")

search.php?author_id=19147&t=92245&sr=posts
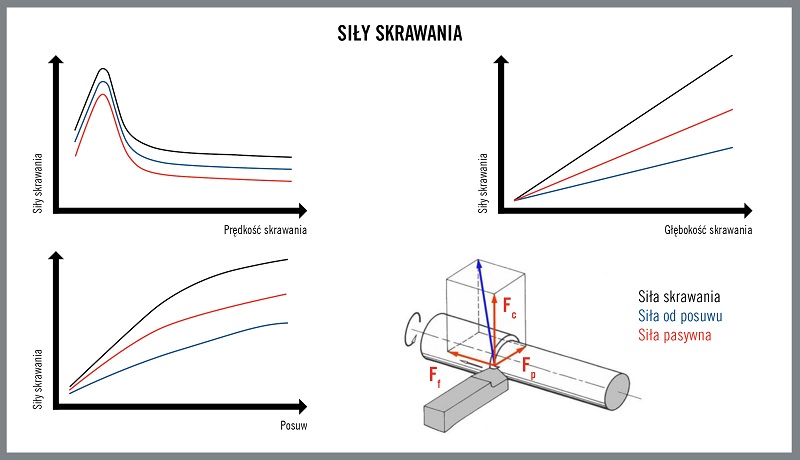
służą bardziej do pracy z dużymi parametrami - głębokościami ap i prędkościami Vc skrawania, oraz dużymi posuwami liniowymi fp gdy wiór, a raczej wektor największej siły odporowej (skrawania) w strefie zgniotu jakby przeskakuje nad ową ujemną fazą naciskając najsilniej na strefę powierzchni natarcia (z już wtedy bardziej skrawaniu przyjazną zerową lub dodatnią geometrią), leżącą głębiej za mikrofazą, co widać po rozkładzie temperatur w strefie skrawania, oraz położeniu krateru zużycia na jej powierzchni natarcia.

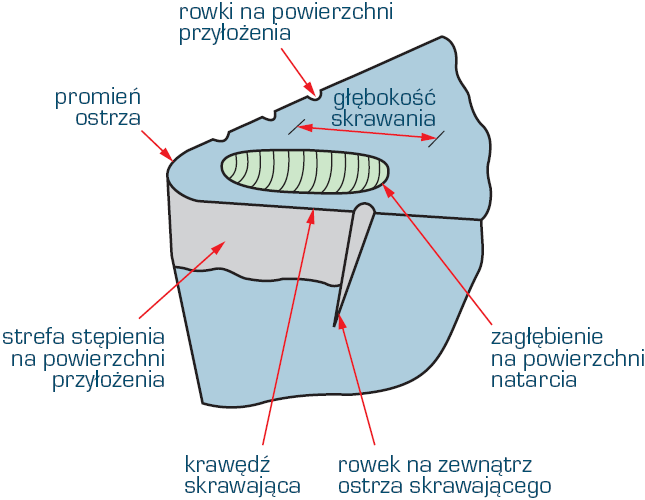
Paradoksalnie wierzchołek noża jest wtedy stosunkowo zimny. A im większe parametry opisane wyżej - tym dalej od wierzchołka rozkłada się najsilniejszy nacisk(i temperatura.) na płytkę
Zbyt mała głębokość skrawania sprawia, że odrywany od calizny wiór zamiast "przeskoczyć" nad ową ujemną mikrofazą na powierzchnię natarcia (gdzie najmocniej na nią naciska), jest spiętrzany przed ostrzem, i częściowo wpychany przez fazę między płytkę a materiał powodując z jednej strony zwiększone tarcie, z drugiej częściowe ślizganie się na wpychanej i zgniatanej warstwie, dając kiepską, porytą powierzchnię.
Dlatego głębokość skrawania nie może być dla takiej (H,M) geometrii zbyt mała, bo zaburzy spływ wióra po powierzchni natarcia pogarszając warunki skrawania, psując powierzchnię, i eskalując drgania.
Tak więc do pracy z małymi parametrami, nie licząc posuwu fp i prędkości skrawania Vc, np przy obróbce wykańczającej, z małymi głębokościami ap skrawania najlepsze są płytki o geometrii L (duży kąt dodatni bez mikrofazy) generujące stosunkowo małe siły skrawania..
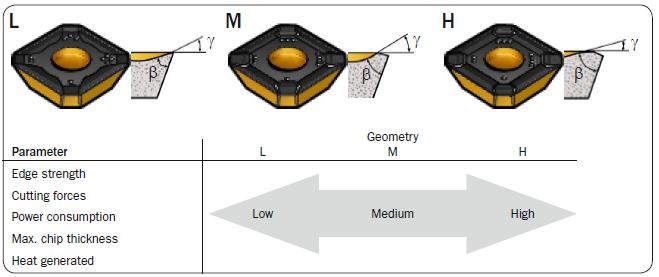
W linku ma kolega opisy zastosowania charakterystyk geometrii najczęściej używanych płytek
http://koledzypofachu.pl/index.php/opis ... ii-plytek/
i nieco o teorii i praktyce
rysy-i-faldy-na-obrabianym-materiale-t95463-20.html
https://glowny-mechanik.pl/2015/04/17/o ... -toczenia/
search.php?author_id=19147&t=100271&sr=posts
Jak więc kolega sam widzi, jak wcześniej pisałem, nieco znajomości podstaw teorii jest wprost nieodzowna by być świadomym zjawisk występujących podczas skrawania, i efektów tych zjawisk...



")