



Plazma CNC czas zacząć


-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Osobiście to zaczołbym od solidnego czyszczenia i sprawdzenia połączeń zimne luty , wryczki ,czy palnik poskładany OK..
W Dedrze to normalnie iskry między mosfetami latały dopiero wymycie i polakierowanie pomogło.
W Dedrze to normalnie iskry między mosfetami latały dopiero wymycie i polakierowanie pomogło.
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 98
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Sprzęt w środku czysty (jak na sprzęt warsztatowy) , problem przewodów do palnika i palnika odpada bo podmieniałem na inny. Wtyczki , styczniki przejrzane
Zastanawia mnie ten podwatowany bezpiecznik (a jest on na pomarańczowym przewodzie zajarzania łuku) który idzie do palnika . Czy przez niego coś się nie upaliło
Czy trafo w prawym górnym rogu to trafo wysokiego napięcia dla HF
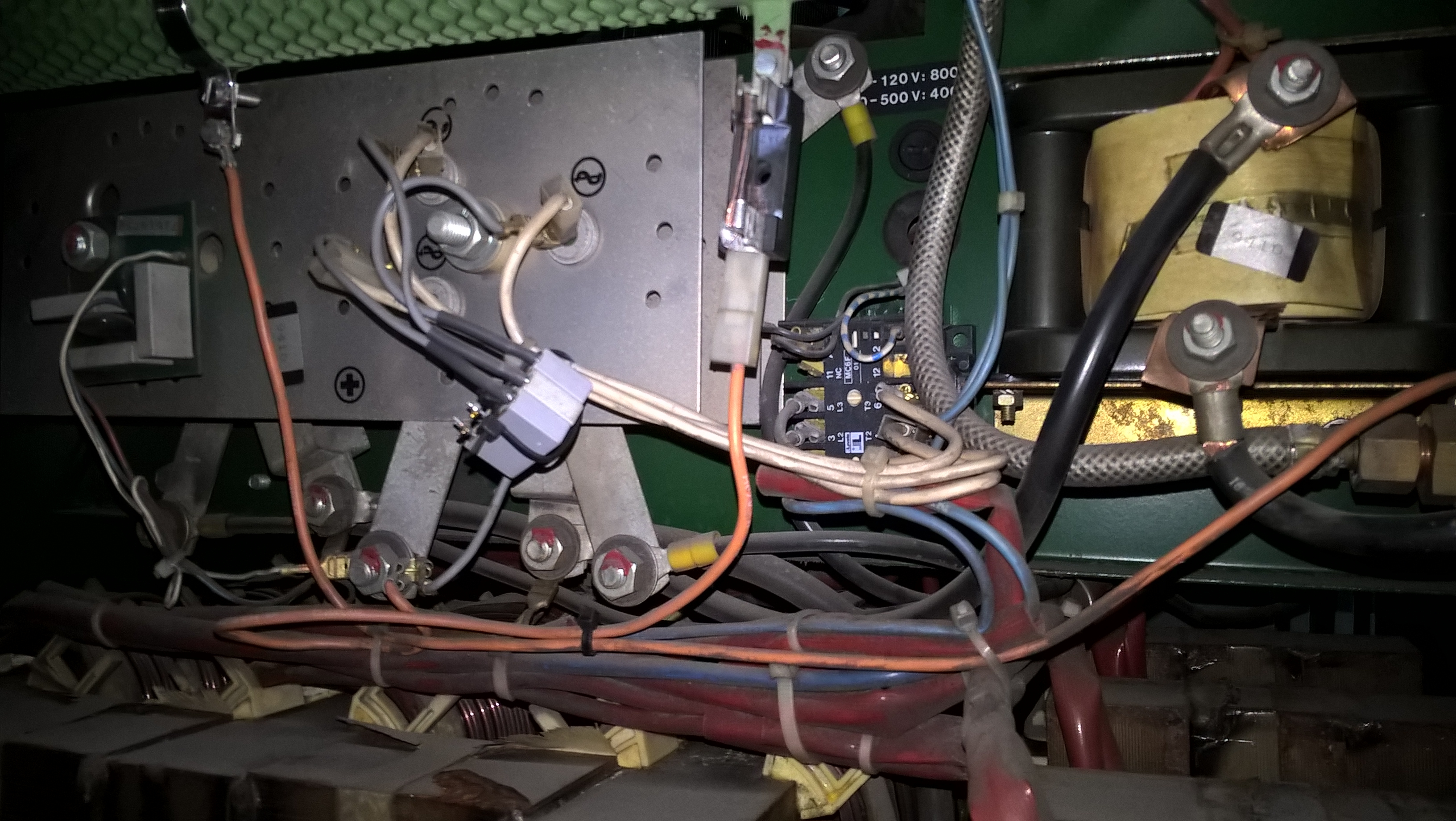
Zastanawia mnie ten podwatowany bezpiecznik (a jest on na pomarańczowym przewodzie zajarzania łuku) który idzie do palnika . Czy przez niego coś się nie upaliło
Czy trafo w prawym górnym rogu to trafo wysokiego napięcia dla HF
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 98
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Zanim padło źródło zdążyłem zacząć testy . Ciecie jak na foto , blacha 10mm , prąd 85A ( mam 2 ustawienia 45A lub 85A) , wys palnika 3mm , ciśnienie 5,5 bar , dysza 1,5 . Skosu brak  ale prążki wskazują ze prędkość nieco za duża ale tez duża firanka od spodu ( co by wskazywało ze za wolno ) , wiec jak to jest
ale prążki wskazują ze prędkość nieco za duża ale tez duża firanka od spodu ( co by wskazywało ze za wolno ) , wiec jak to jest

-
jarucki
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 42
- Posty: 809
- Rejestracja: 11 sty 2011, 23:40
- Lokalizacja: okolice nałęczowa
Jak nie za wolno to za dużo prądu:Dblasterpl pisze:Zanim padło źródło zdążyłem zacząć testy . Ciecie jak na foto , blacha 10mm , prąd 85A ( mam 2 ustawienia 45A lub 85A) , wys palnika 3mm , ciśnienie 5,5 bar , dysza 1,5 . Skosu brak
Ciśnienie nie za duże?
Ja 10mm pale na max 50A, 1.7 nad stolem, przebijam 2.2, ciśnienie 4.5
-
szary11
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 388
- Rejestracja: 16 lut 2011, 22:44
- Lokalizacja: Tarnogród
przecież pisałem aby próbować zmniejszyć do odpalania, ale do cięcia te 3 at. na 85A to chyba mało, nie wypluwa Ci za szybko elektrody i co z chłodzeniem, bo chyba palnik masz suchy?
U mnie odpala na około 2 at. , a ułamek sek. później tnie 5/5,5 at.
Palnik oryginał od maszyny, dedykowany, czy dobrany?
U mnie odpala na około 2 at. , a ułamek sek. później tnie 5/5,5 at.
Palnik oryginał od maszyny, dedykowany, czy dobrany?
-
szary11
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 388
- Rejestracja: 16 lut 2011, 22:44
- Lokalizacja: Tarnogród
dwa reduktory, dwa elektrozawory przed samym palnikiem , cewka od niskiego normalnie ze źródła, a wysokie załącza (już nie pamiętam dobrze) wykrycie łuku, albo mikro zwłoka.
Jak będziesz już robił coś takiego to zerkne do krzynki.
W oryginale miałem mokry palnik, odpalał bez problemu i przy 6 at. , ale elektroda i dysza to koszt 120 zł. Kupiłem drugi też mokry i były cyrki, ale już jest OK a płace 15 zeta za komplet.
Nie bardzo mi się chce wierzyć, aby P80 siedział od nowości
Jak będziesz już robił coś takiego to zerkne do krzynki.
W oryginale miałem mokry palnik, odpalał bez problemu i przy 6 at. , ale elektroda i dysza to koszt 120 zł. Kupiłem drugi też mokry i były cyrki, ale już jest OK a płace 15 zeta za komplet.
Nie bardzo mi się chce wierzyć, aby P80 siedział od nowości






