



Ta plyta to prawdopodobnie uchwyt do wiercenia
Znaleziono 497 wyników
- 07 maja 2019, 12:20
- Forum: Obróbka metali
- Temat: Problem z wierceniem. Długa oprawka
- Odpowiedzi: 25
- Odsłony: 2002
- 03 maja 2019, 09:55
- Forum: Obróbka drewna
- Temat: Posów dla sosny - co mam nie tak
- Odpowiedzi: 6
- Odsłony: 1541
Re: Posów dla sosny - co mam nie tak
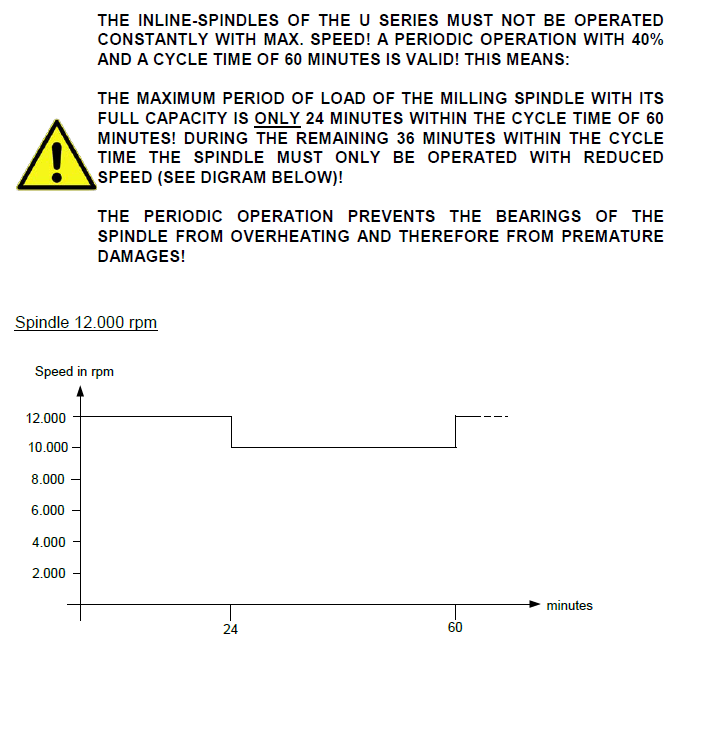
Zalecany czas pracy wrzeciona maszyny przemyslowej (SPINNER U620) z wrzecionem do 12000 rpm
- 02 maja 2019, 11:17
- Forum: Obróbka metali
- Temat: Problem z wierceniem. Długa oprawka
- Odpowiedzi: 25
- Odsłony: 2002
- 30 kwie 2019, 11:24
- Forum: Obróbka metali
- Temat: Problem z wierceniem. Długa oprawka
- Odpowiedzi: 25
- Odsłony: 2002
Re: Problem z wierceniem. Długa oprawka
Nawierc tym wiertlem powoli na jakies 1.5mm a dopiero po tym wierc na pelna glebokosc oraz sprawdz parametry skrawania czy sa zgodne z zalecanymi przez producenta.
- 12 kwie 2019, 12:09
- Forum: SolidCAM
- Temat: Błąd w symulacji
- Odpowiedzi: 2
- Odsłony: 1433
Re: Błąd w symulacji
Pokaz zakladki operacji
- 08 kwie 2019, 11:25
- Forum: Siemens Sinumerik CNC
- Temat: Prędkość obrotowa czwartej osi
- Odpowiedzi: 2
- Odsłony: 1611
Re: Prędkość obrotowa czwartej osi
poszykaj informacji o
FGROUP(X, Y,Z,A)
FGREF [A] = promien detalu
Ewentualnie G93
FGROUP(X, Y,Z,A)
FGREF [A] = promien detalu
Ewentualnie G93
- 20 mar 2019, 14:07
- Forum: Post Procesory
- Temat: Postprocesor fusion 360
- Odpowiedzi: 6
- Odsłony: 3670
Re: Postprocesor fusion 360
I jak, zrobione?
Jak coś to mogę pomóc.
Jak coś to mogę pomóc.
- 19 mar 2019, 22:43
- Forum: Post Procesory
- Temat: Edycja Postprocesora fusion360 - siemens
- Odpowiedzi: 2
- Odsłony: 1611
Re: Edycja Postprocesora fusion360 - siemens
Na samym dole posta (3 ostatnie linie) sprobuj zmienic z: onImpliedCommand(COMMAND_END); onImpliedCommand(COMMAND_STOP_SPINDLE); writeBlock(mFormat.format(30)); // stop program, spindle stop, coolant off na onImpliedCommand(COMMAND_END); onImpliedCommand(COMMAND_STOP_SPINDLE); writeBlock(gAbsIncModa...
- 08 lut 2019, 08:59
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8604
Re: Pomiar sondą Renishaw - błąd
Ale dziala ok i przelicza wartosci prowidlowo, tu masz kawalek kodu gdzie porownywalem ruch osi B z wektorami i jak widac wektor sie zmienial dopiero przy okolo 0.25 stopnia wyszlo na to ze xpos_normal nie przelicza prawidlowo. G1 X11.812 Y-16.346 Z-14.691 A3=0. WHEN B-0.1425 B3=0. C3=1. G1 X12.033 ...
- 07 lut 2019, 17:02
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8604
Re: Pomiar sondą Renishaw - błąd
A kiedys mialem taki problem https://www.cnc.info.pl/postprocesor-sinumerik-840d-sl-t91793.html solidcam pierwszy ruch polozenia osi w g kodzie generowal 0.25 stopnia ze zmiennych {' A3='xpos_normal:ang_v_f,' B3='ypos_normal:ang_v_f,' C3='zpos_normal:ang_v_f} co powodowalo nagly skok osi no i skoncz...






