



Elektrowrzeciono z jamnika 1.5 kW/2800 automat


-
 Krako
Krako
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 10
- Posty: 853
- Rejestracja: 27 lut 2012, 05:14
- Lokalizacja: Kraków
Re: Elektrowrzeciono z jamnika 1.5 kW/2800 automat
dzięki działa, teraz mi napisz co gdzie wysłać
www.facebook.com/KrakauerBudowaMaszyn
-
Krako
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 10
- Posty: 853
- Rejestracja: 27 lut 2012, 05:14
- Lokalizacja: Kraków
Re: Elektrowrzeciono z jamnika 1.5 kW/2800 automat
czyli rozumiem jakiś płynny motywator z owoców czy może bulw?
a jeszcze raz proszę o linka bo mi importuje tylko lozysko nsk w f360
www.facebook.com/KrakauerBudowaMaszyn
-
Malaxis
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 673
- Rejestracja: 01 lut 2011, 00:31
- Lokalizacja: Bolechowice/Kraków
Re: Elektrowrzeciono z jamnika 1.5 kW/2800 automat
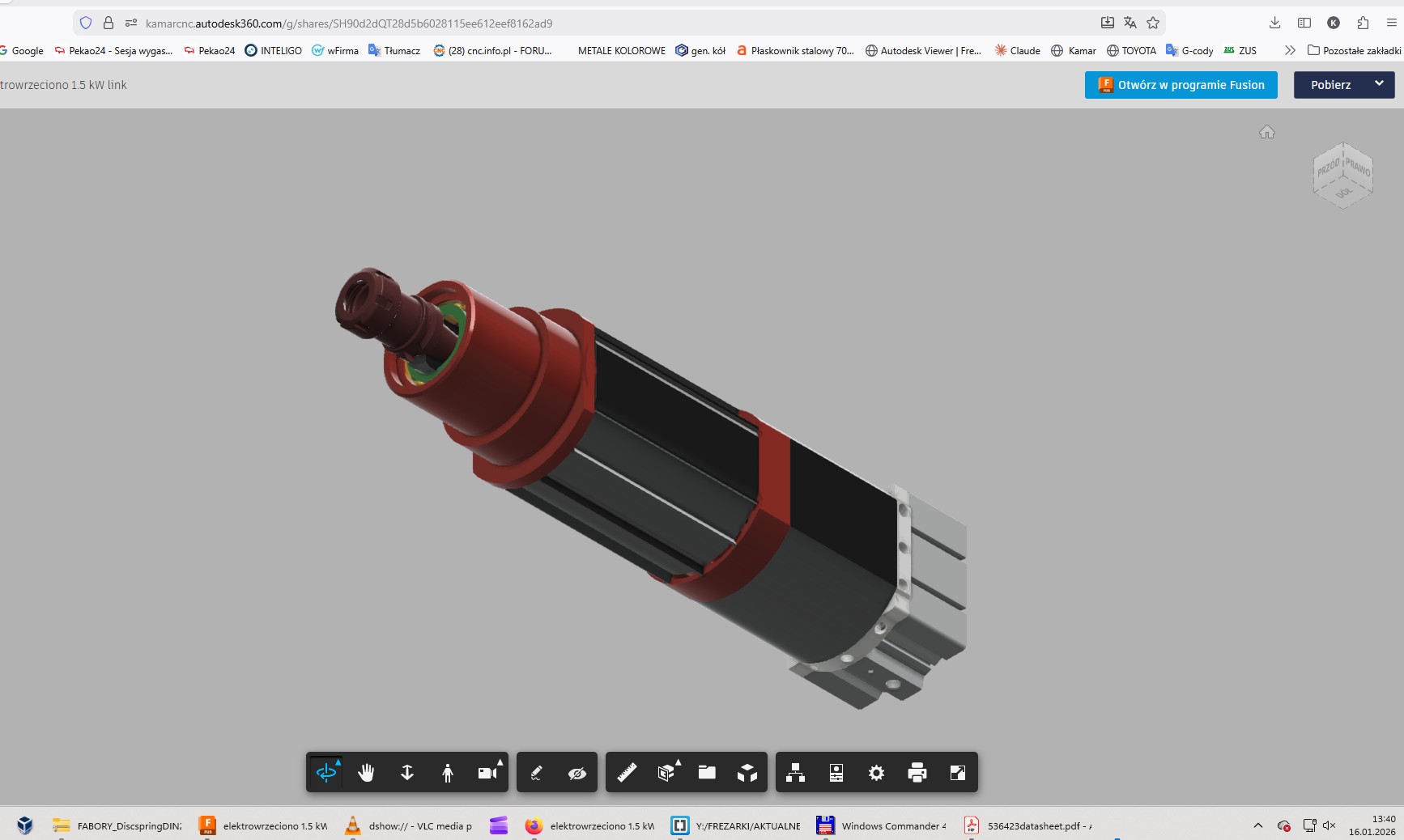
https://a360.co/4sEWywp
Model 3d łap zaciągowych pod BT30, ale czy są takie same jak te od chińczyka to nie wiem.
Model 3d łap zaciągowych pod BT30, ale czy są takie same jak te od chińczyka to nie wiem.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 150
- Posty: 17195
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Elektrowrzeciono z jamnika 1.5 kW/2800 automat
Ale wielkie dzięki. Jak dostane swoje to łatwiej będzie zmodelować.
Jak będą właściwe modele to gniazdo się dopracuje.
Jak będą właściwe modele to gniazdo się dopracuje.
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Elektrowrzeciono z jamnika 1.5 kW/2800 automat
Kolega Kamar przystapił kiedyś do wykonania noży tokarskich. Chciał to robił, a co. Po drodze parę rzeczy się dowiedział, poprawił, pewnie je używa.
Może i tak będzie z wrzecionem. Ale...
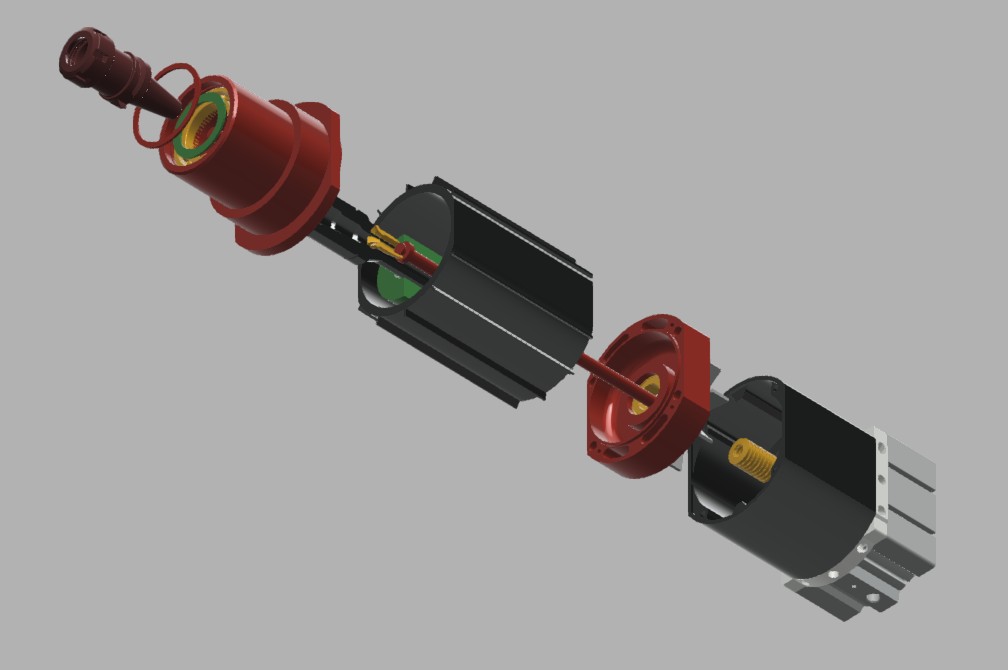
Pierwotna koncepcja łożyskowania ustalonego zegerami jest mało szczęsliwa. Ani to dobre dla frezarki ani dla wiertarki. Tylko dla Kamara.
Aby zapiąć pierścień musi być wystarczający luz bo inaczej nie wejdzie. Wynalazki typu lekka faza na rowku a później wbijanie pierścienia w rowek poczatkowo zaciśnie układ ale w pracy rzecz się szybo rozklekocze.
Dla frezarki bedzie falowanie wysokości freza co widać na powierzchni a wiertarka gdy wiertło wychodzi z materiału chce skoczyć w dół -minimalny luz pomiedzy rozklekotanymi pierścieniami zwiększa gwałtownie skrawany przekrój.
Własciwie to łożyskowanie do zmiany. Nie wiem dlaczego nie można zamknąć zespołu pomiędzy pokrywkami i od czoła zacisnąć łożyska ustalajac poosiowo całe wreciono
Uwagi o łożysku - smarowaniu w zamkniętym 6010, całkiem sluszne, mogą być jeszcze bardziej wyzyskane jeżeli zastosować C3 przy którym kąt działania zbliża się do 7210, pozwala się napiąc, skasować luzy, wogóle wychodzi fajnie.
I nie jest potrzebne żadne stożkowe z tyłu bo nośność statyczna przeniesie siłę sprężyn. Dla spokojności wstawiłbym 2+1 gdzie napięcie pary dwóch by było skierowane w stronę sprężyn. I finito.
Dalej.
Ten kubek z tyłu to taki młynek udarowy do kawy, co tam wpadnie to się zmieli. Ale żadnego dmuchania do chłodzenia nie będzie bo kl. Kamar uwag nie przyjmuje więc nie uzna tego że pompa odśrodkowa ( albo wentylator) ma ukierunkowane wejście płynu na oś obrotu a na zewnątrz ma komorę spręzania z której to powietrze będzie wypychane.
Tutaj mamy połaczone ssanie ze sprężaniem. To nawet na tym forum nie przejdzie. A że nikt nic nie pisze to tylko dlatego że Cię lubią i nie chcą sprawiać przykrości.
Kolega Kamar nie wstawi płytki z otworem środku bo musiałby dla niej obsadę czyli zapiąć ją zegerem choć to ma już opanowane.
Takie coś jak termistor przykręcony do korpusu może być Tobie nie potrzebny ale ktoś kiedyś to opisze.
To co narysowałeś to bardzo lekkie wrzeciono wiertarki.
Podpowiedziałem o pierścieniach Nilos. Uszczelnisz nimi nawet RNA co daje już cięzką wersję dla frezarki. Choć trichę trudniej.
I na koniec. Chłopie, masz piec, prąd to groszowa sprawa, węgiel do grila uzupełnisz węglanem i nawęglisz to co robisz, bedzie słuzyć. Naprawdę jak komunistyczny prywaciarz musisz pieprzyć robotę w ostatnim ruchu? Surowy wałek po toczeniu na szifierkę bo ni masz czasu na obróbke cieplną? I ten chwytak w środku ma się trzeć w miękkim.
No Kozienice pełną gebą. Lepiej jak w Kiernozi.
Może i tak będzie z wrzecionem. Ale...
Pierwotna koncepcja łożyskowania ustalonego zegerami jest mało szczęsliwa. Ani to dobre dla frezarki ani dla wiertarki. Tylko dla Kamara.
Aby zapiąć pierścień musi być wystarczający luz bo inaczej nie wejdzie. Wynalazki typu lekka faza na rowku a później wbijanie pierścienia w rowek poczatkowo zaciśnie układ ale w pracy rzecz się szybo rozklekocze.
Dla frezarki bedzie falowanie wysokości freza co widać na powierzchni a wiertarka gdy wiertło wychodzi z materiału chce skoczyć w dół -minimalny luz pomiedzy rozklekotanymi pierścieniami zwiększa gwałtownie skrawany przekrój.
Własciwie to łożyskowanie do zmiany. Nie wiem dlaczego nie można zamknąć zespołu pomiędzy pokrywkami i od czoła zacisnąć łożyska ustalajac poosiowo całe wreciono
Uwagi o łożysku - smarowaniu w zamkniętym 6010, całkiem sluszne, mogą być jeszcze bardziej wyzyskane jeżeli zastosować C3 przy którym kąt działania zbliża się do 7210, pozwala się napiąc, skasować luzy, wogóle wychodzi fajnie.
I nie jest potrzebne żadne stożkowe z tyłu bo nośność statyczna przeniesie siłę sprężyn. Dla spokojności wstawiłbym 2+1 gdzie napięcie pary dwóch by było skierowane w stronę sprężyn. I finito.
Dalej.
Ten kubek z tyłu to taki młynek udarowy do kawy, co tam wpadnie to się zmieli. Ale żadnego dmuchania do chłodzenia nie będzie bo kl. Kamar uwag nie przyjmuje więc nie uzna tego że pompa odśrodkowa ( albo wentylator) ma ukierunkowane wejście płynu na oś obrotu a na zewnątrz ma komorę spręzania z której to powietrze będzie wypychane.
Tutaj mamy połaczone ssanie ze sprężaniem. To nawet na tym forum nie przejdzie. A że nikt nic nie pisze to tylko dlatego że Cię lubią i nie chcą sprawiać przykrości.
Kolega Kamar nie wstawi płytki z otworem środku bo musiałby dla niej obsadę czyli zapiąć ją zegerem choć to ma już opanowane.
Takie coś jak termistor przykręcony do korpusu może być Tobie nie potrzebny ale ktoś kiedyś to opisze.
To co narysowałeś to bardzo lekkie wrzeciono wiertarki.
Podpowiedziałem o pierścieniach Nilos. Uszczelnisz nimi nawet RNA co daje już cięzką wersję dla frezarki. Choć trichę trudniej.
I na koniec. Chłopie, masz piec, prąd to groszowa sprawa, węgiel do grila uzupełnisz węglanem i nawęglisz to co robisz, bedzie słuzyć. Naprawdę jak komunistyczny prywaciarz musisz pieprzyć robotę w ostatnim ruchu? Surowy wałek po toczeniu na szifierkę bo ni masz czasu na obróbke cieplną? I ten chwytak w środku ma się trzeć w miękkim.
No Kozienice pełną gebą. Lepiej jak w Kiernozi.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 150
- Posty: 17195
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Elektrowrzeciono z jamnika 1.5 kW/2800 automat
Jednego nie rozumiem, po co cierpiec za miliony i powtarzać to samo piętnaście lat. Szukać mi sie nie chce ale podobne mądrości tu padały przy pierwszym wrzecionie na stożek 40. Też z gównolitu 40HM-Q z podważaniem wiarygodności zdjęcia z pomiarem twardościomierza.
Także daj se spokój, rób swoje i po swojemu. A jak coś, kiedyś pokażesz, to też wnikliwie ocenimy.
frezarka-cnc-z-elektrodrazarki-i-inne-w ... 0-320.html
Także daj se spokój, rób swoje i po swojemu. A jak coś, kiedyś pokażesz, to też wnikliwie ocenimy.
frezarka-cnc-z-elektrodrazarki-i-inne-w ... 0-320.html






