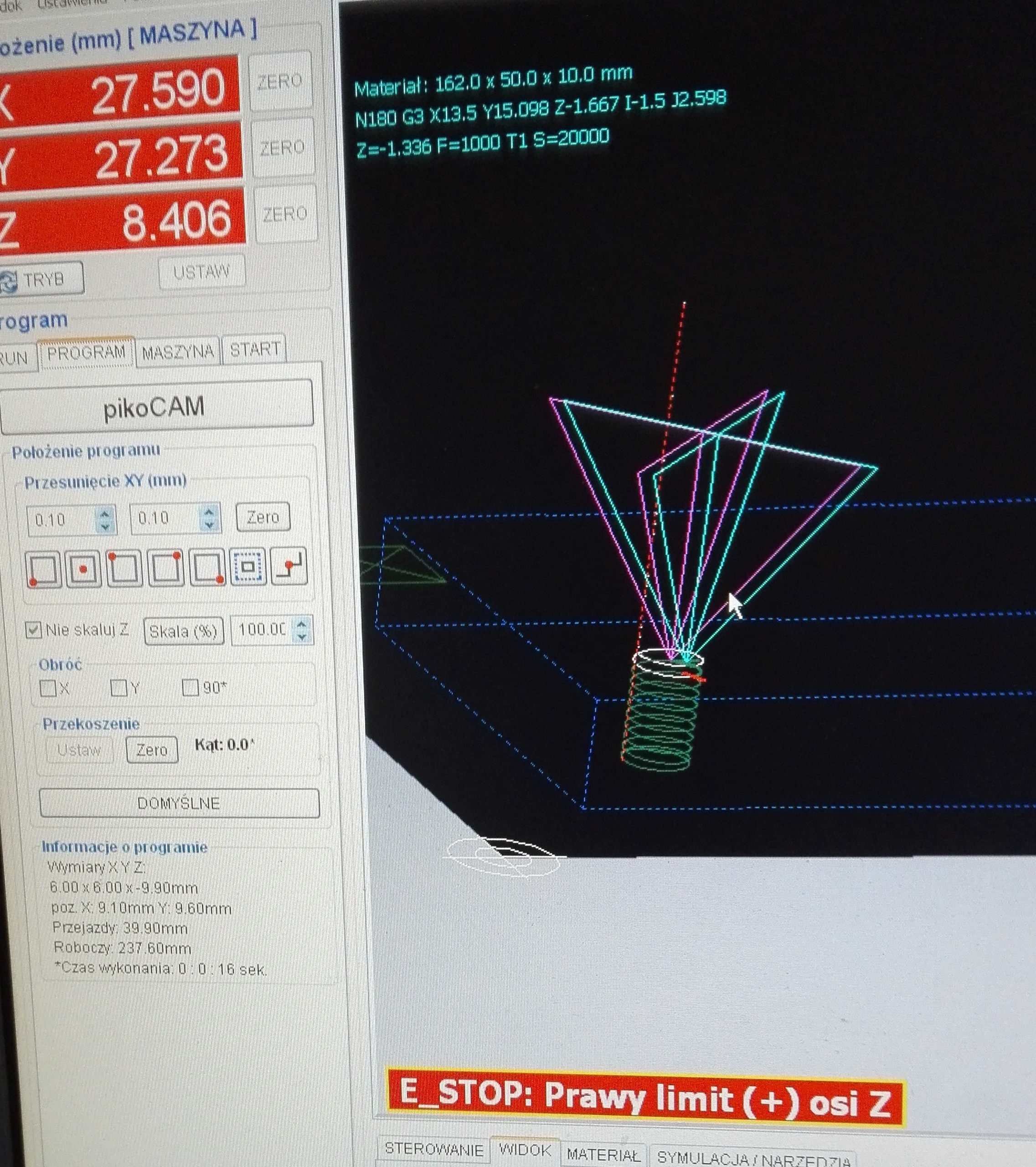
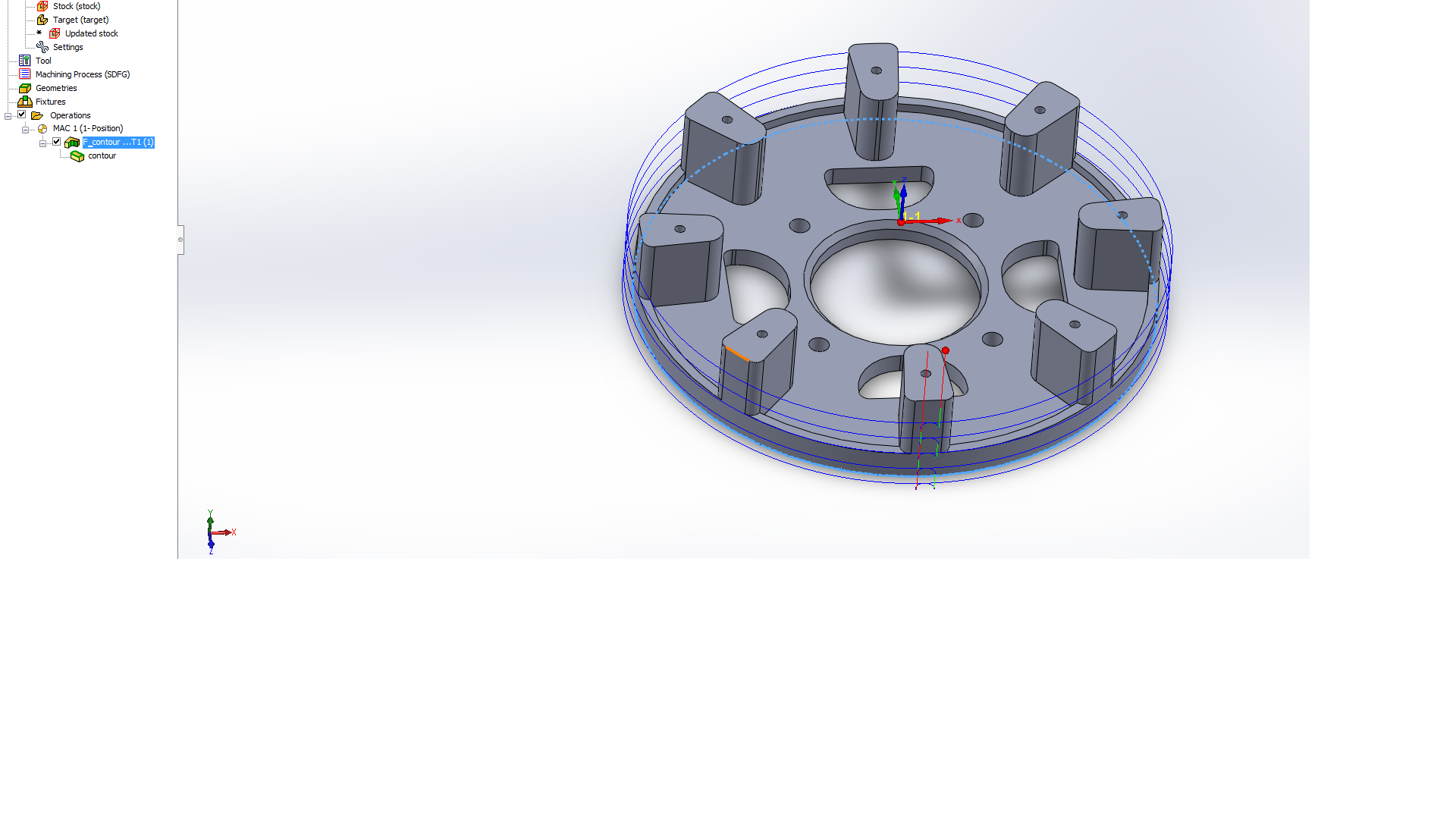
Mam nastepujacy problem. Uzywam SolidCama do generowania Gcodu do piko. Uzywam postprocessora gMilling_3x lub pikoCNC_3x. Wygenerowalem sciezke typu profile aby wyciac caly obiekt z materialu. Symulacja sciezek wyglada tak:
Wygenerowany kod z SolidCama wyglada tak:
Celowo zmienilem recznie w tym kodzie G41 D1 i G42 D2 na G41 R1 i G42 R2 zgodnie z sugestia jaka znalazlem tutaj na forum. W przeciwnym wypadku piko nie pozwala zaladowac gcodu informujac o bledzie (poprzednia wersja ktora mialem zainstalowana nie wyswietlala tego monitu).
Efekt po wgraniu kodu do piko wyglada tak:

Czyli ma sie nijak do projektu w solidcamie. To dziwne bo wczesniejsze projekty byly dokladnie odzwierciedlane w piko i frezowaly bez problemu.
Gdzie tkwi blad i czy to blad piko, postprocessora, moj czy czego? Czy da sie to jakos poprawic?
Pozdrawiam,
Darek.
Mam nastepujacy problem. Uzywam SolidCama do generowania Gcodu do piko. Uzywam postprocessora gMilling_3x lub pikoCNC_3x. Wygenerowalem sciezke typu profile aby wyciac caly obiekt z materialu. Symulacja sciezek wyglada tak:
Wygenerowany kod z SolidCama wyglada tak:
Kod: Zaznacz cały
%
O1000 (SHREDDER2-5)
N100 (COMPENSATION-WEAR)
N102 (REV-0.70)
N104 (OCT-25-2016-9:27:40PM)
N106 (TOOL 1 - DIA 6.)
N1 G90 G17 G40 G80 G00
N108 M06 T1 ()
N110 (F-contour)
N112 G00 G54 G90 X2.289 Y-82.04 S3500 M03
N114 G43 H1 Z120.
N116 S4000
N118 Z25.
N120 Z2.
N122 G01 Z-6. F300.
N124 G41 R1 X2.54 F800.
N126 G03 X0. Y-79.5 I-2.54 J0.
N128 G02 X0. Y-79.5 I0. J79.5
N130 X-0.5 Y-79.4984 I0. J79.5
N132 G03 X-3.0559 Y-82.0224 I-0.016 J-2.5399
N134 G01 G40 X-2.8049 Y-82.024
N136 Z-12. F300.
N138 G42 R1 X-3.0559 Y-82.0224 F800.
N140 G02 X-0.5 Y-79.4984 I2.5399 J-0.016
N142 G03 X0. Y-79.5 I0.5 J79.4984
N144 X0. Y-79.5 I0. J79.5
N146 G02 X2.54 Y-82.04 I0. J-2.54
N148 G01 G40 X2.289
N150 Z-18. F300.
N152 G41 R1 X2.54 F800.
N154 G03 X0. Y-79.5 I-2.54 J0.
N156 G02 X0. Y-79.5 I0. J79.5
N158 X-0.5 Y-79.4984 I0. J79.5
N160 G03 X-3.0559 Y-82.0224 I-0.016 J-2.5399
N162 G01 G40 X-2.8049 Y-82.024
N164 Z-24. F300.
N166 G42 R1 X-3.0559 Y-82.0224 F800.
N168 G02 X-0.5 Y-79.4984 I2.5399 J-0.016
N170 G03 X0. Y-79.5 I0.5 J79.4984
N172 X0. Y-79.5 I0. J79.5
N174 G02 X2.54 Y-82.04 I0. J-2.54
N176 G01 G40 X2.289
N178 Z-30. F300.
N180 G41 R1 X2.54 F800.
N182 G03 X0. Y-79.5 I-2.54 J0.
N184 G02 X0. Y-79.5 I0. J79.5
N186 X-0.5 Y-79.4984 I0. J79.5
N188 G03 X-3.0559 Y-82.0224 I-0.016 J-2.5399
N190 G01 G40 X-2.8049 Y-82.024
N192 G00 Z25.
N194 M05
N196 G00 G28 G91 Z0
N198 G00 G28 G91 X-15.0 Y0.
N200 G90
N202 M06 T1
N204 M30
%
Efekt po wgraniu kodu do piko wyglada tak:
Czyli ma sie nijak do projektu w solidcamie. To dziwne bo wczesniejsze projekty byly dokladnie odzwierciedlane w piko i frezowaly bez problemu.
Gdzie tkwi blad i czy to blad piko, postprocessora, moj czy czego? Czy da sie to jakos poprawic?
Pozdrawiam,
Darek.
-
 cosimo
cosimo
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 15
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Po pierwsze - program ten zawiera pełne okręgi, których piko w aktualnej wersji nie obsługuje. (będzie to w następnej). Zapewne gdzieś w ustawieniach solid-a można włączyć aby dzielił okręgi na części.
Po drugie - zawiera korekcję G41/42 (pomijając zasadnicze pytanie po co ta technika) którą używa w niewłaściwy sposób. W piko G41/G42 musi wystąpić przed dojazdem G0 na miejsce rozpoczęcia tu jest dojazd i dopiero korekcja.
Po trzecie - linia:
Nie może tak być, powinno tak:
Nie można komend i ich argumentów rozdzielać innymi komendami.
ps.
Po drugie - zawiera korekcję G41/42 (pomijając zasadnicze pytanie po co ta technika) którą używa w niewłaściwy sposób. W piko G41/G42 musi wystąpić przed dojazdem G0 na miejsce rozpoczęcia tu jest dojazd i dopiero korekcja.
Po trzecie - linia:
Kod: Zaznacz cały
N112 G00 G54 G90 X2.289 Y-82.04 S3500 M03 Nie może tak być, powinno tak:
Kod: Zaznacz cały
G54 G90
G00 X2.289 Y-82.04 S3500 M03 ps.
G41/G42 albo wywołujemy samo tj np G41 wtedy korekcja brana jest z aktualnego narzędzia według tego co mamy wpisane w magazynku, albo podajemy korekcję bezpośrednio np dla narzędzia o średnicy 2.0mm G41 R1.0piko obsługuje to tak
Cytat:
N124 G41 R1 Y-79.5 F800.




