



Serwonaped a PLC
-
Daniu
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 13
- Posty: 803
- Rejestracja: 01 lip 2013, 00:27
- Lokalizacja: Krk
Re: Serwonaped a PLC
Jak zmieścisz się w 20khz i nie potrzebujesz zegara rtc to seria MA wystarczy.
„Trudne czasy tworzą silnych ludzi, silni ludzie tworzą dobre czasy, dobre czasy tworzą słabych ludzi, a słabi ludzie tworzą trudne czasy”…


-
kamar
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 22
- Posty: 17193
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Serwonaped a PLC
Akcja chwilowo zawieszona bo fatek tylko przekaźnikowy.
Dojedzie taki B1-20MJ2-D24-S to będziemy dalej dokuczać.
Dojedzie taki B1-20MJ2-D24-S to będziemy dalej dokuczać.
-
 ArturM
ArturM
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 138
- Rejestracja: 12 kwie 2008, 07:53
- Lokalizacja: Kozienice
- Kontakt:
Re: Serwonaped a PLC
Zabawki, dotarły, pająk poskładany.
Kupiliśmy Fatka B1-20MJ2.
Silnik się kręci bardzo ładnie - jest dobrze.
Został tylko jeden mały problem. Po każdym wykonaniu sekwencji przejazdów dostaję błąd 36 - zbyt duża liczba kroków.
Kombinowałem z różnymi podziałami na sterowniku i z różnymi ustawieniami impulsów na obrót ale ten błąd mam zawsze.
Co robię nie tak?
Kupiliśmy Fatka B1-20MJ2.
Silnik się kręci bardzo ładnie - jest dobrze.
Został tylko jeden mały problem. Po każdym wykonaniu sekwencji przejazdów dostaję błąd 36 - zbyt duża liczba kroków.
Kombinowałem z różnymi podziałami na sterowniku i z różnymi ustawieniami impulsów na obrót ale ten błąd mam zawsze.
Co robię nie tak?
- Załączniki
-
-
Daniu
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 13
- Posty: 803
- Rejestracja: 01 lip 2013, 00:27
- Lokalizacja: Krk
Re: Serwonaped a PLC
A jaka masz ustawiana prędkość? Może wyższa niż częstotliwość wyjścia, co w twoim przypadku jest chyba 50kHz.
„Trudne czasy tworzą silnych ludzi, silni ludzie tworzą dobre czasy, dobre czasy tworzą słabych ludzi, a słabi ludzie tworzą trudne czasy”…
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 22
- Posty: 17193
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Serwonaped a PLC
Nawet mi się takie sterowanie podoba, całkiem możliwe ze poprzednia liniowa dostanie też PLC-a przynajmniej na jedną oś.
W związku z tym mam prośbę o poradę - jak bazować oś na tym Fatku ? Może jakaś drabinka bo jeszcze dość zielony jestem.
W związku z tym mam prośbę o poradę - jak bazować oś na tym Fatku ? Może jakaś drabinka bo jeszcze dość zielony jestem.
-
Daniu
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 13
- Posty: 803
- Rejestracja: 01 lip 2013, 00:27
- Lokalizacja: Krk
Re: Serwonaped a PLC
„Trudne czasy tworzą silnych ludzi, silni ludzie tworzą dobre czasy, dobre czasy tworzą słabych ludzi, a słabi ludzie tworzą trudne czasy”…
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 22
- Posty: 17193
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Serwonaped a PLC
Ni cholery nie dajemy rady
Podejmie się ktoś wysterowania tego ?
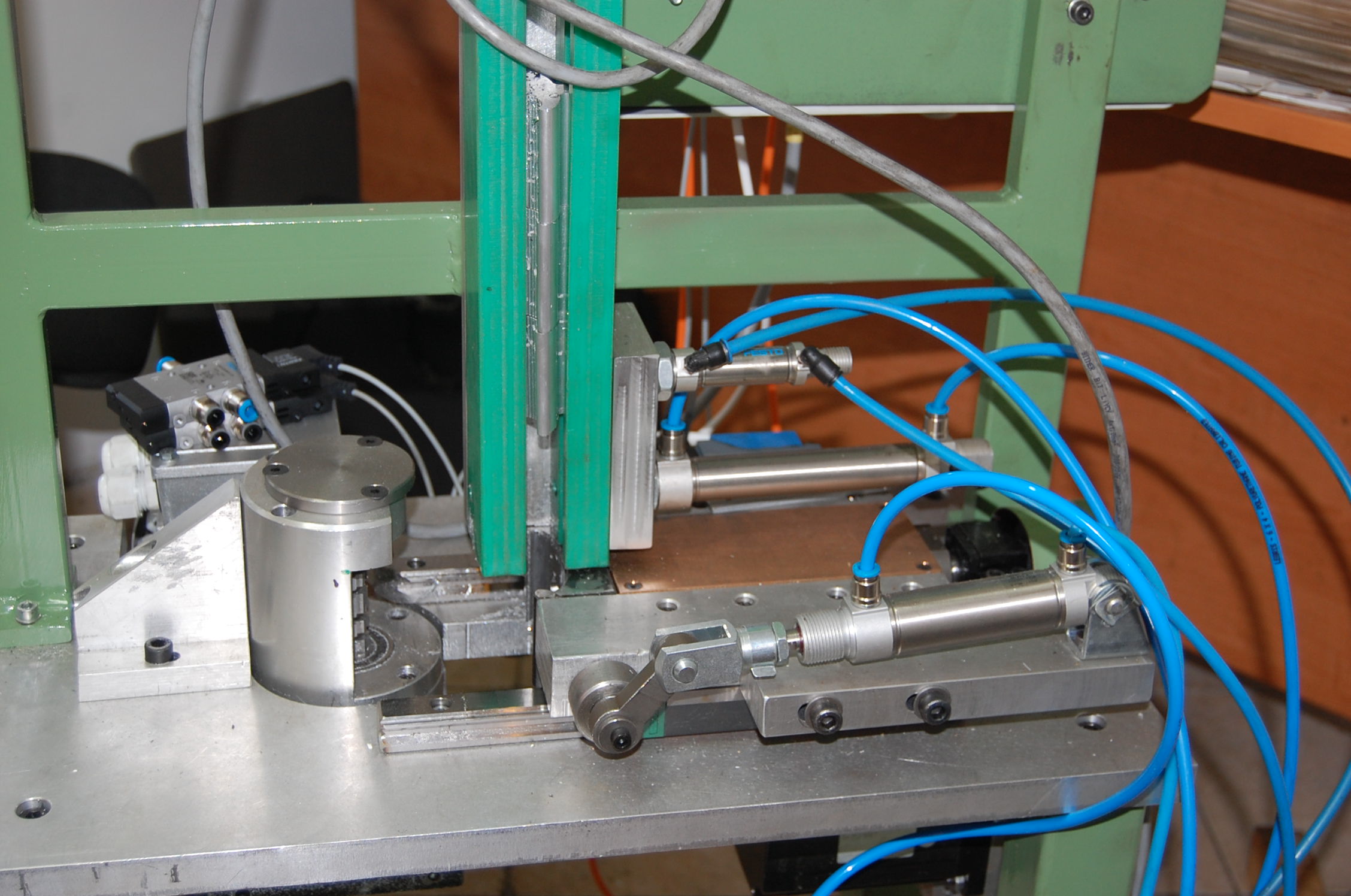
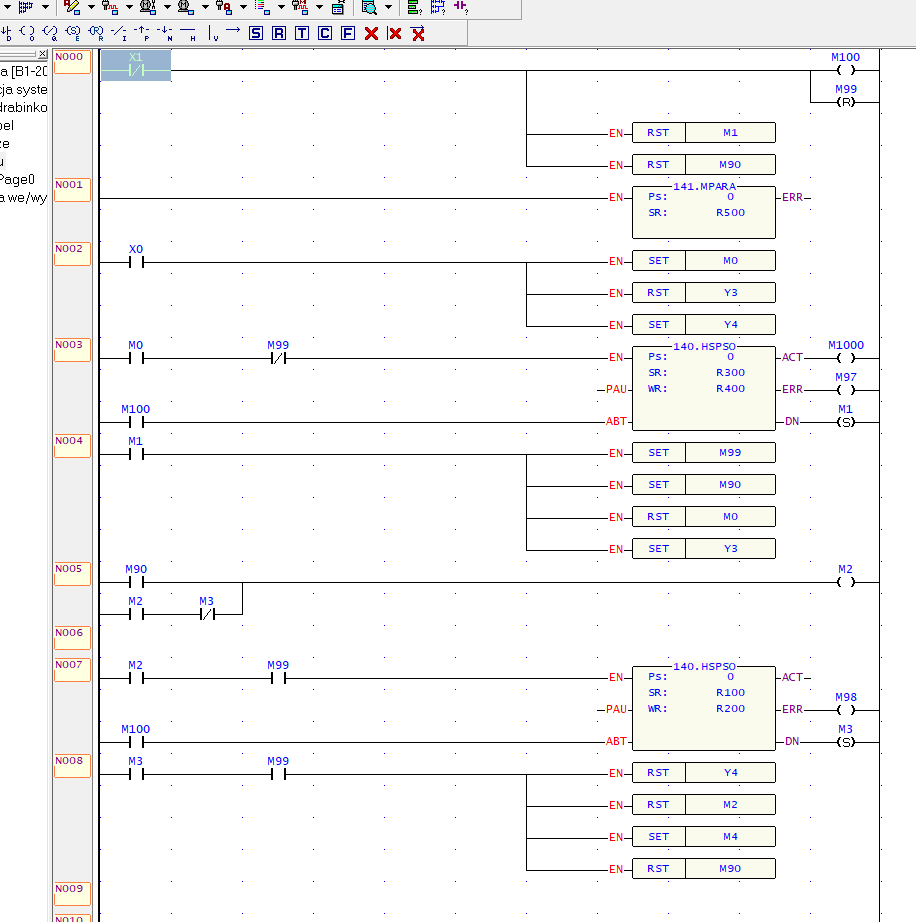
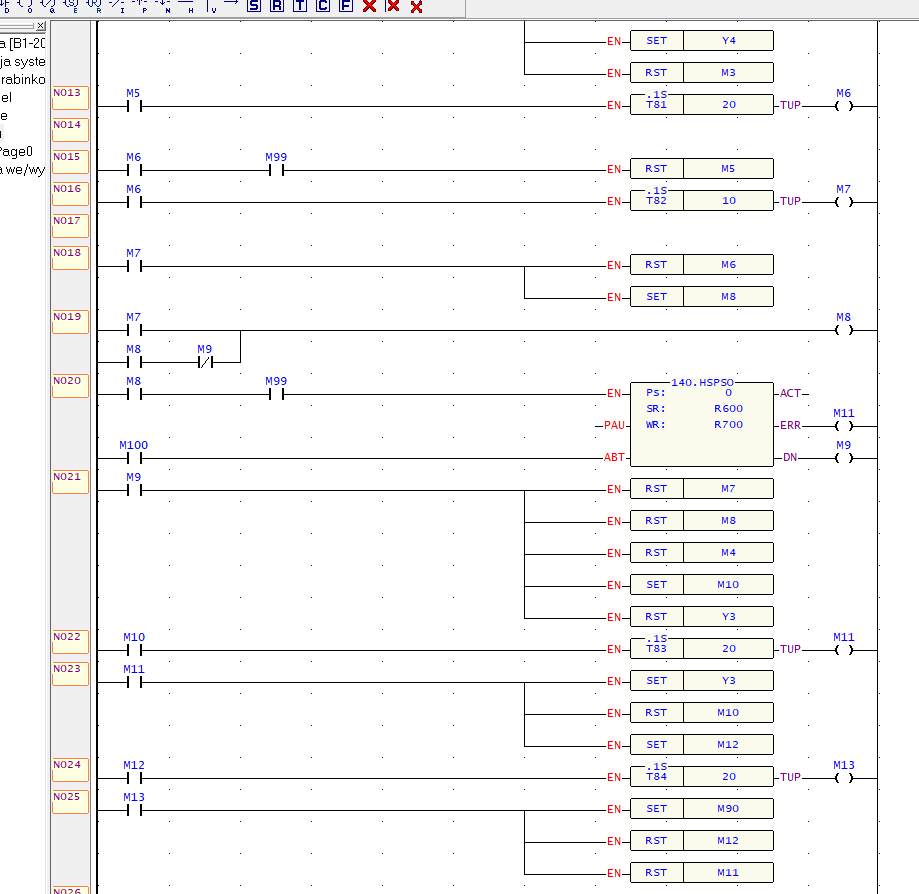
Niby coś tam mamy ale działa wszystko na raz zamiast elegancko :
1. wycofać suport.
2. zwolnić dolny siłownik prowadnicy
3. zacisnąć detal
4. dojechać suportem do freza
5. frezować
6. wycofać suport nad otwór wylotowy
7. zwolnić zacisk detalu
8. wycofać suport
i od nowa.
w tzw. międzyczasie zamknąć dolny siłownik prowadnicy, otworzyć górny i po opadnięciu detalu go zamknąć
Oczywiście między operacjami potrzebne zatrzymania na określony czas.
To co mamy :
-
allegro8228
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 103
- Rejestracja: 01 wrz 2007, 08:47
- Lokalizacja: Białystok
Re: Serwonaped a PLC
Witam, żeby zrobić takie sterowanie wg. mnie potrzeba tylko dwóch rzeczy, bldc + dedykowany wzmacniacz, daruj sobie tego krokowca i rozejrzyj się za bldc
Dodane 7 minuty 16 sekundy:
Odnośnie programu to sprawdź czy w Fateku jest programowanie w SFC, podziel cały program na cykle pracy, tzn. 1 krok sprawdzenie, 2 krok przycisk start, 3 cewka on/off itd. podziel go sobie na kroki/sekwencje tak jakbyś rysował grafa, pamiętając o sprawdzaniu styków typu safety/czujnik cisnienia powietrza itp.
Dodane 6 minuty 25 sekundy:
I podawaj bitowo
krok 01 - safety on + presostat on + styk sterowanie auto on ->
krok 02 -> sprawdź to co w krok 01 + przycisk "Start" -> krok 03
krok 03 -> sprawdź krok 01 + cewka 1 on + cewka 2 on + czujnik 01 ON -> krok 04
krok 04 -> itd.......... -> krok 05
Zapętlenie do Auto
krok 05 -> krok 02
Tak możesz realizować i 1000 kroków do tego pauzy itp. itd.
Dodane 7 minuty 16 sekundy:
Odnośnie programu to sprawdź czy w Fateku jest programowanie w SFC, podziel cały program na cykle pracy, tzn. 1 krok sprawdzenie, 2 krok przycisk start, 3 cewka on/off itd. podziel go sobie na kroki/sekwencje tak jakbyś rysował grafa, pamiętając o sprawdzaniu styków typu safety/czujnik cisnienia powietrza itp.
Dodane 6 minuty 25 sekundy:
I podawaj bitowo
krok 01 - safety on + presostat on + styk sterowanie auto on ->
krok 02 -> sprawdź to co w krok 01 + przycisk "Start" -> krok 03
krok 03 -> sprawdź krok 01 + cewka 1 on + cewka 2 on + czujnik 01 ON -> krok 04
krok 04 -> itd.......... -> krok 05
Zapętlenie do Auto
krok 05 -> krok 02
Tak możesz realizować i 1000 kroków do tego pauzy itp. itd.
-
Daniu
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 13
- Posty: 803
- Rejestracja: 01 lip 2013, 00:27
- Lokalizacja: Krk
Re: Serwonaped a PLC
Co „rusza” supportem? Krokowiec? I jak jest realizowane frezowanie?
Co ma do tego krokowiec? Bldc tez trzeba jakoś sterować.allegro8228 pisze: ↑06 sie 2020, 13:29Witam, żeby zrobić takie sterowanie wg. mnie potrzeba tylko dwóch rzeczy, bldc + dedykowany wzmacniacz, daruj sobie tego krokowca i rozejrzyj się za bldc
„Trudne czasy tworzą silnych ludzi, silni ludzie tworzą dobre czasy, dobre czasy tworzą słabych ludzi, a słabi ludzie tworzą trudne czasy”…






