



Tokarka Tytan 500 a Tytan 520
porównanie
-
Adam Domański
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 868
- Rejestracja: 04 lut 2008, 20:26
- Lokalizacja: Rzeszów


-
rdarek
- Lider FORUM (min. 2000)
")
- Posty w temacie: 16
- Posty: 2124
- Rejestracja: 04 sty 2013, 23:30
- Lokalizacja: 3miasto
Re: Tokarka Tytan 500 a Tytan 520
Lira to jet ten ruchomy element i nie jest on przykręcany we wskazanym przez Ciebie miejscu. Ta oś to jest tylko jego oś obrotu. Śrubka odpowiada za to żeby zębatka nie spadła podczas pracy.
Na poniższym zdjęciu (zapożyczonym z naszego forum) pod osią opisaną literą "D" jest śruba mocująca lirę
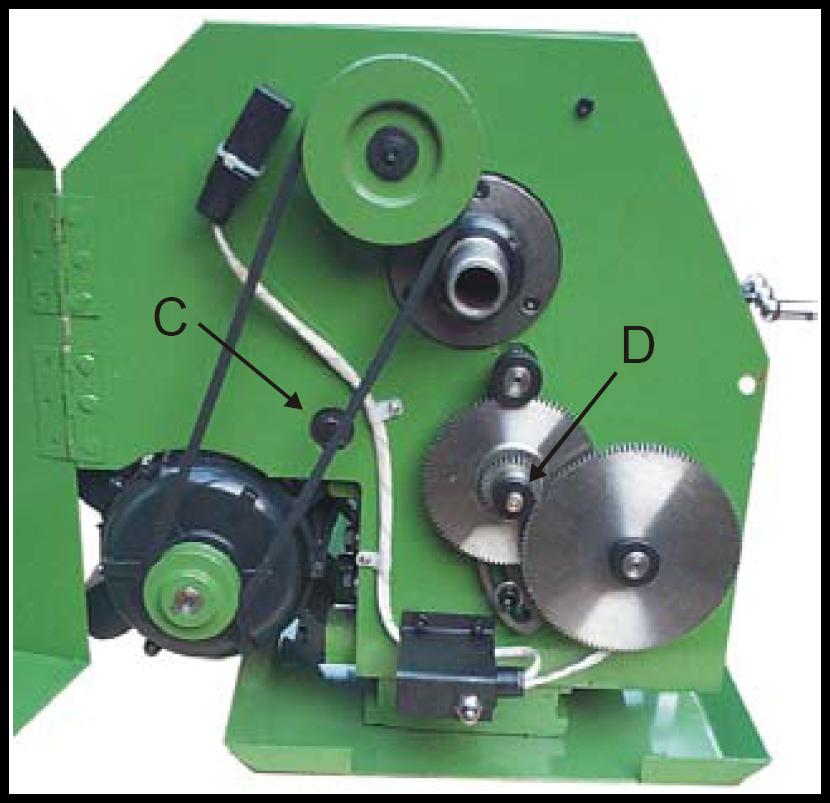
zwróć uwagę czy nie wypadła Ci np. podkładka będąca pomiędzy obudową a lirą.
Najlepiej jakbyś wrzucił fotkę tych przekrzywionych kół
w mojej nie zauważyłem tego problemu a w obecnej chwili to mam zdjętą obudowę.
-
 Pirat
Pirat
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 14
- Posty: 513
- Rejestracja: 12 lut 2017, 14:28
- Lokalizacja: Lódź
Re: Tokarka Tytan 500 a Tytan 520
Może być tak że wrzeciennik jest za bardzo wysunięty na zewnątrz względem łoża, w takim przypadku ta blacha-osłona musi się wygiąć po dokręceniu gitary. Jak ja regulowałem wrzeciennik w mojej byłej ld550 to zwróciłem na to szczególną uwagę żeby wrzeciennik był w jednej linii z łożem bo mogą być problemy.
-
staneley
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 16
- Posty: 123
- Rejestracja: 16 paź 2018, 22:00
Re: Tokarka Tytan 500 a Tytan 520
Lira to jet ten ruchomy element
Jestem frezerem nie tokarzem wiec wybaczcie nieznajomość nazewnictwa części tokarki.
Teraz myję wrzeciennik i mam rozebraną tokarkę , jak poskładam to się przyjrzę i napiszę.
Może być tak że wrzeciennik jest za bardzo wysunięty na zewnątrz względem łoża, w takim przypadku ta blacha-osłona musi się wygiąć po dokręceniu gitary. Jak ja regulowałem wrzeciennik w mojej byłej ld550 to zwróciłem na to szczególną uwagę żeby wrzeciennik był w jednej linii z łożem bo mogą być problemy.
Wrzeciennik wystaje poza łoże ok 0,4 mm natomiast skrzynka śruby pociągowej jest przesunięta w przeciwnym kierunku o 1mm . To daje razem 1,4 mm luzu. Trzeba będzie dać tam podkładkę żeby zniwelować ten luz , bo żadnej podkładki tam nie było.
Jestem frezerem nie tokarzem wiec wybaczcie nieznajomość nazewnictwa części tokarki.
Teraz myję wrzeciennik i mam rozebraną tokarkę , jak poskładam to się przyjrzę i napiszę.
Może być tak że wrzeciennik jest za bardzo wysunięty na zewnątrz względem łoża, w takim przypadku ta blacha-osłona musi się wygiąć po dokręceniu gitary. Jak ja regulowałem wrzeciennik w mojej byłej ld550 to zwróciłem na to szczególną uwagę żeby wrzeciennik był w jednej linii z łożem bo mogą być problemy.
Wrzeciennik wystaje poza łoże ok 0,4 mm natomiast skrzynka śruby pociągowej jest przesunięta w przeciwnym kierunku o 1mm . To daje razem 1,4 mm luzu. Trzeba będzie dać tam podkładkę żeby zniwelować ten luz , bo żadnej podkładki tam nie było.
-
staneley
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 16
- Posty: 123
- Rejestracja: 16 paź 2018, 22:00
Re: Tokarka Tytan 500 a Tytan 520
Poskładałem swojego tytana i teraz dopiero można cokolwiek na nim toczyć , ale musiałem co nieco poprawić . Krótko mówiąc : suport w miejscu pracy z prowadnicą pryzmatyczną przefrezowałem , równolegle do wyrobionych powierzchni styku , zebrałem jakieś 0,15 mm. Część płaską przeszlifowałem , ale wyszło śmigło i musiałem skrobać , nie dużo , ale ze 0,2 mm zeskrobałem w najgłębszym miejscu. Sanie posuwu poprzecznego przeszlifowałem na płasko bo były krzywe mimo ,że szlifowane. Jaskółka to chyba najbardziej krzywy element tej tokarki. Powierzchnie płaskie ,te po których ślizgają się sanie poprzeczne przefrezowałem frezem trzpieniowym do kanałków ,tak że wyrównałem płaszczyznę do samego skosu jaskółki a i tak pomimo zebrania 0,2 mm zostało niezabielone miejsce. Jaskółka sama schodziła w klin na całej długości o ok.0,25 mm , próbowałem to docierać metodą kamyka ale po jednym popołudniu skapitulowałem . Wziąłem to do pracy i przefrezowałem tę stronę po której ślizga się listwa dociskająca, oczywiście ustawiłem równoległość do tej po której ślizga się szufladka . Nie wiem czy tak jest we wszystkich tytanach ale w moim jaskółka jest wykonana pod kątem 29 stopni . Listwy zabezpieczające suport od spodu też musiałem dopasować bo kilka dyszek uciekło.
Musiałem jeszcze przeskrobać delikatnie łoże , bo mimo że szlifowane to miało strasznie głębokie bruzdy wzdłużne i po założeniu suportu słychać było tarcie suportu o łoże , Teraz jest elegancko , ślizga się na filmie olejowym. Do tego jeszcze obniżyłem zębatkę od posuwu wzdłużnego i zakołkowałem , bo Chińczycy nie wywiercili otworów pod kołki w odlewie. Teraz mam jedną kreskę luzu na korbie a było trzy.
Poskładałem wszystko do kupy i wykonałem próbę, korbka posuwu poprzecznego chodzi lekko i bez zacięć. Na toczeniu czołowym zdecydowanie poprawiła się klasa dokładności , teraz dopiero można zobaczyć czy jest prostopadłość . Okazało się .że czoło po przetoczeniu jest minimalnie wklęsłe , ale nie będę już z tym nic robił , jak na moje potrzeby to mi wystarczy. Równoległość też jest ok na długości 50 mm w granicach setki. Został jeszcze konik , ale że jest względnie w osi to nie będę na razie nic robił. Każda ingerencja w powierzchnie ślizgowe pociągnie za sobą konieczność tulejowania konika , a to sporo roboty i nie mam na to teraz czasu.
Mam w planach jeszcze kilka poprawek np.; zatulejować otwory w odlewie suportu te w których obraca się śruba posuwu , jak również zatulejować sworzeń półnakrętki od posuwu wzdłużnego ,bo jest tam luz i może powodować brak powtarzalności położenia noża przy toczeniu gwintów.
Generalnie jestem zadowolony z pracy tokarki po poprawkach , dural i mosiądz toczy ładnie nawet klasa jest ładna . Stal też toczy nawet CrMo próbowałem toczyć i jakoś szło ale klasy dobrej nie mogłem uzyskać . Duże opory skrawania , mała sztywność maszyny tego się przeskoczyć nie da.
No i niestety silnik do wymiany , po godzinie pracy był tak gorący ,że nie dało się go dotknąć . Tak się zastanawiam czy koniecznie trzeba zmieniać na trójfazowy , czy może wystarczyłby jedno fazowy ,ale większej mocy np. 1,5 KW.
Musiałem jeszcze przeskrobać delikatnie łoże , bo mimo że szlifowane to miało strasznie głębokie bruzdy wzdłużne i po założeniu suportu słychać było tarcie suportu o łoże , Teraz jest elegancko , ślizga się na filmie olejowym. Do tego jeszcze obniżyłem zębatkę od posuwu wzdłużnego i zakołkowałem , bo Chińczycy nie wywiercili otworów pod kołki w odlewie. Teraz mam jedną kreskę luzu na korbie a było trzy.
Poskładałem wszystko do kupy i wykonałem próbę, korbka posuwu poprzecznego chodzi lekko i bez zacięć. Na toczeniu czołowym zdecydowanie poprawiła się klasa dokładności , teraz dopiero można zobaczyć czy jest prostopadłość . Okazało się .że czoło po przetoczeniu jest minimalnie wklęsłe , ale nie będę już z tym nic robił , jak na moje potrzeby to mi wystarczy. Równoległość też jest ok na długości 50 mm w granicach setki. Został jeszcze konik , ale że jest względnie w osi to nie będę na razie nic robił. Każda ingerencja w powierzchnie ślizgowe pociągnie za sobą konieczność tulejowania konika , a to sporo roboty i nie mam na to teraz czasu.
Mam w planach jeszcze kilka poprawek np.; zatulejować otwory w odlewie suportu te w których obraca się śruba posuwu , jak również zatulejować sworzeń półnakrętki od posuwu wzdłużnego ,bo jest tam luz i może powodować brak powtarzalności położenia noża przy toczeniu gwintów.
Generalnie jestem zadowolony z pracy tokarki po poprawkach , dural i mosiądz toczy ładnie nawet klasa jest ładna . Stal też toczy nawet CrMo próbowałem toczyć i jakoś szło ale klasy dobrej nie mogłem uzyskać . Duże opory skrawania , mała sztywność maszyny tego się przeskoczyć nie da.
No i niestety silnik do wymiany , po godzinie pracy był tak gorący ,że nie dało się go dotknąć . Tak się zastanawiam czy koniecznie trzeba zmieniać na trójfazowy , czy może wystarczyłby jedno fazowy ,ale większej mocy np. 1,5 KW.
-
 rc36
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 13
- Posty: 2381
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Re: Tokarka Tytan 500 a Tytan 520
staneley pisze:No i niestety silnik do wymiany , po godzinie pracy był tak gorący ,że nie dało się go dotknąć . Tak się zastanawiam czy koniecznie trzeba zmieniać na trójfazowy , czy może wystarczyłby jedno fazowy ,ale większej mocy np. 1,5 KW.
Był tu jeden artysta co włożył do LD 550 silnik 1,5kw, cieszył się tym silnikiem aż miał kolizję i ścięło zęby we wrzecienniku. Do tej tokarki jedyna słuszna moc silnika to 0,75kw, najlepiej w połączeniu z falownikiem.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 21
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Tokarka Tytan 500 a Tytan 520
A jaki nóż(foto, symbol) i parametry zastosowałeś? CrMo powinno się dobrze skrawać, nawet na niezbyt sztywnej tokarce. Tyle tylko, że ma skłonność do tworzenia narostów jeśli geometria/promień, a za tym głębokość ap i posuw f są niedobrane to często na powierzchni zostają dropy..Stal też toczy nawet CrMo próbowałem toczyć i jakoś szło ale klasy dobrej nie mogłem uzyskać . Duże opory skrawania , mała sztywność maszyny tego się przeskoczyć nie da.
http://www.m65.pk.edu.pl/zppw/Zajecia%2 ... _Param.pdf
http://m65.pk.edu.pl/zppw/Zajecia%20dyd ... _M2-p5.pdf
http://spider-art.pl/artmotor/Kamil%20f ... erialy.pdf
Dodane 35 minuty 39 sekundy:
Poradniki
http://www.technar.pl/oferta-technar/ky ... niczne.pdf
https://www.google.com/url?sa=t&rct=j&q ... D0idWrBTG-
pozdrawiam,
Roman
Roman
-
staneley
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 16
- Posty: 123
- Rejestracja: 16 paź 2018, 22:00
Re: Tokarka Tytan 500 a Tytan 520
Nóż taki jak na fotce 12x12 , ale nie wiem co to za płytki , pewnie jakaś najtańsza chińsczczyznza , bo kupiłem 5 noży i paczkę płytek za 100 zł. 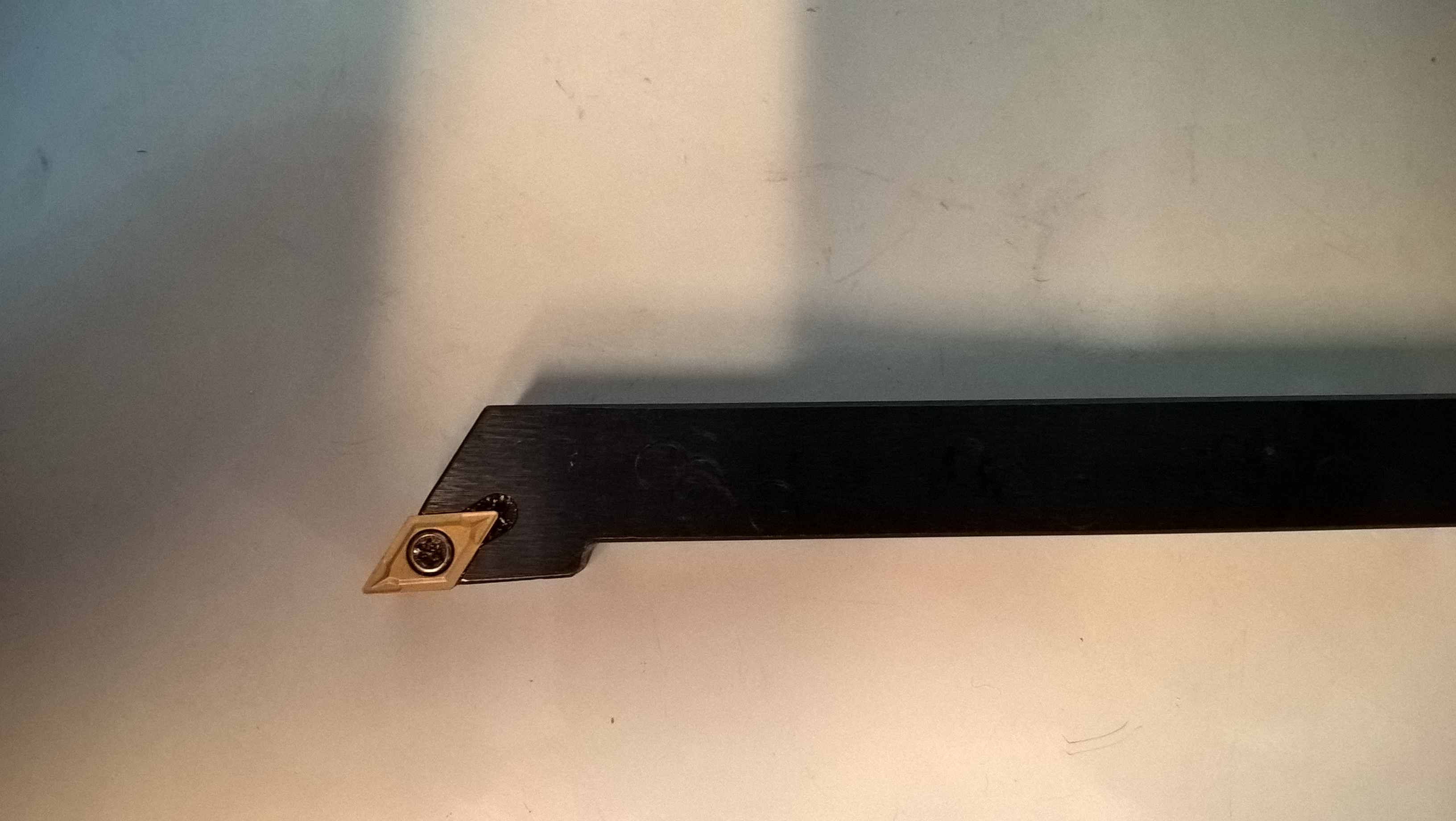
Dzisiaj sprubowałe z wiekszym wałkiem fi 45 i założyłem nową płytkę , obroty 740/min a posów ok 0,05 mm na obrót , nie przeliczałem kół zębatych, tylko policzyłem obroty na przesunięcie o jeden milimetr. Przy nowej płytce wyszło lepiej .
Dzisiaj sprubowałe z wiekszym wałkiem fi 45 i założyłem nową płytkę , obroty 740/min a posów ok 0,05 mm na obrót , nie przeliczałem kół zębatych, tylko policzyłem obroty na przesunięcie o jeden milimetr. Przy nowej płytce wyszło lepiej .
-
Dzidek 2811
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 3
- Posty: 35
- Rejestracja: 26 maja 2019, 15:13
- Lokalizacja: Czeladź
Re: Tokarka Tytan 500 a Tytan 520
 Nóż tokarski 16x16 frezowany do wymiaru 13.5 mm . Prawie pasuje ( brakuje 0.3 mm do osi ) do imaka tokarki tytan 520 . Szlifnie się te 0.3 mm i będzie OK.
Nóż tokarski 16x16 frezowany do wymiaru 13.5 mm . Prawie pasuje ( brakuje 0.3 mm do osi ) do imaka tokarki tytan 520 . Szlifnie się te 0.3 mm i będzie OK.  A tu sam proces frezowania noża.
A tu sam proces frezowania noża.-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 21
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Tokarka Tytan 500 a Tytan 520
Zakładam że do osi dobrze ustawiłeś.staneley pisze: ↑18 cze 2019, 17:45Nóż taki jak na fotce 12x12 , ale nie wiem co to za płytki , pewnie jakaś najtańsza chińsczczyznza , bo kupiłem 5 noży i paczkę płytek za 100 zł.
Dzisiaj spróbowałem z większym wałkiem fi 45 i założyłem nową płytkę , obroty 740/min a posuw ok 0,05 mm na obrót , nie przeliczałem kół zębatych, tylko policzyłem obroty na przesunięcie o jeden milimetr. Przy nowej płytce wyszło lepiej .
Ten nóż jest do obróbki wykańczającej, stosuj raczej do wykańczania na dużych obrotach, ewentualnie podtaczania stopni na wałku.
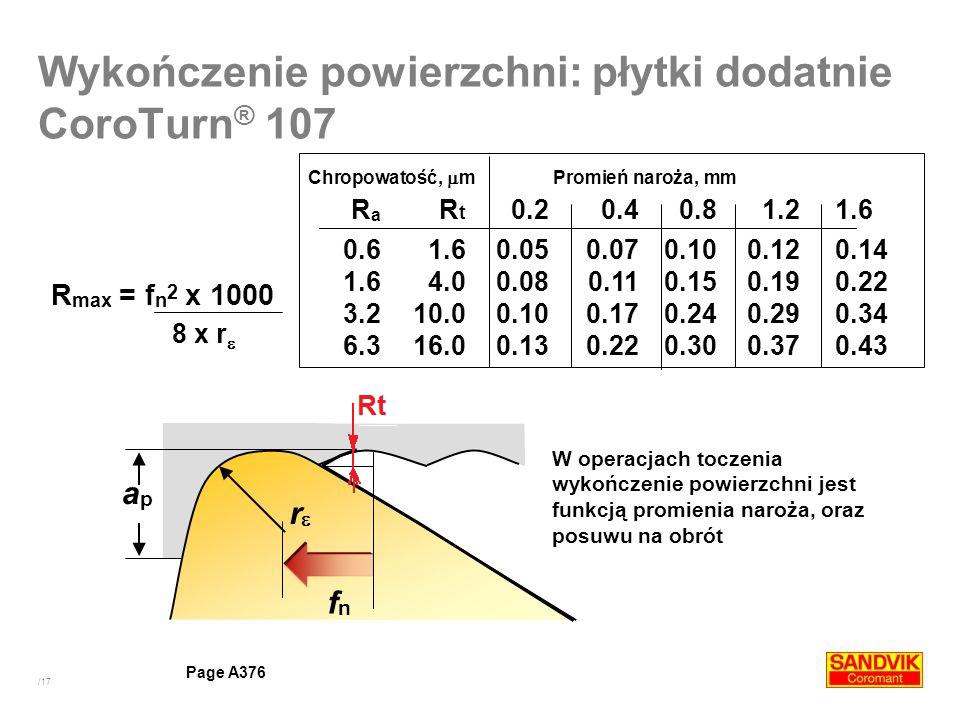
Jego płytka ma mały promień, wiec głębokość skrawania ap nie musi być duża, ale nie mniejsza jak ap≥ 2/3 re (w/g Sandvik),

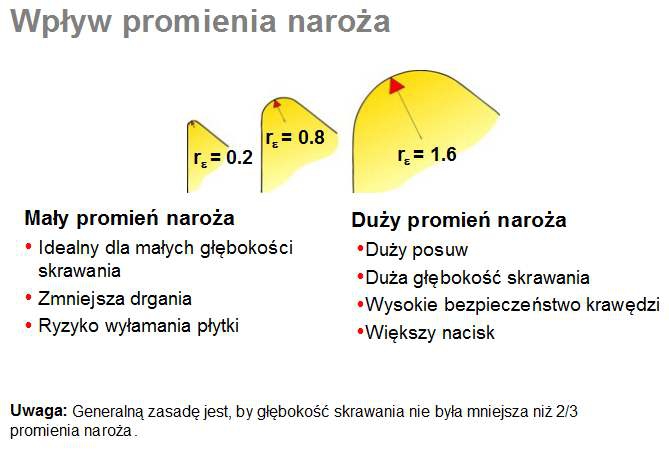
Mniejsza ap powoduje zwiększanie średniego (dla promienia) kąta przyłożenia Kr krawędzi skrawającej,
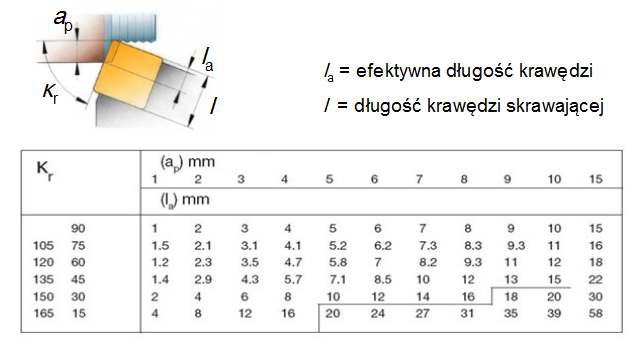
wzrost długości efektywnej krawędzi skrawania Ia(w stosunku do ap), i wzrost oporów skrawania a zwłaszcza promieniowej(odporowej, odpychającej nóż) siły Fcn i zwiększa tarcie.
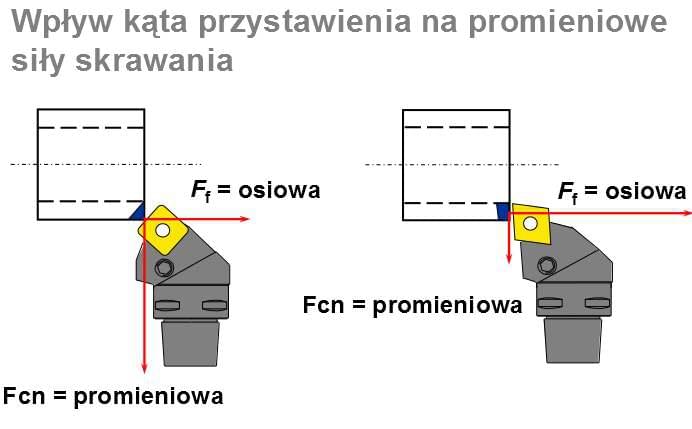
Paradoksalnie jednak, zbyt mały kąt przystawienia(duży promień płytki w stosunku do małej głębokości skrawania- ap<rε) skutkuje mniejszą chropowatością Rt,
Do cięższego, zgrubnego szybkiego skrawania z dużym posuwem fn≥0,15÷0,5mm, i głębokością ap≥0,4÷1,5mm (Vc=270÷470m/min *), bardzo dobrze nadają się noże z płytkami WNMG, np WNMG 080404 SS BP35A PAFANA (jak kolegi Dzidek 2811 powyżej),
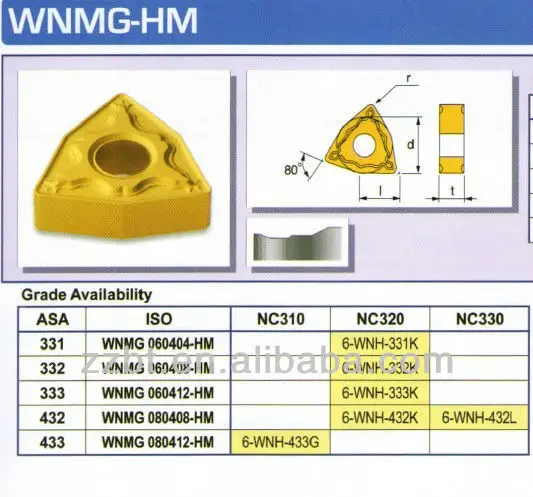
mogę to powiedzieć z doświadczenia (mam 2 wielkości płytki),
oraz noże z płytkami WNMGxxxxER/EL, GN, z dużym dodatnim kątem powierzchni natarcia(rowek wiórowy bez mikrofazy ujemnej), dla stali niezbyt twardych (z racji ostrej ale bardziej kruchej krawędzi skrawającej),
http://www.visla.pl/att/plytka-wnmg-060 ... -38604.pdf (https://www.visla.pl/plytki-skrawajace- ... -1015.html)
https://www.iscar.com/eCatalog/item.asp ... P=M&isoD=1

lub analogicznymi płytkami kształtu T,
np TNMG 160408R N335 BAILDONIT, TNMM 160408 R NTP35 Baildonit, TNMG 160408 ER BP30A PAFANA, (R w symbolu oznacza rowek)
https://www.visla.pl/plytki-skrawajace- ... ,D357.html
TNUX - https://darmet.com.pl/pl/narzedzia-skra ... -tnux.html
https://artykulytechniczne.pl/produkty/ ... owe-t.html
(kształt W jest bardziej odporny na udary, ma szerszy kąt płytki - 80°, płytki T mają 60°).
* dlaczego muszą być większe parametry skrawania dla takiej geometrii płytek masz objaśnione na przykładzie analogicznych do tokarskich płytek frezerskich planowanie-stolu-stalowego-t100271-10.html#p690016
Obrazowo jakie siły działają w zależności od kąta natarcia względem głębokości skrawania - "nagniatanie ślizgowe' i wartości kąta około tego można odnieść do działania mikrofazy ujemnej(ochronnej) na krawędzi skrawania płytek spiekanych

przy zbyt małym posuwie fn, prędkości Vc i głębokości ap
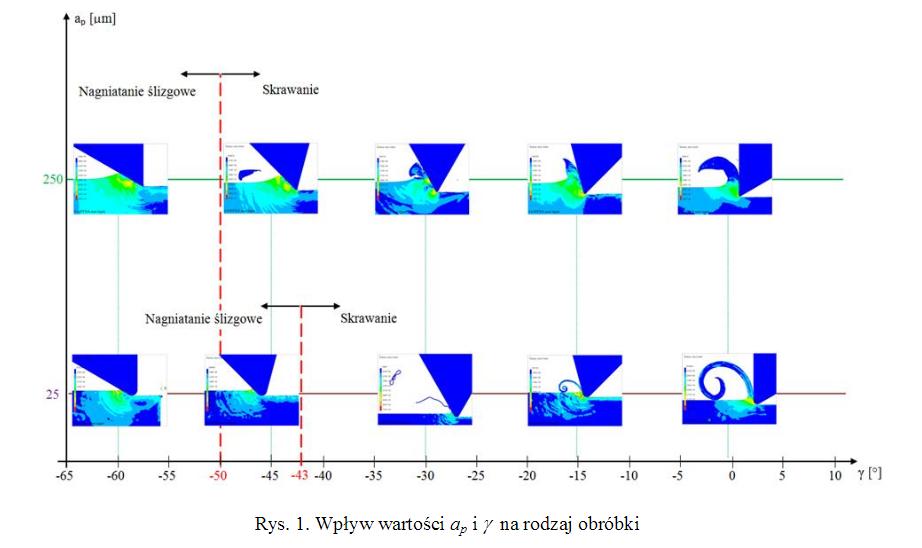
Dodane 33 minuty 43 sekundy:
Czyli stosując już zupełne uproszczenie można by powiedzieć, że im bardziej "tępa" płytka tym posuw, prędkość obrotowa, i głębokość powinny być większe, ale z kolei to wymaga sztywniejszej i mocniejszej maszyny.
pozdrawiam,
Roman
Roman






