




Czy jest szansa na to aby program przyjmował kody pisane parametrycznie? Rozwiązaniem mogłoby też być makro które przerabiało by kod parametryczny na kod zjadliwy dla Piko.
Mam kilka maszyn w których chętnie zrezygnował bym z macha na rzecz piko jednak specyfika pracy nie pozwala mi zrezygnować z kodów opisanych na wzorach.
Poniżej przykład. Patrzyłem w makra które są możliwe... jednak mając sporo takich bibliotek jak poniżej można bardzo szybko tworzyć bardzo duże i skomplikowane kody na zasadzie ctrl+c/v które można na bieżąco poprawiać w zakresie np tolerancji czy błędów zmierzonych na detalu. Kod napisany dla Macha3
Pozdrawiam
FDSA
;Wymiar X
#100 = [150 + 0.02]
;Wymiar Y
#101 = [140 + 0.03]
;Promień zaokrąglenia R1
#102 = 20.01
;Promień zaokrąglenia R2
#108 = 20
;Wysokość bezpieczna
#103 = 5
;Wysokość frezowania
#104 = -0.50
;Prędkość frezowania
#105 = 720
;Prędkość zagłębiania
#106 = 200
;Średnica freza
#107 = 4
;PRZELICZENIA
;PROMIEN FREZA
#110 = [ #107 / 2 ]
;SUMA PROMIENI OKRĘGÓW
#111 = [[ 2 * #102 ] + #108 ]
;X1
#120 = [[ #100 / 2 ] - #110 ]
;Y1
#121 = [[ #101 / 2 ] - #111 ]
;X2
#122 = [[ #100 / 2 ] - #102 ]
;Y2
#123 = [[ #101 / 2 ] - [ #102 + #108 + #110 ] ]
;X3
#124 = [[ #100 / 2 ] - [ #102 + #108 + #110 ] ]
;Y3
#125 = [[ #101 / 2 ] - #102 ]
;X4
#126 = [[ #100 / 2 ] - #111 ]
;Y4
#127 = [[ #101 / 2 ] - #110 ]
;1 G01 X[ 0 + #120] Y[0 + #121]
;2 G01 X[ 0 + #122] Y[0 + #123]
;3 G01 X[ 0 + #124] Y[0 + #125]
;4 G01 X[ 0 + #126] Y[0 + #127]
;PROGRAM
G00 Z#103
G00 X[ 0 - #126] Y[0 + #127]
G94 F#106
G01 Z#104
G94 F#105
G03 X[ 0 - #124] Y[0 + #125] R[ #102 - #110]
G02 X[ 0 - #122] Y[0 + #123] R[ #108 + #110]
G03 X[ 0 - #120] Y[0 + #121] R[ #102 - #110]
G01 X[ 0 - #120] Y[0 - #121]
G03 X[ 0 - #122] Y[0 - #123] R[ #102 - #110]
G02 X[ 0 - #124] Y[0 - #125] R[ #108 + #110]
G03 X[ 0 - #126] Y[0 - #127] R[ #102 - #110]
G01 X[ 0 + #126] Y[0 - #127]
G03 X[ 0 + #124] Y[0 - #125] R[ #102 - #110]
G02 X[ 0 + #122] Y[0 - #123] R[ #108 + #110]
G03 X[ 0 + #120] Y[0 - #121] R[ #102 - #110]
G01 X[ 0 + #120] Y[0 + #121]
G03 X[ 0 + #122] Y[0 + #123] R[ #102 - #110]
G02 X[ 0 + #124] Y[0 + #125] R[ #108 + #110]
G03 X[ 0 + #126] Y[0 + #127] R[ #102 - #110]
G01 X[ 0 - #126] Y[0 + #127]
G00 Z#103
M30
WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu


-
 cosimo
cosimo
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 59
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
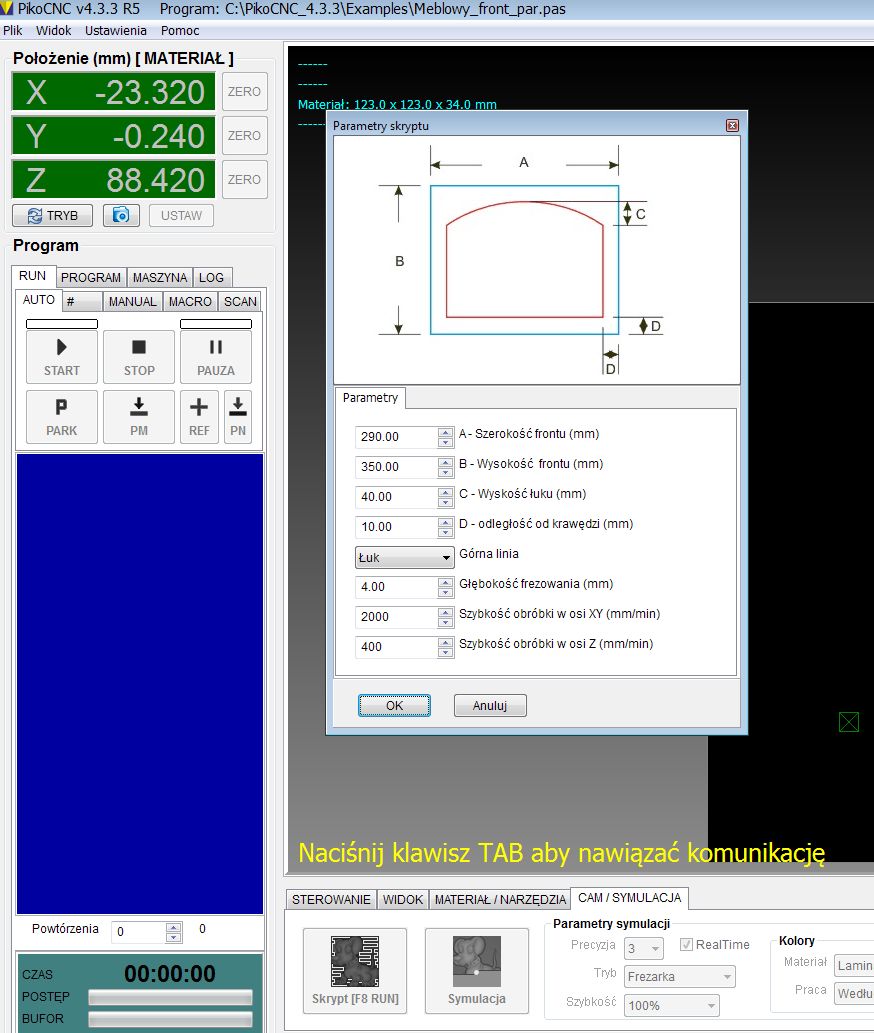
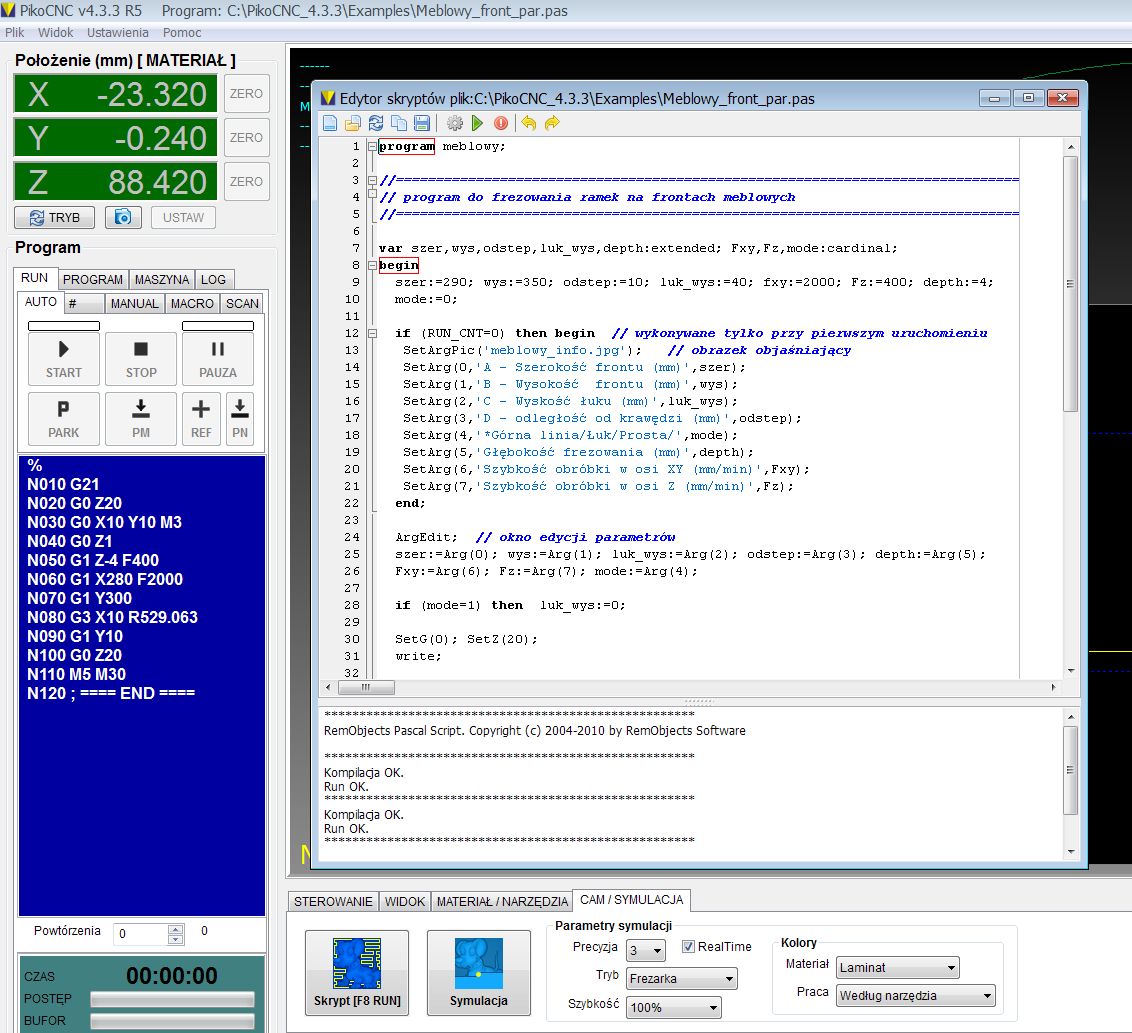
Do tego w piko służą skrypty. W folderze instalacyjnym piko jest folder examples, gdzie można znaleźć kilka przykładów (w filtrze wybieraczki trzeba ustawić "skrypt"). W edytor skryptów wchodzimy tym samym przyciskiem co do CAM-a. Natomiast aby uruchomić skrypt klawiszem F8. Skrypty opisane są w dokumencie o g-kodzie. Niektóre przykłady skryptów generują gotowy g-kod, a niektóre tylko zarys geometrii, który później można wyeksportować do cam-a (w menu na liście g-kod "eksportuj do cam").Czy jest szansa na to aby program przyjmował kody pisane parametrycznie? Rozwiązaniem mogłoby też być makro które przerabiało by kod parametryczny na kod zjadliwy dla Piko.
-
bartekn86
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 136
- Posty: 468
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Czy jest jakakolwiek szansa ze pojawią się obudowy do piko celem prostego montażu na szynie TS ?
-
bartekn86
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 136
- Posty: 468
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Tak się zastanawiam.. falownik ma 0-10 (czy tam 4-20ma) analog output, a piko 0-10 (czy tam 4-20ma) input do lasera itp.
Czy wydaje wam się sensowne dorobienie w piko "wskaźnika" obciążenia wrzeciona ? teraz trzeba to robić z wyświetlacza invertera.. w zasadzie patrząc na jego prąd...a po dodaniu takiej funkcji, mozna by coś poustawiać by dostać obciążenie w jakiejś skali, (procentach?)
Dodane 48 minuty 29 sekundy:
procentowo, ewentualnie jakiś "słupek" jak w dużych maszynach...
Czy wydaje wam się sensowne dorobienie w piko "wskaźnika" obciążenia wrzeciona ? teraz trzeba to robić z wyświetlacza invertera.. w zasadzie patrząc na jego prąd...a po dodaniu takiej funkcji, mozna by coś poustawiać by dostać obciążenie w jakiejś skali, (procentach?)
Dodane 48 minuty 29 sekundy:
procentowo, ewentualnie jakiś "słupek" jak w dużych maszynach...
-
RobWan
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 149
- Posty: 1620
- Rejestracja: 17 paź 2004, 20:49
- Lokalizacja: Swarzędz
- Kontakt:
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
bartekn86 pisze: mozna by coś poustawiać by dostać obciążenie w jakiejś skali,
Idąc dalej to powiązać z F.
Ale raczej z EStop. Tylko to w zasadzie ma już falownik.
Robert
-
bartekn86
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 136
- Posty: 468
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
co znaczy powiązać z F ? Wydaje mi się że szybkość skrawania musi być stała.
Zbudowałeś jakąś swoją maszynę ?
Zbudowałeś jakąś swoją maszynę ?
-
RobWan
- ELITA FORUM (min. 1000)
- Posty w temacie: 149
- Posty: 1620
- Rejestracja: 17 paź 2004, 20:49
- Lokalizacja: Swarzędz
- Kontakt:
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
bartekn86 pisze:co znaczy powiązać z F ? Wydaje mi się że szybkość skrawania musi być stała.
Nie widziałeś emotikona?
Ale z drugiej strony F przy zwiększonym obciążeniu można zmniejszyć.
bartekn86 pisze:Zbudowałeś jakąś swoją maszynę ?
Tak.
Robert
-
bartekn86
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 136
- Posty: 468
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
A mi się wydaje ze żeby wszystko ładnie wyszło to się ustawia na początku tak jak ma być.. i ma do końca mielić materiał tak samo.
-
bartekn86
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 136
- Posty: 468
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
cosimo, myślałem o tym co mi powiedziałeś... zwykły voltomierz na falownik i bym miał w tablicy co robi wrzeciono.....z tym ze tutaj musiał bym dorabiać jakąś stykologię zeby zatrzymało mi maszynę jak narzędzie będzie tępe .. a tak by to mógł sam sterownik to obrabiać... dać jakiś warunek zatrzymania obróbki względem obciążenia ... nie trzeba by liczyć czasu pracy każdego narzędzia..






