abyss pisze: ↑25 lut 2018, 20:34
LTofik, jak wyrysujesz duży prostokąt (np. 59x39 cm dla lasera 60x40) i zmierzysz przekątne to jak dużą masz różnicę? U mnie dla maszyny 70x50 różnica między przekątnymi jest niemal niemierzalna - rzędu mniej niż 0.1mm (mierzone linią stalową z podziałką 0.5mm - nie widać żadnej różnicy w długości, grubość skali noniusza "kończy" się właściwie identycznie).
Aktualnie "z grubsza" ustawiłem kąt prosty pomiędzy szynami przy użyciu kątownika stalowego o ramionach 600 na 400mm, zakontrowałem śrubki na zębatkach. Wyciąłem największy prostokąt jaki mogłem na posiadanym aktualnie materiale czyli: 690 na 495 mm. Zmierzyłem przekątne różnica pomiędzy ich długością wynosi 1mm.
No i tu pojawia się problem - jak doregulować ten 1mm - obracając zębatką ale o jaki kąt - na oko na pewno nie.
Jedyne co mi przychodzi do głowy to:
Dojechanie głowicą maksymalnie w lewo i zasłonić ostatnie lustro (te na głowicy). Wypalić lekko plamkę na przesłonie, następnie przejechać głowicą maksymalnie do prawej strony i wypalać kolejne plamki regulując minimalnie obrót zębatką aż dojdę do momentu w którym plamki pokryją się identycznie - następnie zablokować i gotowe?
Cinematic2 - czy możesz na spokojnie i bez sarkazmu podać tezy dla czego kwadrat jest lepszy niż prostokąt jeśli chodzi o porównywanie geometrii? (wszak kwadrat to też prostokąt). Nie twierdzę, że tak nie jest tylko chcę zrozumieć dlaczego.
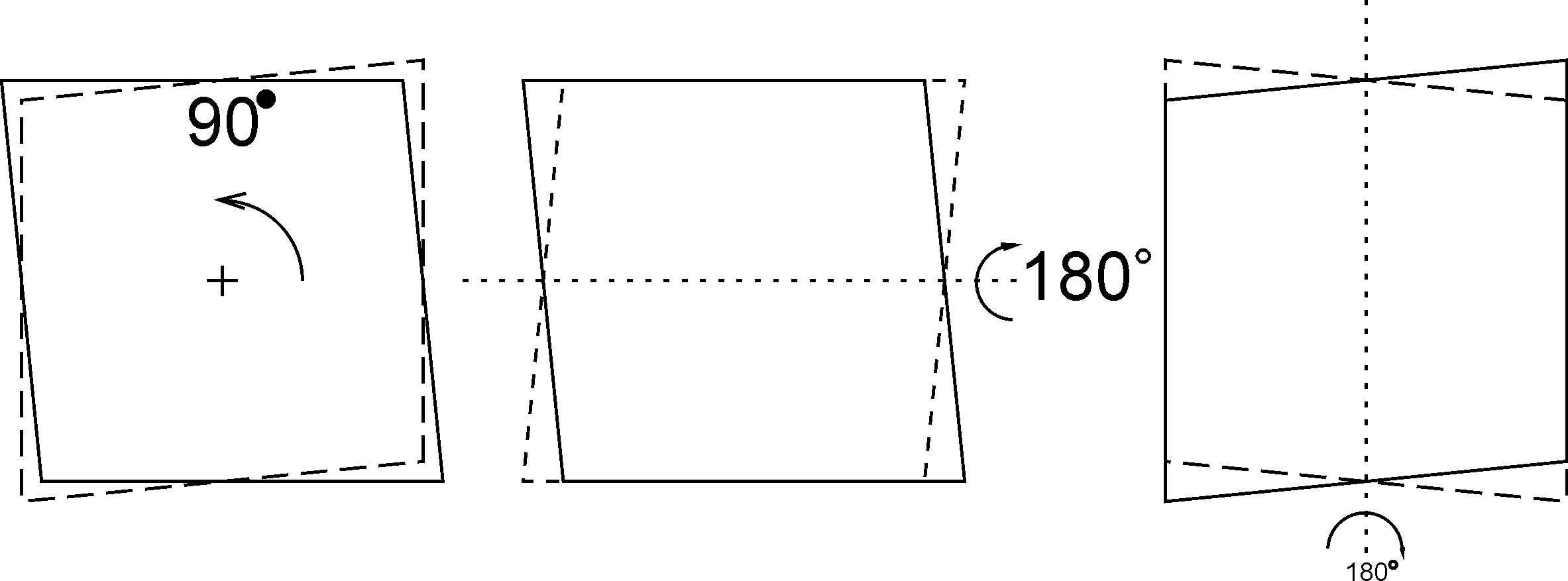
PS. Robiłem też tak że wyciąłem kwadrat 100mm na 100mm następnie wyjąłem go i odwróciłem o 180 stoni i włożyłem w ramkę która powstała przy jego wycinaniu - wchodzi chociaż lekko się blokuje.
IMO taka metoda jest mniej dokładna od przykładania wyciętych 2 takich samych kwadratów z czego jeden obracany o 180 stopni - chociaż z racji grubości szczeliny po cięciu.
W przypadku metody o której ja piszę jest chyba bardziej dokładnie, bo jeśli spasujemy dolną krawędź a na górze kwadraty nam się nie pokryją i powstanie szczelina rzędu 0,5mm to w rzeczywistości błąd będzie jeszcze mniejszy bo należy podzielić go przez 2 aby uzyskać wartość odchyłki od pionu.
Abstrahując od tego jaką posiadam maszynę oraz kto i jak ją wykonywał bardzo mnie intryguje jak robi się to w naprawdę precyzyjnych maszynach tnących laserem.




")


")
")
")







