cześć!
dzisiaj natrafiłem na błąd w interpretacji kodu G3 w PikoCNC.
Mam maszyny na Mach3 i od kilku dni pierwszą na PikoCNC.
W jednym z programów mam kod wycięcia otworu poprzez kieszeniowanie. I tutaj Piko sobie nie poradziło.
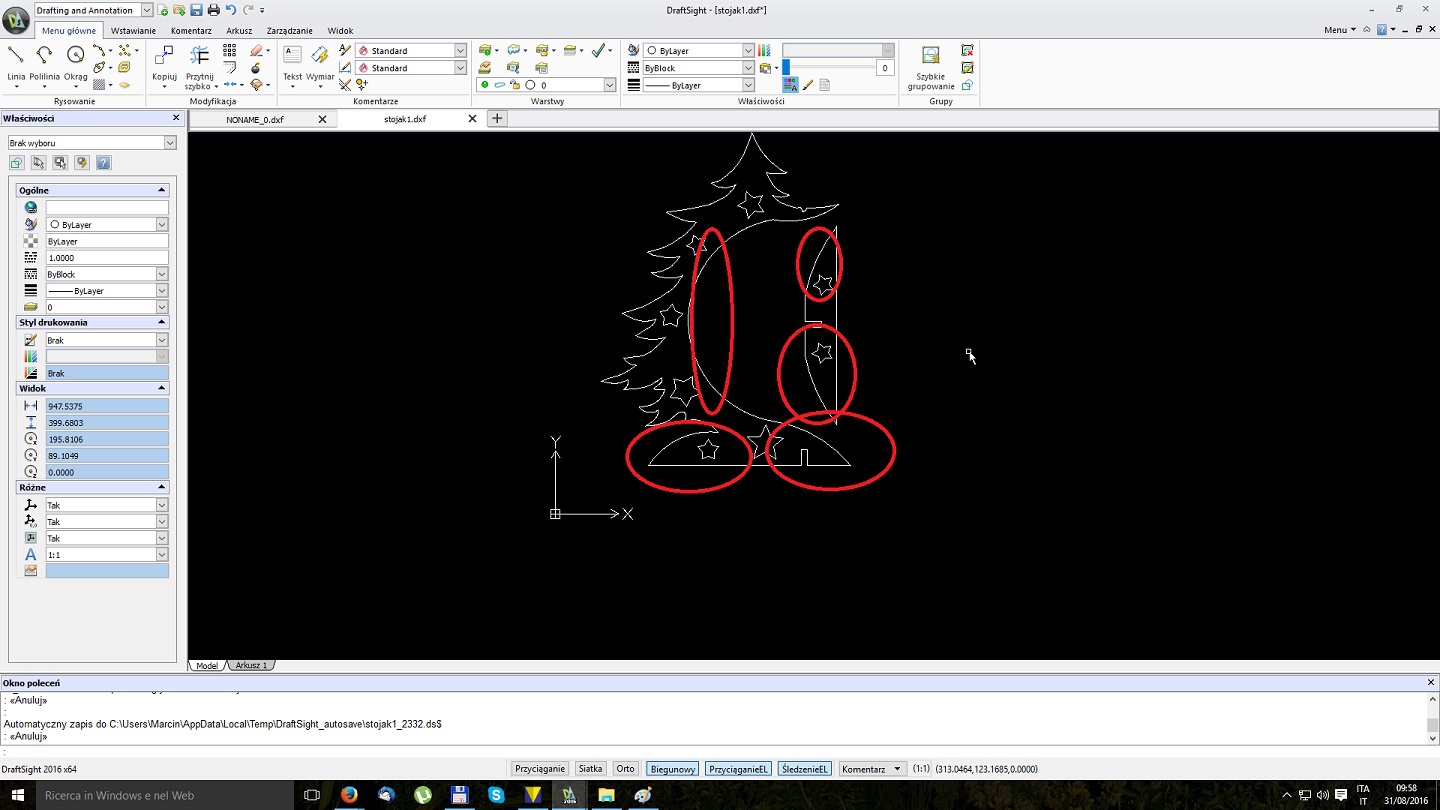
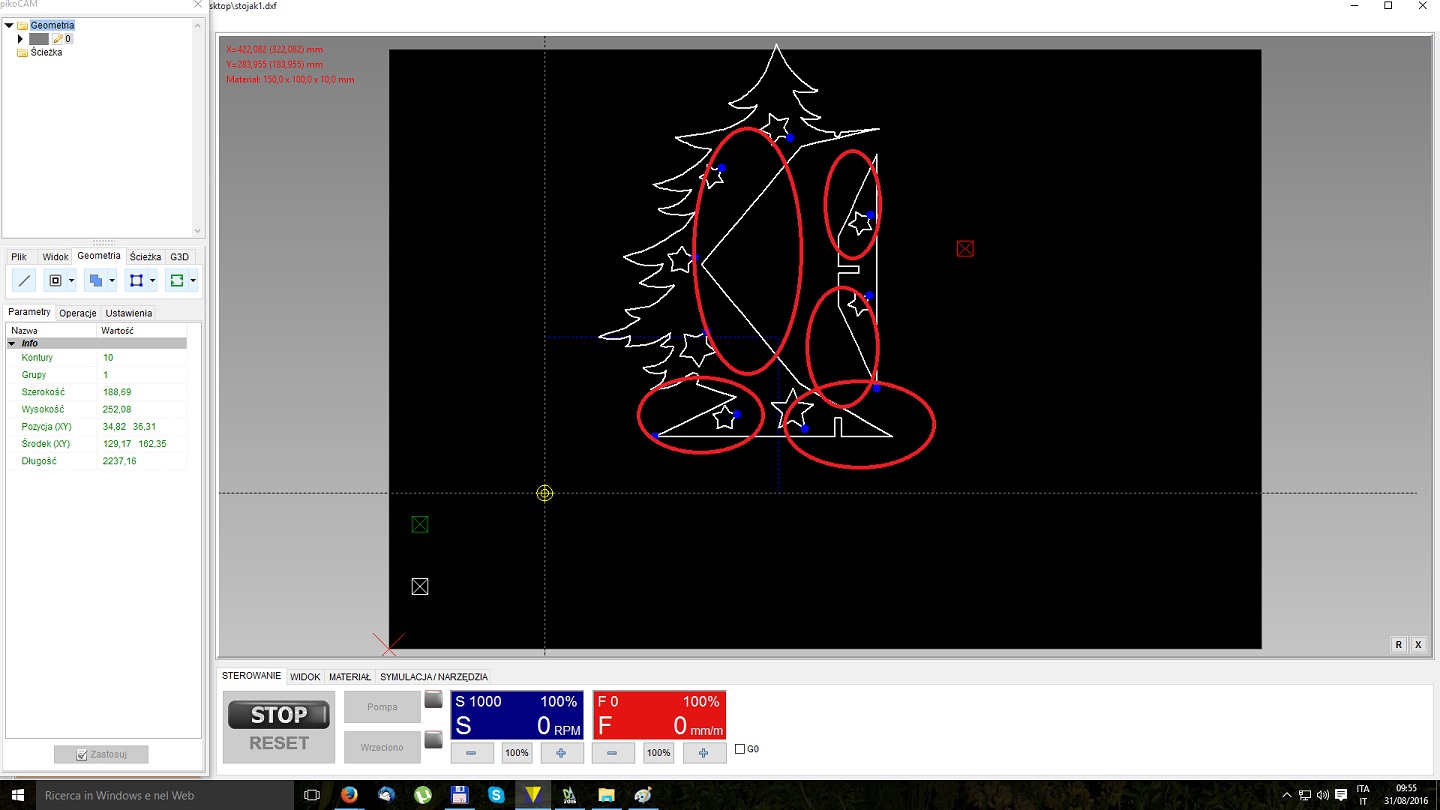
Ścieżka w CAMie wygląda tak:
1. widok z góry

2. widok 3d

G kod:
N80 Z1.
N90 G1 X0.687 Y1.333 F2000
N100 G3 X-1.463 Y-0.33 Z0.4 I-0.687 J-1.333
N110 X-1.463 Y-0.33 Z0.4 I1.463 J0.33
N120 X-1.429 Y-1.011 Z0.4 I1.475 J-0.268
N130 X-1.013 Y-1.753 Z0.4 I1.782 J0.511
N140 X-1.013 Y-1.753 Z0.4 I1.013 J1.753
N150 X0.751 Y1.299 Z0.4 I0.882 J1.526
N160 X-1.477 Y-0.259 Z-0.2 I-0.751 J-1.299
N170 X-1.477 Y-0.259 Z-0.2 I1.477 J0.259
N180 X-1.477 Y-0.94 Z-0.2 I1.46 J-0.339
N190 X-1.097 Y-1.702 Z-0.2 I1.806 J0.423
N200 X-1.097 Y-1.702 Z-0.2 I1.097 J1.702
N210 X0.813 Y1.261 Z-0.2 I0.955 J1.481
N220 X-1.488 Y-0.187 Z-0.8 I-0.813 J-1.261
N230 X-1.488 Y-0.187 Z-0.8 I1.488 J0.187
N240 X-1.52 Y-0.868 Z-0.8 I1.442 J-0.409
N250 X-1.178 Y-1.647 Z-0.8 I1.823 J0.336
N260 X-1.178 Y-1.647 Z-0.8 I1.178 J1.647
N270 X0.873 Y1.22 Z-0.8 I1.025 J1.434
N280 X-1.496 Y-0.115 Z-1.4 I-0.873 J-1.22
N290 X-1.496 Y-0.115 Z-1.4 I1.496 J0.115
N300 X-1.561 Y-0.793 Z-1.4 I1.421 J-0.478
N310 X-1.257 Y-1.588 Z-1.4 I1.838 J0.247
N320 X-1.257 Y-1.588 Z-1.4 I1.257 J1.588
N330 X0.931 Y1.176 Z-1.4 I1.094 J1.382
N340 X-1.499 Y-0.042 Z-2. I-0.931 J-1.176
N350 X-1.499 Y-0.042 Z-2. I1.499 J0.042
N360 X-1.597 Y-0.717 Z-2. I1.396 J-0.547
N370 X-1.332 Y-1.525 Z-2. I1.847 J0.158
N380 X-1.332 Y-1.525 Z-2. I1.332 J1.525
N390 X0.987 Y1.13 Z-2. I1.159 J1.327
N400 X-1.5 Y0.03 Z-2.6 I-0.987 J-1.13
N410 X-1.5 Y0.03 Z-2.6 I1.5 J-0.03
N420 X-1.63 Y-0.639 Z-2.6 I1.368 J-0.613
N430 X-1.404 Y-1.459 Z-2.6 I1.853 J0.069
N440 X-1.404 Y-1.459 Z-2.6 I1.404 J1.459
N450 X1.04 Y1.081 Z-2.6 I1.222 J1.27
N460 X-1.018 Y1.101 Z-3. I-1.04 J-1.081
N470 X-1.018 Y1.101 Z-3. I1.018 J-1.101
N480 X-1.59 Y0.732 Z-3. I0.507 J-1.411
N490 X-2.025 Y0. Z-3. I1.334 J-1.288
N500 X-2.025 Y0. Z-3. I2.025 J0.
N510 X0. Y0. Z-3. I1.012 J0.
N520 G1 Z1.
N530 G0 Z10.
efekt w Piko:
3. widok z góry

4. widok 3d

Głowiłem się o co chodzi, po czym po porównaniu ścieżki w CAMie i Piko doszedłem do wniosku, że Piko nie wykonuje pełnych okręgów.
Pogrzebałem w CAMie i znalazłem opcję dzielenia pełnych okręgów na połówki/ćwiartki.
kod po zmianie parametrów:
N80 Z1.
N90 G1 X0.687 Y1.333 F2000
N100 G3 X-1.463 Y-0.33 Z0.4 I-0.687 J-1.333
N110 X1.463 Y0.33 Z0.4 I1.463 J0.33
N120 X-1.463 Y-0.33 Z0.4 I-1.463 J-0.33
N130 X-1.429 Y-1.011 Z0.4 I1.475 J-0.268
N140 X-1.013 Y-1.753 Z0.4 I1.782 J0.511
N150 X1.013 Y1.753 Z0.4 I1.013 J1.753
N160 X-1.013 Y-1.753 Z0.4 I-1.013 J-1.753
N170 X0.751 Y1.299 Z0.4 I0.882 J1.526
N180 X-1.477 Y-0.259 Z-0.2 I-0.751 J-1.299
N190 X1.477 Y0.259 Z-0.2 I1.477 J0.259
N200 X-1.477 Y-0.259 Z-0.2 I-1.477 J-0.259
N210 X-1.477 Y-0.94 Z-0.2 I1.46 J-0.339
N220 X-1.097 Y-1.702 Z-0.2 I1.806 J0.423
N230 X1.097 Y1.702 Z-0.2 I1.097 J1.702
N240 X-1.097 Y-1.702 Z-0.2 I-1.097 J-1.702
N250 X1.339 Y-1.176 Z-0.2 I0.955 J1.481
N260 X0.813 Y1.261 Z-0.2 I-1.481 J0.955
N270 X-1.488 Y-0.187 Z-0.8 I-0.813 J-1.261
N280 X1.488 Y0.187 Z-0.8 I1.488 J0.187
N290 X-1.488 Y-0.187 Z-0.8 I-1.488 J-0.187
N300 X-1.52 Y-0.868 Z-0.8 I1.442 J-0.409
N310 X-1.178 Y-1.647 Z-0.8 I1.823 J0.336
N320 X1.178 Y1.647 Z-0.8 I1.178 J1.647
N330 X-1.178 Y-1.647 Z-0.8 I-1.178 J-1.647
N340 X0.873 Y1.22 Z-0.8 I1.025 J1.434
N350 X-1.496 Y-0.115 Z-1.4 I-0.873 J-1.22
N360 X1.496 Y0.115 Z-1.4 I1.496 J0.115
N370 X-1.496 Y-0.115 Z-1.4 I-1.496 J-0.115
N380 X-1.561 Y-0.793 Z-1.4 I1.421 J-0.478
N390 X-1.257 Y-1.588 Z-1.4 I1.838 J0.247
N400 X1.257 Y1.588 Z-1.4 I1.257 J1.588
N410 X-1.257 Y-1.588 Z-1.4 I-1.257 J-1.588
N420 X0.931 Y1.176 Z-1.4 I1.094 J1.382
N430 X-1.499 Y-0.042 Z-2. I-0.931 J-1.176
N440 X1.499 Y0.042 Z-2. I1.499 J0.042
N450 X-1.499 Y-0.042 Z-2. I-1.499 J-0.042
N460 X-1.597 Y-0.717 Z-2. I1.396 J-0.547
N470 X-1.332 Y-1.525 Z-2. I1.847 J0.158
N480 X1.332 Y1.525 Z-2. I1.332 J1.525
N490 X-1.332 Y-1.525 Z-2. I-1.332 J-1.525
N500 X0.987 Y1.13 Z-2. I1.159 J1.327
N510 X-1.5 Y0.03 Z-2.6 I-0.987 J-1.13
N520 X1.5 Y-0.03 Z-2.6 I1.5 J-0.03
N530 X-1.5 Y0.03 Z-2.6 I-1.5 J0.03
N540 X-1.63 Y-0.639 Z-2.6 I1.368 J-0.613
N550 X-1.404 Y-1.459 Z-2.6 I1.853 J0.069
N560 X1.404 Y1.459 Z-2.6 I1.404 J1.459
N570 X-1.404 Y-1.459 Z-2.6 I-1.404 J-1.459
N580 X1.04 Y1.081 Z-2.6 I1.222 J1.27
N590 X-1.018 Y1.101 Z-3. I-1.04 J-1.081
N600 X1.018 Y-1.101 Z-3. I1.018 J-1.101
N610 X-1.018 Y1.101 Z-3. I-1.018 J1.101
N620 X-1.59 Y0.732 Z-3. I0.507 J-1.411
N630 X-2.025 Y0. Z-3. I1.334 J-1.288
N640 X2.025 Y0. Z-3. I2.025 J0.
N650 X-2.025 Y0. Z-3. I-2.025 J0.
N660 X0. Y0. Z-3. I1.012 J0.
N670 G1 Z1.
N680 G0 Z10.
i efekt Piko:

czyli wreszcie efekt ten który miał być.
Moje pytanie - czy można to poprawić?
mam w tej chwili kilkaset programów do drugiem maszyny z Mach 3 i w części z nich ten problem wystąpi. Oczywiście nie dowiem się w których, dopóki nie wystartuję ich - często są to programy po kilkaset tysięcy lini kodu. Będzie więc ciężko wychwycić problem.
A wolałbym uniknąć przerabiania każdego z projektów na nowo.
Sprawdzone na Piko 4.14, 4.20 i 4.21 - wszędzie tak samo.
Byłbym naprawdę wdzięczny za pomoc z tym problemem.
pozdrawiam
Łukasz




")


")

")
")