



AI w warsztacie


-
 senio
senio
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 83
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: AI w warsztacie
To może masz rację że padnie na łukach, a dlatego prostsze Ci ogarniał. Bo ten GPT to się nie nadaje do tego. To może i tego też nie skończy jak poległ u Ciebie.
 . Na pewno coś kolejnego wymyśle bez łuków i wyższej matematyki. To ogarnie w locie .
. Na pewno coś kolejnego wymyśle bez łuków i wyższej matematyki. To ogarnie w locie .
Tak jak zauważyłem właśnie, że takie tematy to mały pikuś dla niego. Może i te łuki jakoś ogarnie. Jeszcze go pomęczę
-
Dawid92
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 3
- Posty: 186
- Rejestracja: 27 kwie 2011, 00:13
- Lokalizacja: Śląsk
Re: AI w warsztacie
OT @kamar Sprawdź sobie ten generator kół łańcuchowych do F360 https://github.com/kylediaz/Sprocket
-
kamar
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 147
- Posty: 17202
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: AI w warsztacie
O, dzięki !
Sub jakoś działa, ale pracy wymaga. Strasznie tępy obróbkowo ten Claude za cholere nie wiedział gdzie się robi fazkę
za cholere nie wiedział gdzie się robi fazkę
Mam tylko nadzieję , ze sie uczy i przy następnym będzie wiedział. Darmowej jazdy tez sporo.
Pracuje się z nim jak kiedyś z moim nadwornym programistą - ja tłumaczyłem co chcę a on usiłował to zrobić Tylko Claudzia nie idzie opieprzyć
Sub jakoś działa, ale pracy wymaga. Strasznie tępy obróbkowo ten Claude
Mam tylko nadzieję , ze sie uczy i przy następnym będzie wiedział. Darmowej jazdy tez sporo.
Pracuje się z nim jak kiedyś z moim nadwornym programistą - ja tłumaczyłem co chcę a on usiłował to zrobić
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 147
- Posty: 17202
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: AI w warsztacie
Będą z niego ludzie Tak to ja mogę programować z palca
Jak dopracuje suba to wystawiać ? Czy teraz to już każdy sobie sam zrobi ?
Dodane 1 godzina 40 minuty 34 sekundy:
A teraz NAJLEPSZE
Stworzyłem podobno podobnie działające makro na Mach 3
Może ktoś to sprawdzić ?
Jak dopracuje suba to wystawiać ? Czy teraz to już każdy sobie sam zrobi ?
Dodane 1 godzina 40 minuty 34 sekundy:
A teraz NAJLEPSZE
Stworzyłem podobno podobnie działające makro na Mach 3
Kod: Zaznacz cały
%
O1000 (Toczenie walu z 3 czopami - Mach3)
(Parametry do ustawienia przed uruchomieniem)
(========================================)
( PARAMETRY PROGRAMU )
(========================================)
(Parametry ogólne)
#1 = 0 (Pozycja Start Z)
#2 = 50 (Srednica materialu)
#3 = 5 (Bezpieczna wysokosc Z)
#4 = 1000 (Obroty wrzeciona RPM)
#5 = 2 (Głębokość skrawania mm)
(Czop 1)
#6 = 30 (Czop1 średnica mm)
#7 = 40 (Czop1 długość mm)
#8 = 1 (Czop1 fazka mm)
#9 = 1 (Czop1 podcięcie 0=nie 1=tak)
(Czop 2)
#10 = 35 (Czop2 średnica mm)
#11 = 50 (Czop2 długość mm)
#12 = 1.5 (Czop2 fazka mm)
#13 = 1 (Czop2 podcięcie 0=nie 1=tak)
(Czop 3)
#14 = 25 (Czop3 średnica mm)
#15 = 45 (Czop3 długość mm)
#16 = 2 (Czop3 fazka mm)
#17 = 1 (Czop3 podcięcie 0=nie 1=tak)
(========================================)
( STAŁE WARTOŚCI )
(========================================)
#100 = 0.2 (Posuw zgrubny mm/obr)
#101 = 0.1 (Posuw wykańczający mm/obr)
(Wymiary podcięć znormalizowanych)
IF [#9 EQ 1] AND [#7 GT 0] THEN #109 = 3.0 ELSE #109 = 0 (Czop1 szerokość podcięcia)
IF [#9 EQ 1] AND [#7 GT 0] THEN #110 = 0.3 ELSE #110 = 0 (Czop1 głębokość podcięcia)
IF [#13 EQ 1] AND [#11 GT 0] THEN #113 = 3.5 ELSE #113 = 0 (Czop2 szerokość podcięcia)
IF [#13 EQ 1] AND [#11 GT 0] THEN #114 = 0.3 ELSE #114 = 0 (Czop2 głębokość podcięcia)
IF [#17 EQ 1] AND [#15 GT 0] THEN #117 = 3.0 ELSE #117 = 0 (Czop3 szerokość podcięcia)
IF [#17 EQ 1] AND [#15 GT 0] THEN #118 = 0.3 ELSE #118 = 0 (Czop3 głębokość podcięcia)
(Oblicz pozycje Z dla czopów)
#20 = #1 (Czop1 z_start)
IF [#7 GT 0] THEN #21 = [#20 - #7] ELSE #21 = #20 (Czop1 z_end)
#22 = #21 (Czop2 z_start)
IF [#11 GT 0] THEN #23 = [#22 - #11] ELSE #23 = #22 (Czop2 z_end)
#24 = #23 (Czop3 z_start)
IF [#15 GT 0] THEN #25 = [#24 - #15] ELSE #25 = #24 (Czop3 z_end)
(========================================)
( POCZĄTEK PROGRAMU )
(========================================)
G21 (Jednostki metryczne)
G7 (Tryb średnicy)
G40 (Kasuj kompensację promienia)
G50 S[#4] (Ograniczenie obrotów)
G54 (Układ współrzędnych)
G80 (Kasuj cykle)
(Pozycja bezpieczna)
G28 U0 W0
G0 X[#2 + 4] Z[#3]
(Włącz wrzeciono)
M3 S[#4]
G4 P2
(========================================)
( TOCZENIE CZOPA 1 )
(========================================)
IF [#7 GT 0] THEN GOTO 1000
GOTO 1999
N1000
(MSG, Toczenie czopa 1 - zgrubne)
#30 = #2 (current_diameter)
#31 = #6 (target_diameter)
(Zgrubne toczenie czopa 1 z naddatkiem 0.3mm)
N1100
IF [#30 LE [#31 + 0.3]] THEN GOTO 1200
#30 = [#30 - [#5 * 2]]
IF [#30 LT [#31 + 0.3]] THEN #30 = [#31 + 0.3]
G0 X[#30 + 2] Z[#20 + 2]
G1 Z[#20] F[#100 * #4]
G1 X[#30] F[#100 * #4 / 3]
G1 Z[#21] F[#100 * #4]
G1 X[#30 + 2] F[#100 * #4 / 3]
GOTO 1100
N1200
(Przejście wykańczające czopa 1)
(MSG, Wykończenie czopa 1)
G0 X[#31 + 2] Z[#20 + 2]
G1 Z[#20] F[#101 * #4]
G1 X[#31] F[#101 * #4 / 3]
G1 Z[#21] F[#101 * #4]
G1 X[#31 + 2] F[#101 * #4 / 3]
(Fazka czopa 1 - na początku czopa)
IF [#8 LE 0] THEN GOTO 1300
(MSG, Fazka czopa 1)
#40 = [#8 * 2] (chamfer_x_offset)
#41 = #8 (chamfer_z_offset)
G0 X[[#31] - #40 + 2] Z[#20 + 2]
G1 X[[#31] - #40] F[#101 * #4 / 3]
G1 Z[#20] F[#101 * #4]
G1 X[#31] Z[#20 - #41] F[#101 * #4]
G1 X[#31 + 2] F[#101 * #4 / 3]
N1300
(Podcięcie czopa 1 - na końcu czopa)
IF [#9 NE 1] THEN GOTO 1400
(MSG, Podcięcie czopa 1)
#42 = [#31 - [#110 * 2]] (undercut_diameter)
G0 X[#31 + 2] Z[#21 + #109 + 1]
G1 Z[#21 + #109] F[#101 * #4]
G1 X[#42] F[#101 * #4 / 2]
G1 Z[#21] F[#101 * #4]
G1 X[#31 + 2] F[#101 * #4 / 3]
N1400
G0 Z[#3]
N1999
(========================================)
( TOCZENIE CZOPA 2 )
(========================================)
IF [#11 GT 0] THEN GOTO 2000
GOTO 2999
N2000
(MSG, Toczenie czopa 2 - zgrubne)
#30 = #2 (current_diameter)
#31 = #10 (target_diameter)
(Zgrubne toczenie czopa 2 z naddatkiem 0.3mm)
N2100
IF [#30 LE [#31 + 0.3]] THEN GOTO 2200
#30 = [#30 - [#5 * 2]]
IF [#30 LT [#31 + 0.3]] THEN #30 = [#31 + 0.3]
G0 X[#30 + 2] Z[#22 + 2]
G1 Z[#22] F[#100 * #4]
G1 X[#30] F[#100 * #4 / 3]
G1 Z[#23] F[#100 * #4]
G1 X[#30 + 2] F[#100 * #4 / 3]
GOTO 2100
N2200
(Przejście wykańczające czopa 2)
(MSG, Wykończenie czopa 2)
G0 X[#31 + 2] Z[#22 + 2]
G1 Z[#22] F[#101 * #4]
G1 X[#31] F[#101 * #4 / 3]
G1 Z[#23] F[#101 * #4]
G1 X[#31 + 2] F[#101 * #4 / 3]
(Fazka czopa 2 - na początku czopa)
IF [#12 LE 0] THEN GOTO 2300
(MSG, Fazka czopa 2)
#40 = [#12 * 2] (chamfer_x_offset)
#41 = #12 (chamfer_z_offset)
G0 X[[#31] - #40 + 2] Z[#22 + 2]
G1 X[[#31] - #40] F[#101 * #4 / 3]
G1 Z[#22] F[#101 * #4]
G1 X[#31] Z[#22 - #41] F[#101 * #4]
G1 X[#31 + 2] F[#101 * #4 / 3]
N2300
(Podcięcie czopa 2 - na końcu czopa)
IF [#13 NE 1] THEN GOTO 2400
(MSG, Podcięcie czopa 2)
#42 = [#31 - [#114 * 2]] (undercut_diameter)
G0 X[#31 + 2] Z[#23 + #113 + 1]
G1 Z[#23 + #113] F[#101 * #4]
G1 X[#42] F[#101 * #4 / 2]
G1 Z[#23] F[#101 * #4]
G1 X[#31 + 2] F[#101 * #4 / 3]
N2400
G0 Z[#3]
N2999
(========================================)
( TOCZENIE CZOPA 3 )
(========================================)
IF [#15 GT 0] THEN GOTO 3000
GOTO 3999
N3000
(MSG, Toczenie czopa 3 - zgrubne)
#30 = #2 (current_diameter)
#31 = #14 (target_diameter)
(Zgrubne toczenie czopa 3 z naddatkiem 0.3mm)
N3100
IF [#30 LE [#31 + 0.3]] THEN GOTO 3200
#30 = [#30 - [#5 * 2]]
IF [#30 LT [#31 + 0.3]] THEN #30 = [#31 + 0.3]
G0 X[#30 + 2] Z[#24 + 2]
G1 Z[#24] F[#100 * #4]
G1 X[#30] F[#100 * #4 / 3]
G1 Z[#25] F[#100 * #4]
G1 X[#30 + 2] F[#100 * #4 / 3]
GOTO 3100
N3200
(Przejście wykańczające czopa 3)
(MSG, Wykończenie czopa 3)
G0 X[#31 + 2] Z[#24 + 2]
G1 Z[#24] F[#101 * #4]
G1 X[#31] F[#101 * #4 / 3]
G1 Z[#25] F[#101 * #4]
G1 X[#31 + 2] F[#101 * #4 / 3]
(Fazka czopa 3 - na początku czopa)
IF [#16 LE 0] THEN GOTO 3300
(MSG, Fazka czopa 3)
#40 = [#16 * 2] (chamfer_x_offset)
#41 = #16 (chamfer_z_offset)
G0 X[[#31] - #40 + 2] Z[#24 + 2]
G1 X[[#31] - #40] F[#101 * #4 / 3]
G1 Z[#24] F[#101 * #4]
G1 X[#31] Z[#24 - #41] F[#101 * #4]
G1 X[#31 + 2] F[#101 * #4 / 3]
N3300
(Podcięcie czopa 3 - na końcu czopa)
IF [#17 NE 1] THEN GOTO 3400
(MSG, Podcięcie czopa 3)
#42 = [#31 - [#118 * 2]] (undercut_diameter)
G0 X[#31 + 2] Z[#25 + #117 + 1]
G1 Z[#25 + #117] F[#101 * #4]
G1 X[#42] F[#101 * #4 / 2]
G1 Z[#25] F[#101 * #4]
G1 X[#31 + 2] F[#101 * #4 / 3]
N3400
N3999
(========================================)
( ZAKOŃCZENIE PROGRAMU )
(========================================)
(Powrót do pozycji bezpiecznej)
G0 Z[#3]
G0 X[#2 + 10]
(Zatrzymaj wrzeciono)
M5
(Powrót do punktu zerowego)
G28 U0 W0
(MSG, Program zakończony)
M30
%
-
senio
- ELITA FORUM (min. 1000)
- Posty w temacie: 83
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: AI w warsztacie
Wczoraj jeszcze zapodałem Claude jedno zadanie i działa. Ale nawet przy prostym od strzała nie zrobił i chyba siódma poprawka dopiero działa OK. Ale się da i jak ktoś potrzebuje to jest to gotowe rozwiązanie.
Koło łańcuchowe mu odpuściłem chyba na 15 poprawce, i się poddałem jako tester
Świat się kończy
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 147
- Posty: 17202
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: AI w warsztacie
Jak będziesz robił siódmego to pójdzie od strzała
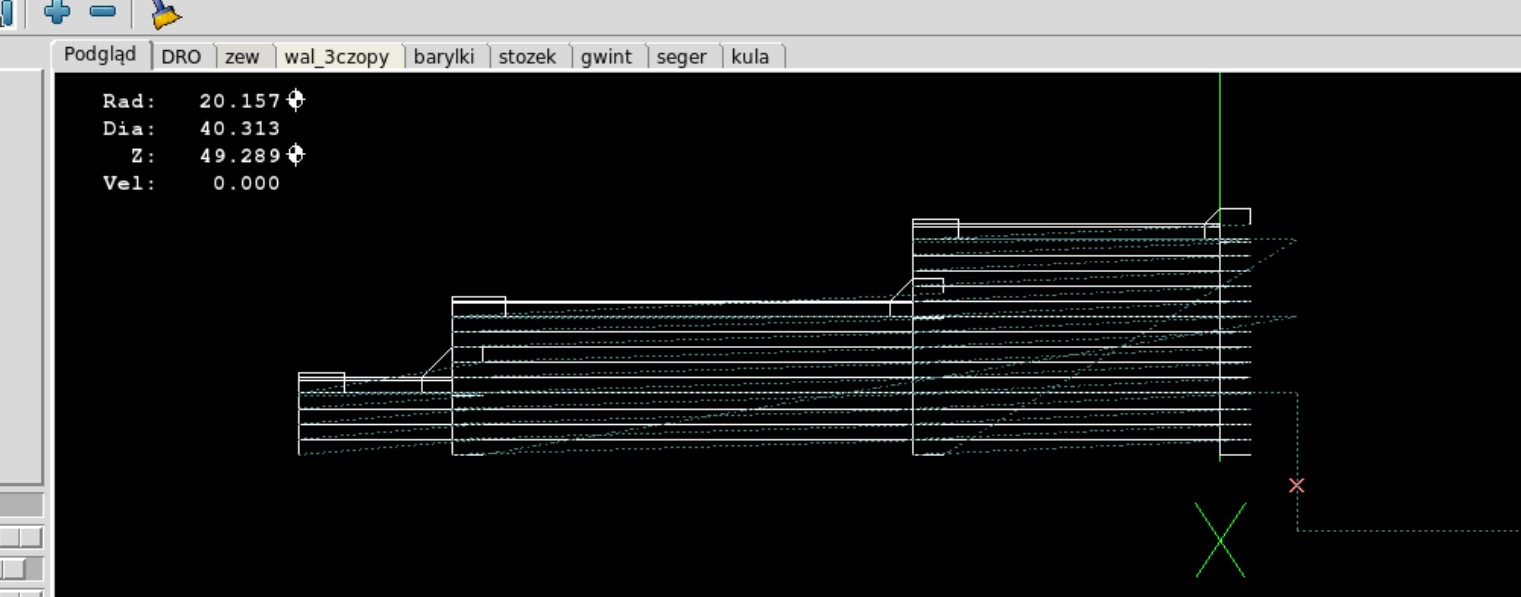
U mnie lepszy kwiatek - na symulatorze w domu biega idealnie a na biurowym wyświetla odwrotnie. Na maszynach też.
I bez strzalów, że inaczej ustawione, bo kody z innych subów i CAM-a wyświetlane są tak samo. Coś musi być w jego pliku, zaraz go atakuje
-
senio
- ELITA FORUM (min. 1000)
- Posty w temacie: 83
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: AI w warsztacie
Nie jestem pewien czy w darmowej wersji to działa. Było OK, jakąś korektę chciałem i się powaliło. Jak mu kazałem wrócić się do poprzedniej wersji powiedział, że nie ma możliwości się wrócić bo on nie ma do tego już dostępu. Ja natomiast widzę wszystkie wersje które robił. Wiec wygląda mi na to, że działa za free na ostatniej stworzonej wersji i ją jedynie może kontynuować.
Ale może się uczy. Nie wiem czy zapamiętuje to, czego się nauczył. I jak trochę subów popisze ludziom, może będzie w locie to ogarniał
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 147
- Posty: 17202
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: AI w warsztacie
Dlatego pisałem o 18 € i projektach, mnie pamięta i wykorzystuje ceny materiałów ze wszystkich wprowadzonych faktur. Jak są różne od różnych dostawców to przy kalkulowaniu pyta gdzie kupiłem
Co do opłat, to można brać chwilówki, jak mnie zawiesił wczoraj to wysłałem 5€ i dzialał dalej.
Co do opłat, to można brać chwilówki, jak mnie zawiesił wczoraj to wysłałem 5€ i dzialał dalej.
-
senio
- ELITA FORUM (min. 1000)
- Posty w temacie: 83
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: AI w warsztacie
Ja wiem, tylko sesja nim bez wrzucania zdjęć jest bardzo długa. Dla mnie i mojej zabawy w Ai wystarczająca na tą chwilę. Ja to mocno rekreacyjnie traktuję, a co mi potrzeba ogarnia za free. Przynajmniej na tą chwilę nie zamierzam iść w komercyjne rozwiązania.






