



Ok, to teraz 2 testy bo nie wiem czy płytka ma w układzie jakiś stabilizator.
PN03 jest na 04 oraz PN05 na 03?
1. Ustaw max. obroty w machu i zmierz napięcie między AVI i ACM.
2. Ustaw PN04 na 02, ustaw w machu 50% obrotów i zewrzyj ręcznie kabelkiem GND z FWD.
A2 -8040 RNR Motion
Podlaczenie
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: A2 -8040 RNR Motion
tuxcnc , jak nie ma w Tobie pedagoga , to nie udzielaj się wcale.
Panuj nad słowami i emocjami , bo co niektórzy mogą je potraktować za obraźliwe.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 TomaszW1
TomaszW1
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 19
- Posty: 19
- Rejestracja: 07 lis 2024, 17:14
Re: A2 -8040 RNR Motion
Sprawa podlaczenia i konfiguracji zakończona, tak jak mówiłem włączanie i wyłączanie trzeba było mostkowac gnd z fwd. Jeszcze tylko muszę dojść do tego dlaczego gdy na mach3 mam ustawione 3600 to na falowniku nadaje 5020 obrotów.
Konfiguracja falownika :
PN01: maks obroty wrzeciona
PN02: taktowanie wrzeciona
PN03: 4 ( sterowanie sygnałem 0-10V )
PN04: 2 ( external signal )
PN05: 3
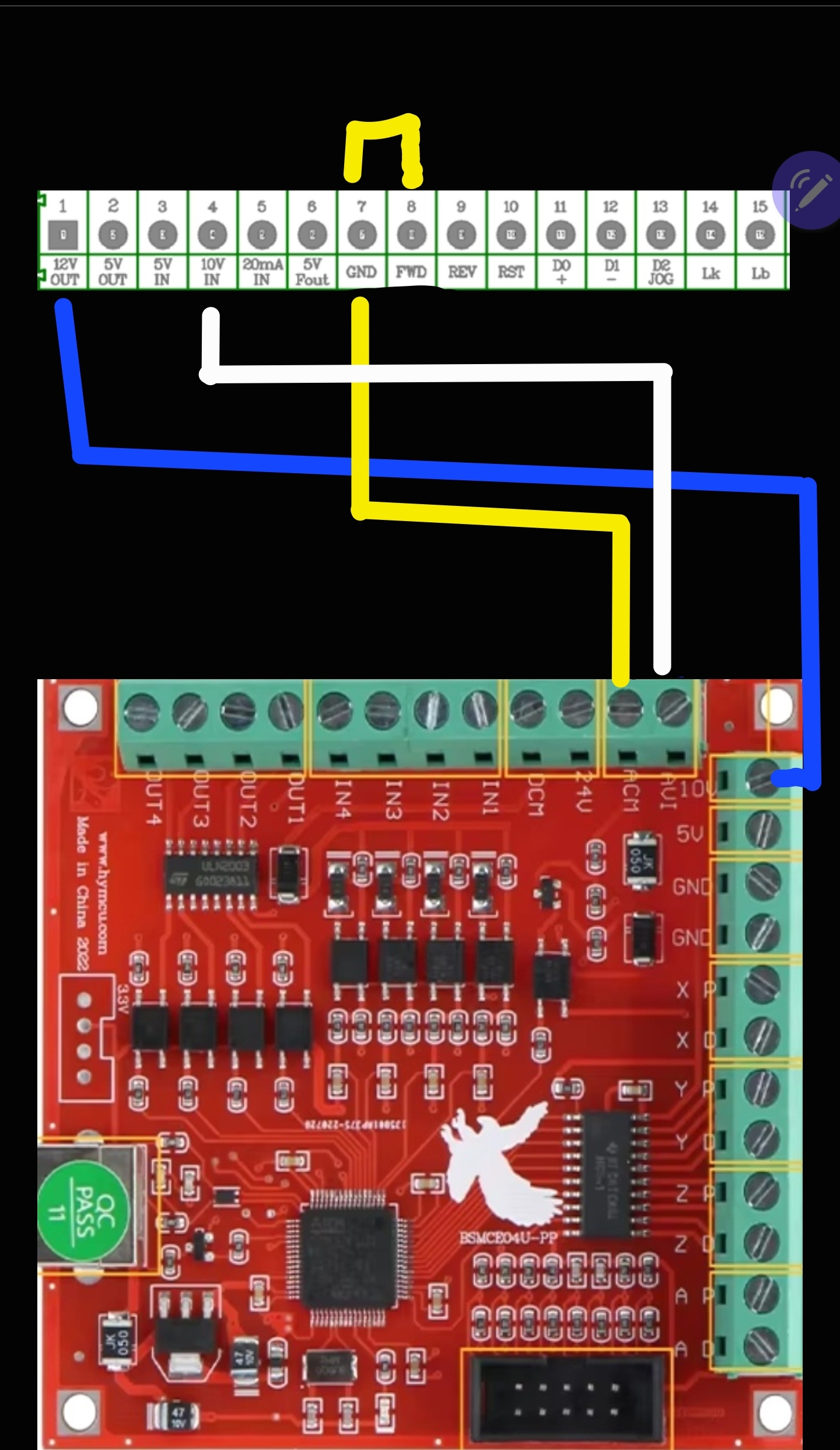
A podłączenie wygląda tak:
-
klid16
- Znawca tematu (min. 80)
")
- Posty w temacie: 6
- Posty: 95
- Rejestracja: 17 sie 2023, 12:10
- Lokalizacja: Żary, Lubuskie
Re: A2 -8040 RNR Motion
Nie zrobiłeś punktu pierwszego, natomiast po zrobieniu punktu drugiego wysuwasz błędne wnioski...TomaszW1 pisze: ↑09 gru 2024, 16:24Sprawa podlaczenia i konfiguracji zakończona, tak jak mówiłem włączanie i wyłączanie trzeba było mostkowac gnd z fwd. Jeszcze tylko muszę dojść do tego dlaczego gdy na mach3 mam ustawione 3600 to na falowniku nadaje 5020 obrotów.
Konfiguracja falownika :
PN01: maks obroty wrzeciona
PN02: taktowanie wrzeciona
PN03: 4 ( sterowanie sygnałem 0-10V )
PN04: 2 ( external signal )
PN05: 3
A podłączenie wygląda tak:
Dodatkowo:
PN01 - To nie jest parametr obrotów wrzeciona
PN02 - Nie jest to parametr "taktowania" wrzeciona, czymkolwiek to by było
Chyba, że mamy inne instrukcje.
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 13
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: A2 -8040 RNR Motion
Raczej mózgi macie inne...
Temu pacjentowi niczego nie da się wytłumaczyć, więc szkoda czasu próbować.
Natomiast warto wytłumaczyć tym, którzy trafią tutaj w poszukiwaniu fachowej wiedzy, że tak się nie podłącza falownika, bo nawet jeśli w tym konkretnie przypadku "działa", to w innym działać nie będzie.
M3, M4 i M5 sterują włączeniem we właściwym kierunku, lub wyłączeniem wrzeciona, a S teruje prędkością lub mocą, i co najważniejsze, jest to od siebie niezależne, czyli nie jest powiedziane, że M5 ustawia S0 lub S0 ustawia M5, choć w niektórych sterowaniach da się to tak ustawić.
Dlatego FWD i REV (lub jakby się to nie nazywało) powinno się sterować sygnałem zależnym od M3, M4 lub M5, a nie załączać na stałe "mostkując do GND".
Na schemacie, który wcześniej podałem w tym wątku, jest to zrobione prawidłowo.






