




Witam,
zastanawiam się ostatnio w jaki sposób można jednoznacznie stwierdzić czy płytka tokarska nadaje się jeszcze do użytku czy nie. W zakładzie w którym pracuje co operator to inna bajka. Jedni twierdzą że płytka to już śmietnik, drugi na tej płytce potrafi zrobić jeszcze kilkadziesiąt sztuk. Efektem jest marnotrawienie $. Szukam jakiegoś sposobu na stworzenie jednego wiarygodnego medium które będzie ciężko podważyć. Myślałem nad jakimś mikroskopem lub preseterem na którym dało by się stwierdzić wskaźnik stępienia wg. PN-83/M-58350 (teraz już chyba zastąpiona inną normą - źródło - www.ein.org.pl/sites/default/files/2004-04-14.pdf). Można by przeprowadzić jeszcze testy wydajnościowe ale to metoda zajmującą dużo czasu i $ (chodzi o materiał jaki trzeba by toczyć tylko dla wióra). Jak jest u kolegów w zakładach? Jakieś zakładowe normy a może właśnie mikroskop?
Z góry dzięki za podzielenie się info.
Pozdrawiam
Zużycie płytek tokarskich
Metody badania zużycia


-
FTW
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 756
- Rejestracja: 16 gru 2016, 10:44
- Lokalizacja: śląsk
Re: Zużycie płytek tokarskich
Na studiach robiliśmy pomiary emisji akustycznej, przyklejało się czujnik na obrabiarkę i jak było zużyte narzędzie, które generowało drgania (niekoniecznie słyszalne dźwięki) to wskazania odpowiednio się zmieniały. Jak to wygląda w praktyce - nie wiem. Mówili nam, że można to wykorzystać do diagnostyki procesów skrawania.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Zużycie płytek tokarskich
Myślę, że optyczna ocena stanu płytki poprzez mikroskopowy porównawczy bądź skalowany pomiar wskaźników zużycia bezpośredniego: starcia powierzchni przyłożenia VBB, VBN, VBC,
oraz KB, KF - choć w mniejszym stopniu wpływają one na wydajność płytki niż te pierwsze,
(KT ciężko byłoby zmierzyć mikroskopem)
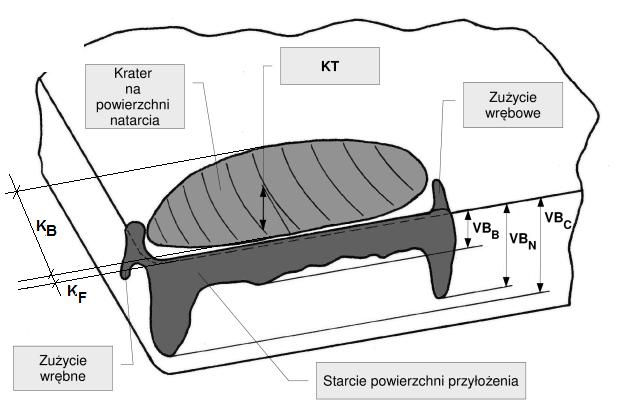
• VBB – szerokość starcia na powierzchni przyłożenia w strefie środkowej,
• VBC – szerokość starcia na powierzchni przyłożenia w rejonie naroża,
• VBN – wyżłobienie,
• KT – głębokość żłobka mierzona w najgłębszym miejscu prostopadle do powierzchni natarcia,
• KF – położenie żłobka, mierzone jako odległość jego brzegu od pierwotnego położenia krawędzi skrawającej,
• KB – szerokość żłobka, mierzoną jako odległość jego dalszego brzegu od pierwotnego położenia krawędzi skrawającej.
byłaby chyba najszybsza i najłatwiejsza dla operatora czy narzędziowca w warunkach warsztatowych. Wystarczyłby sprzężony z np laptopem mikroskop cyfrowy usb
oraz KB, KF - choć w mniejszym stopniu wpływają one na wydajność płytki niż te pierwsze,
(KT ciężko byłoby zmierzyć mikroskopem)
• VBB – szerokość starcia na powierzchni przyłożenia w strefie środkowej,
• VBC – szerokość starcia na powierzchni przyłożenia w rejonie naroża,
• VBN – wyżłobienie,
• KT – głębokość żłobka mierzona w najgłębszym miejscu prostopadle do powierzchni natarcia,
• KF – położenie żłobka, mierzone jako odległość jego brzegu od pierwotnego położenia krawędzi skrawającej,
• KB – szerokość żłobka, mierzoną jako odległość jego dalszego brzegu od pierwotnego położenia krawędzi skrawającej.
byłaby chyba najszybsza i najłatwiejsza dla operatora czy narzędziowca w warunkach warsztatowych. Wystarczyłby sprzężony z np laptopem mikroskop cyfrowy usb
pozdrawiam,
Roman
Roman
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: Zużycie płytek tokarskich
tu jest dylemat bo praca na "jeszcze dobrej płytce" może przyspieszać zużycie maszyny - i mimo że detal wychodzi to maszyna się niszczy z racji większych oporów i drgań. Tylko jak to ocenić co się bardziej opłaca i o ile przyspieszy zużycie praca na tępych narzędziach.MarLip pisze:Jedni twierdzą że płytka to już śmietnik, drugi na tej płytce potrafi zrobić jeszcze kilkadziesiąt sztuk.
myślę że oceny/porównania można dokonać i bez mikroskopu - wykonujemy próbki na danej płytce i wyjmujemy oglądamy płytkę i detal. Biorąc pod uwagę co napisałem wyżej osoba decyzyjna podejmuje decyzje czy mimo widocznych uszkodzeń płytki detal jest akceptowalny. Odkłammy płytkę z oznaczenie "jeszcze dobra" jedziemy kolejną serię detalu i zużywamy płytkę bardziej aż nie uznamy że już do wymiany i ja odkasłamy jako wzór "do wymiany" lub "tylko do obr. zgrubnej". dziki temu operator może mieć kilka punktów odniesienia.
Różne płytki się różnie wizualnie zużywają wiec pewnie trzeba by brać pod uwagę wzorniki dla każdej stosowanej.
Na jakimś szkoleniu nie wiem gdzie to wodziłem to pyłki które przedstawiciel uznawał za już zużyte to ja jeszcze bym prze całą szychtę używał. Więc niem co się dziwić tym co szybko wymieniają - traki ich wyszkolono
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
abcdef
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 367
- Rejestracja: 11 mar 2018, 10:39
Re: Zużycie płytek tokarskich
oczy + paznokieć. Zgrubem lecisz aż już będą duże wykruszenia(iskry) a wykańczak w zależności od wychodzącej powierzchni. Mikroskop? xd Porobisz to z czasem ogarniesz o co kaman.




Ostatnio zmieniony 04 sty 2020, 20:59 przez abcdef, łącznie zmieniany 1 raz.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 17188
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Zużycie płytek tokarskich
No to, zgodnie z tryndem, pisać apkę na komuręRomanJ4 pisze: ↑04 sty 2020, 19:30
• VBB – szerokość starcia na powierzchni przyłożenia w strefie środkowej,
• VBC – szerokość starcia na powierzchni przyłożenia w rejonie naroża,
• VBN – wyżłobienie,
• KT – głębokość żłobka mierzona w najgłębszym miejscu prostopadle do powierzchni natarcia,
• KF – położenie żłobka, mierzone jako odległość jego brzegu od pierwotnego położenia krawędzi skrawającej,
• KB – szerokość żłobka, mierzoną jako odległość jego dalszego brzegu od pierwotnego położenia krawędzi skrawającej.
-
 marchru
marchru
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 647
- Rejestracja: 22 paź 2008, 15:09
- Lokalizacja: Dolina Lotnicza
Re: Zużycie płytek tokarskich
tak jak abcdef napisł - organoleptycznie.
Nie znam firmy typowo produkcyjnej, która badałaby płytki pod mikroskopem. To raczej domena branży typowo narzędziowej lub automotive, gdzie termin zmiany płytki wylicza się czasowo.
Do wyłapania oznak zużycia dodałbym obserwację wiórów i obciążenie z pulpitu.
Nie znam firmy typowo produkcyjnej, która badałaby płytki pod mikroskopem. To raczej domena branży typowo narzędziowej lub automotive, gdzie termin zmiany płytki wylicza się czasowo.
Do wyłapania oznak zużycia dodałbym obserwację wiórów i obciążenie z pulpitu.
"Technologia rozwiązuje problemy, nie politycy"
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Zużycie płytek tokarskich
Myślę, że optyczna ocena stanu płytki poprzez mikroskopowy porównawczy bądź skalowany pomiar wskaźników zużycia bezpośredniego: starcia powierzchni przyłożenia VBB, VBN, VBC,
oraz KB, KF - choć w mniejszym stopniu wpływają one na wydajność płytki niż te pierwsze,
(KT ciężko byłoby zmierzyć mikroskopem)
• VBB – szerokość starcia na powierzchni przyłożenia w strefie środkowej,
• VBC – szerokość starcia na powierzchni przyłożenia w rejonie naroża,
• VBN – wyżłobienie,
• KT – głębokość żłobka mierzona w najgłębszym miejscu prostopadle do powierzchni natarcia,
• KF – położenie żłobka, mierzone jako odległość jego brzegu od pierwotnego położenia krawędzi skrawającej,
• KB – szerokość żłobka, mierzoną jako odległość jego dalszego brzegu od pierwotnego położenia krawędzi skrawającej.
byłaby chyba najszybsza i najłatwiejsza dla operatora czy narzędziowca w warunkach warsztatowych.
...uzupełnienie...
Wystarczyłby sprzężony z np laptopem mikroskop cyfrowy usb z oprogramowaniem pomiarowym (skalowanym w postaci odczytu milimetrycznego) np
https://deltaoptical.pl/mikroskop-cyfro ... gImx_D_BwE
http://sklep.eltech.com.pl/kamera-mikro ... 832,212977
(ostrzenie-narzedzi-t65321-10.html suwmiarka-elektroniczna-t88183-50.html)
(przykład pomiaru długości krawędzi i promieni płytek SPKM oprogramowaniem skalowanym mikroskopu delta-optical-smart-5mp-pro)
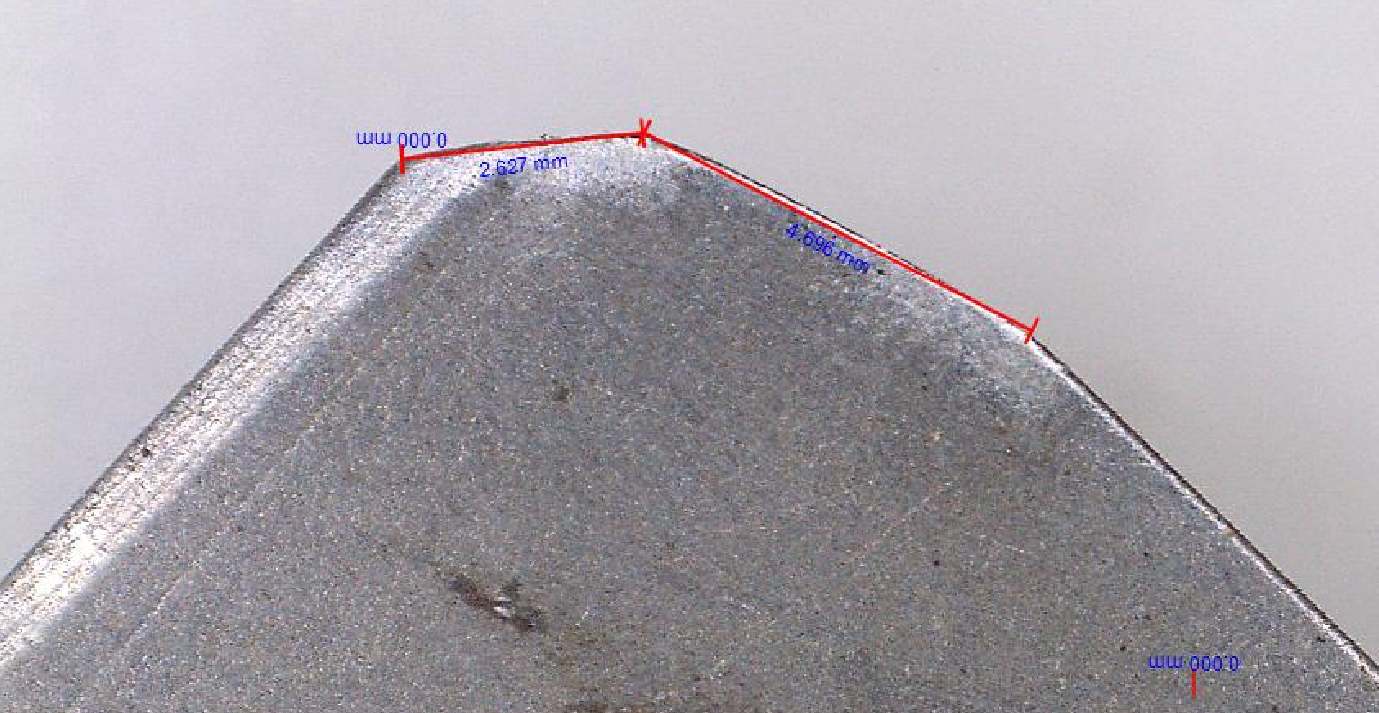

bądź porównawczym, gdzie obraz z mikroskopu nakładał by się na graficzne znaki maksymalnego zużycia,
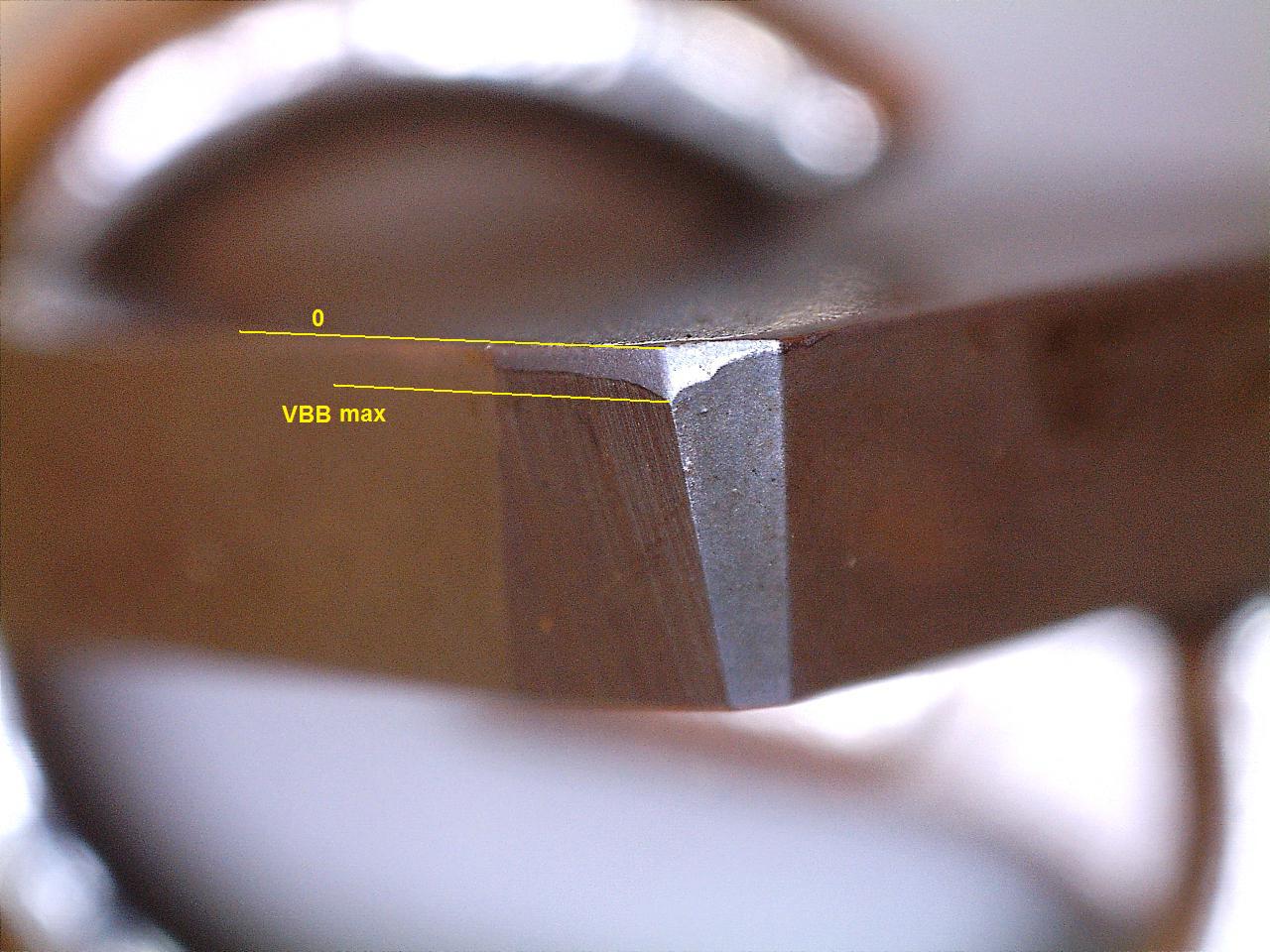
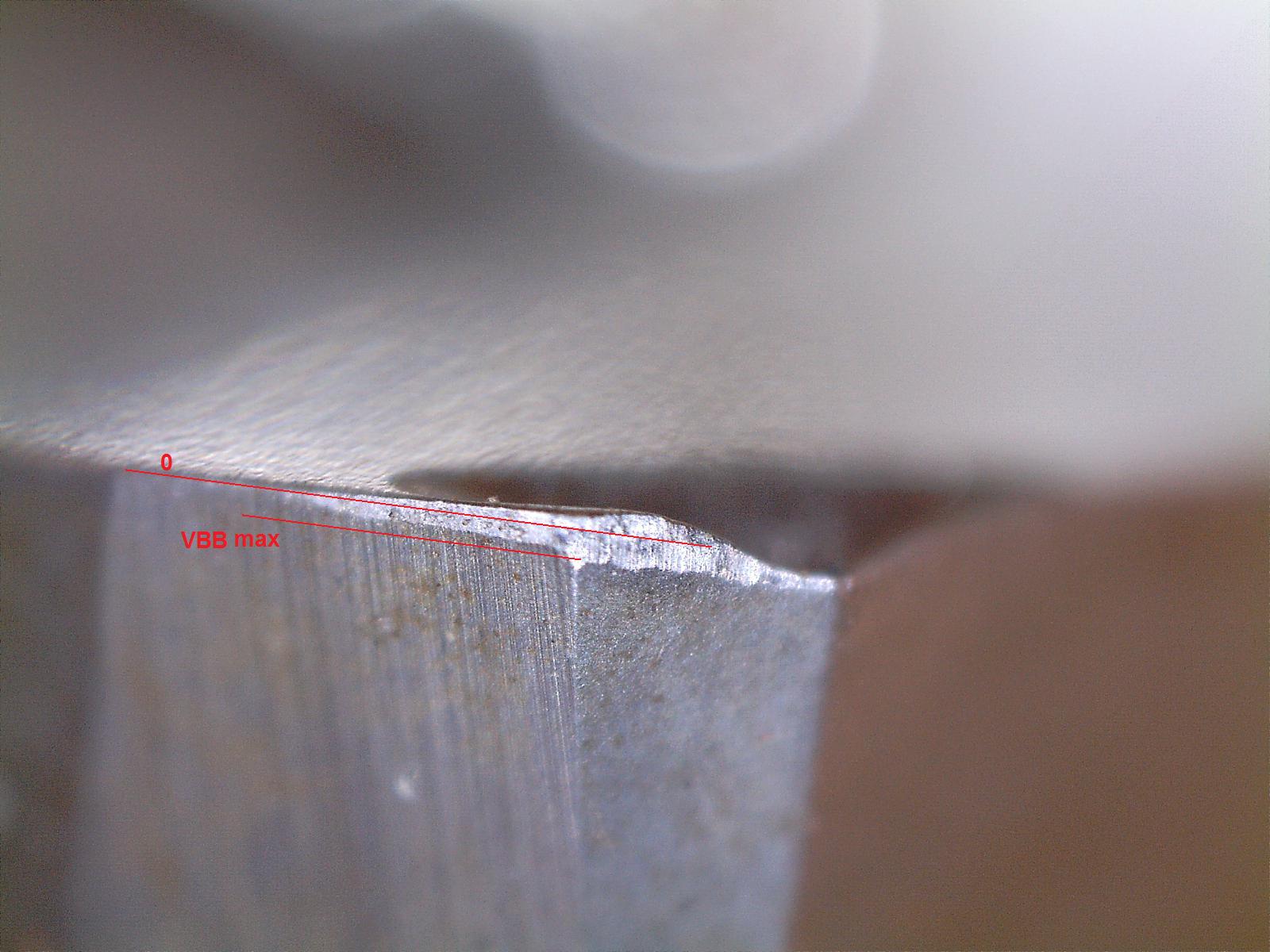
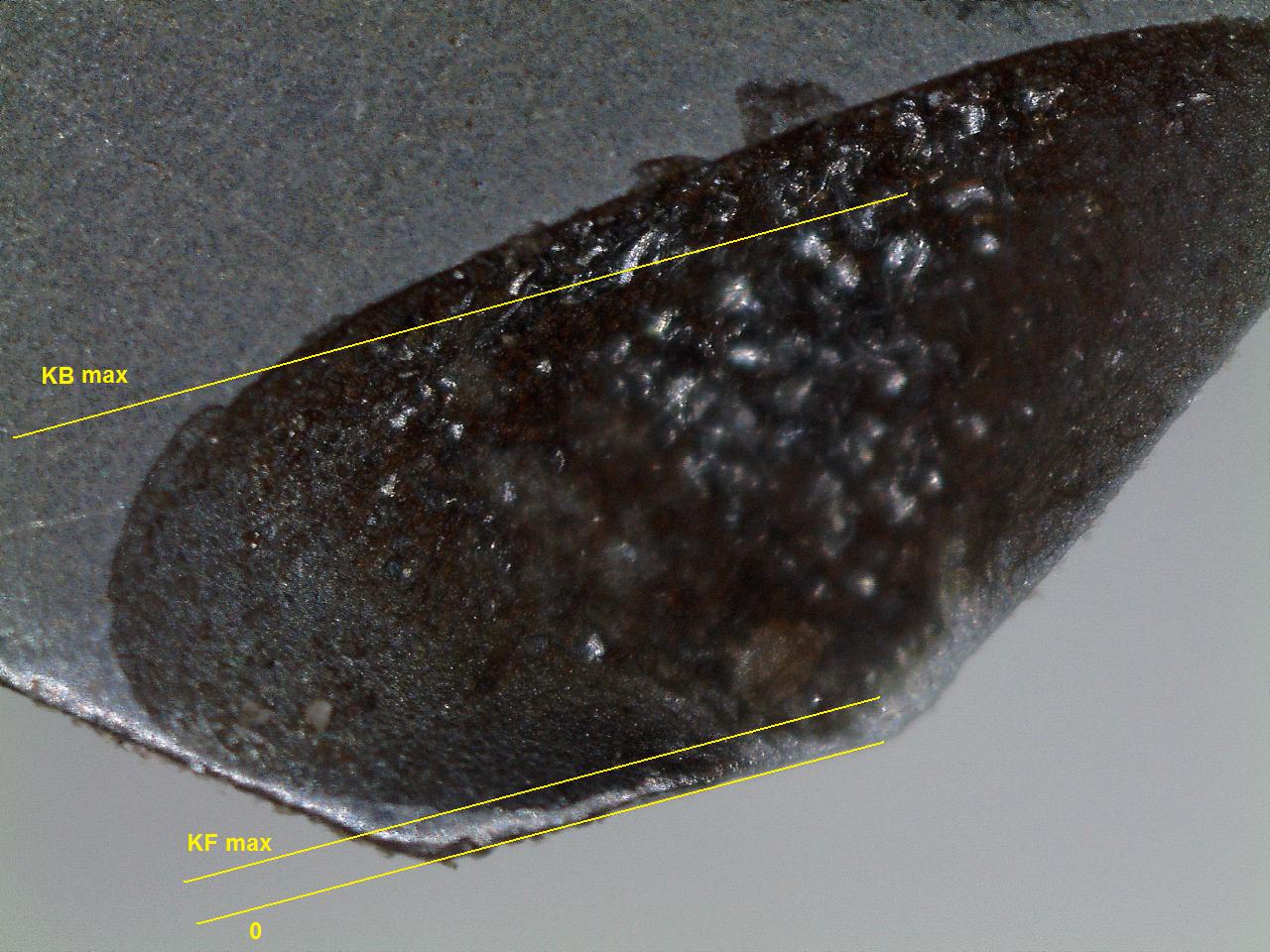
(zdjęcia te, płytek frezerskich SPKM zrobiłem swoim mikroskopem delta-optical-smart-5mp-pro w innym celu, oczywiście znaki są naniesione teraz tylko dla potrzeb zobrazowania tego pomysłu)
Płytki musiały by być wstawiane pod skalibrowany mikroskop w dedykowaną podstawkę by pozycje do pomiaru była niezmiennie jednakowe dla wszystkich płytek danego rodzaju.
Zapewne trzeba by samemu stworzyć taką bazę danych grafik porównawczych/tabel do skalowanego pomiaru milimetrycznego dla danego typu/wielkości płytek, bo "gotowce" chyba nie istnieją, przynajmniej na takie się nie natknąłem..
 Byłem niegdyś mistrzem zmianowym na dziale obróbki skrawaniem kooperanta dla FPS Tczew..
Byłem niegdyś mistrzem zmianowym na dziale obróbki skrawaniem kooperanta dla FPS Tczew..
oraz KB, KF - choć w mniejszym stopniu wpływają one na wydajność płytki niż te pierwsze,
(KT ciężko byłoby zmierzyć mikroskopem)
• VBB – szerokość starcia na powierzchni przyłożenia w strefie środkowej,
• VBC – szerokość starcia na powierzchni przyłożenia w rejonie naroża,
• VBN – wyżłobienie,
• KT – głębokość żłobka mierzona w najgłębszym miejscu prostopadle do powierzchni natarcia,
• KF – położenie żłobka, mierzone jako odległość jego brzegu od pierwotnego położenia krawędzi skrawającej,
• KB – szerokość żłobka, mierzoną jako odległość jego dalszego brzegu od pierwotnego położenia krawędzi skrawającej.
byłaby chyba najszybsza i najłatwiejsza dla operatora czy narzędziowca w warunkach warsztatowych.
...uzupełnienie...
Wystarczyłby sprzężony z np laptopem mikroskop cyfrowy usb z oprogramowaniem pomiarowym (skalowanym w postaci odczytu milimetrycznego) np
https://deltaoptical.pl/mikroskop-cyfro ... gImx_D_BwE
http://sklep.eltech.com.pl/kamera-mikro ... 832,212977
(ostrzenie-narzedzi-t65321-10.html suwmiarka-elektroniczna-t88183-50.html)
(przykład pomiaru długości krawędzi i promieni płytek SPKM oprogramowaniem skalowanym mikroskopu delta-optical-smart-5mp-pro)
bądź porównawczym, gdzie obraz z mikroskopu nakładał by się na graficzne znaki maksymalnego zużycia,
(zdjęcia te, płytek frezerskich SPKM zrobiłem swoim mikroskopem delta-optical-smart-5mp-pro w innym celu, oczywiście znaki są naniesione teraz tylko dla potrzeb zobrazowania tego pomysłu)
Płytki musiały by być wstawiane pod skalibrowany mikroskop w dedykowaną podstawkę by pozycje do pomiaru była niezmiennie jednakowe dla wszystkich płytek danego rodzaju.
Zapewne trzeba by samemu stworzyć taką bazę danych grafik porównawczych/tabel do skalowanego pomiaru milimetrycznego dla danego typu/wielkości płytek, bo "gotowce" chyba nie istnieją, przynajmniej na takie się nie natknąłem..
Nie, nie jestem.
pozdrawiam,
Roman
Roman
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Zużycie płytek tokarskich
Jak byłem młody , mało doświadczony i miałem dobry słuch , to na Haas robiłem tak:
Jeśli robiłem jakąś obróbkę seryjną i pracowałem z podobnymi parametrami to w ekranie "obciążenie wrzeciona" w Current commands ustawiałem sobie limit obciążenia na podstawie pierwszego detalu (dodając do obciążenia na nowych płytkach 2-5%).
W settingu 84 ustawiłem "beep" (maszyna zaczęła pikać jak przekroczyła obciążenie i wtedy wymieniałem płytki).
...... , z czasem jak jestem starszy , bardziej doświadczony i z lekka przygłuchawy , to sprawdzam płytki tylko na słuch , bez pomocy wyżej wspomnianej.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






