



Haas Gwinty G76
-
mryellow
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 5
- Posty: 134
- Rejestracja: 01 lip 2017, 14:41
- Lokalizacja: KATOWICE
Re: Haas Gwinty G76
czemu G92 jest lepszy? Trzeba w nim rozpisywać kolejne malejące średnice co nie trzeba już przy G76. Jak rozpisujesz malejące średnice? Na oko(doświadzczenie)? xd Czy masz jakiś algorytm?
Tagi:
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 26
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Haas Gwinty G76
Kwestia gustu ......
Spróbuj jeden , drugi cykl i zobaczysz , który tobie bardziej leży.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
mryellow
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 134
- Rejestracja: 01 lip 2017, 14:41
- Lokalizacja: KATOWICE
Re: Haas Gwinty G76
kompensacji ostrza narzędzia nie trzeba włączać podczas gwintowania podłużnego? Jeszcze chciałbym się upewnić czy to dobrze rozumiem:
np. T101 - spowoduje ustawienie na głowicy rewolwerowej narzędzia nr 1 i pobranie wartości korekcyjnych(x i z) dla tego narzędzia z tablicy o wierszu nr 01.
G41 lub G42 - pobiera z tablicy aktywnego narzędzia promień narzędzia R i kwadrant pracy narzędzia(TIP)
Czyli na tej podstawie wnioskuję, że promień i kwadrant przy gwintowaniu nie ma znaczenia bo nie jest aktywna kompensacja? Czyli nie ma znaczenia co tam jest wpisane? Ustawiam tylko x i z dla płytki? Z x'sem nie ma problemu wystarczy przetoczyć troszkę pobocznicę walca i zmierzyć suwmiarką. A z'eta na oko się ustawia? xd
np. T101 - spowoduje ustawienie na głowicy rewolwerowej narzędzia nr 1 i pobranie wartości korekcyjnych(x i z) dla tego narzędzia z tablicy o wierszu nr 01.
G41 lub G42 - pobiera z tablicy aktywnego narzędzia promień narzędzia R i kwadrant pracy narzędzia(TIP)
Czyli na tej podstawie wnioskuję, że promień i kwadrant przy gwintowaniu nie ma znaczenia bo nie jest aktywna kompensacja? Czyli nie ma znaczenia co tam jest wpisane? Ustawiam tylko x i z dla płytki? Z x'sem nie ma problemu wystarczy przetoczyć troszkę pobocznicę walca i zmierzyć suwmiarką. A z'eta na oko się ustawia? xd
-
 ryby007
ryby007
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 6
- Posty: 462
- Rejestracja: 04 cze 2007, 18:49
- Lokalizacja: Mogilno
- Kontakt:
Re: Haas Gwinty G76
Kompensacja nie jest używana, zaś w osi Z trzeba dotknąć krawędzią płytki nie wierzchołkiem ostrza.
Inaczej można dzwona zrobić zaś gdzie jest wierzchołek to według katalogu producenta jest napisane odległość wierzchołka od krawędzi.
Inaczej można dzwona zrobić zaś gdzie jest wierzchołek to według katalogu producenta jest napisane odległość wierzchołka od krawędzi.
W-T-C ®
https://1drv.ms/f/s!AoMcp_0y4nYkb5WJ3UtJdxSjqTE?e=hoESQ2
https://1drv.ms/f/s!AoMcp_0y4nYkb5WJ3UtJdxSjqTE?e=hoESQ2
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 26
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: G76 TOKARKA
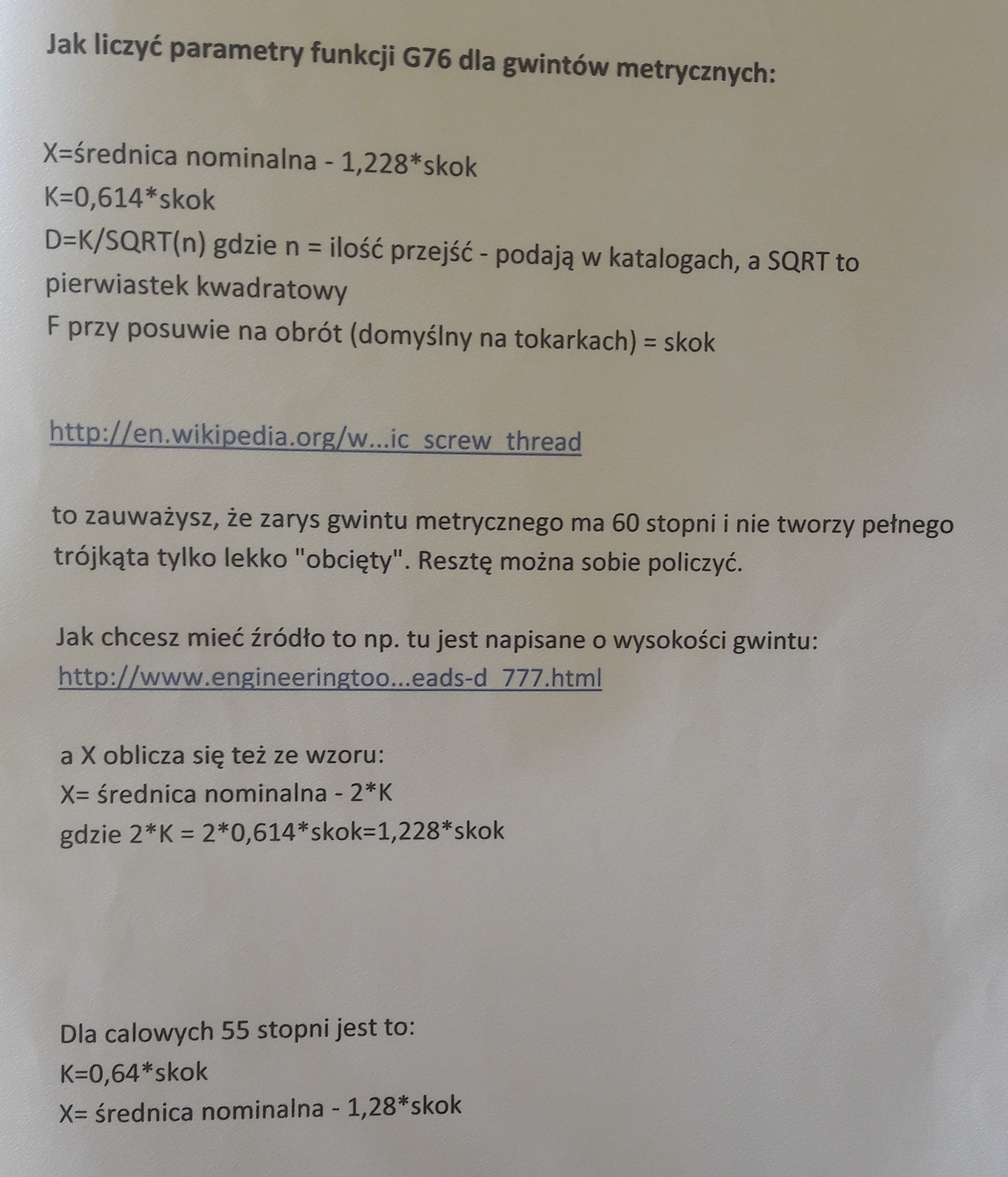
Znalazłem w swoim archiwum.mryellow pisze: ↑23 gru 2017, 23:41Witam, chciałbym utoczyć(?) gwint metryczny zewnętrzny M20x2. Składnia w moje instrukcji jest jednowierszowa i dziwnie uboga z jednym przykładem na którym się wzorowałem. Nie jestem pewny tej składni i wartości które podstawiłem. Jakby się komuś chciało na to popatrzeć to będę zobowiązany.
.
.
G00 X20. Z3.(wałek fi 20 i 3mm przed czołem)
G76 X17.546 Z-30. K1.227 D0.05 F2.
G00 X30. Z50.(odjazd)
.
.
OBJAŚNIENIE
X17.546=d_3(średnica rdzenia)
Z-30.(długość gwintu)
K1.227=h_3(wysokość zarysu)
D0.05(głębokość skrawania pierwszej warstwy jaką przyjąć?)
F2.(posuw=podziałka)
wartość wziąłem stąd:
http://www.obliczenia.icad.pl/gwinty/me ... esults.asp
Jak dobrać płytkę do takiego gwintu?
...... , wrzucam foto - nie mam czasu przepisywać.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
mlodyy
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 2
- Posty: 8
- Rejestracja: 03 sty 2018, 19:22
Re: Haas Gwinty G76
Panowie mam do zrobienia gwint M20 x 1,5, jeśli dobrze zrozumiałem poprzednie posty to wartość K to 0,613*skok gwintu czyli w moim przypadku to w zaokrągleniu 0,92 natomiast X to będzie 20-2*0,92= 18,16 czyli program będzie wyglądał tak ? :
T808 (Gwintowanie)
G99
G96 S100 M03
G00 Z1.
X19.
G76 X18,16 Z-32. K0.92 D0.2 F1.5
G00 X41.
G28 U0
G28 W0
Pytanie jeszcze odnośnie promienia płytki jaką wpisać w ofsetach, czy lepiej wyłączyć korekcje ? I Takie ostatnie pytanie jeśli robię Gwint M20 wałek stoczyć na 20 czy jakiś dokładnieszy wymiar
Pozdrawiam
T808 (Gwintowanie)
G99
G96 S100 M03
G00 Z1.
X19.
G76 X18,16 Z-32. K0.92 D0.2 F1.5
G00 X41.
G28 U0
G28 W0
Pytanie jeszcze odnośnie promienia płytki jaką wpisać w ofsetach, czy lepiej wyłączyć korekcje ? I Takie ostatnie pytanie jeśli robię Gwint M20 wałek stoczyć na 20 czy jakiś dokładnieszy wymiar
Pozdrawiam
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 26
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Haas Gwinty G76
€ 
..... wystarczy tylko ze zrozumieniem przeczytać.
G96 zamień na G97 i zrób korektę z wartością S
Przy gwintowaniu nie używa się korekcji.
Wałek przetocz na -0.2 mm od nominału.
Blok ze współrzędną X19. zamień na X21.
Blok G00 Z1. nie jest błędny , ale jak masz możliwość , to zmień na G00 Z10. ... , lepszy wybieg dla gwintu jest.
Mariusz.
Jak ma się wyżej ściągę , to rozumieć nie trzeba .mlodyy pisze: ↑23 sty 2018, 21:05Panowie mam do zrobienia gwint M20 x 1,5, jeśli dobrze zrozumiałem poprzednie posty to wartość K to 0,613*skok gwintu czyli w moim przypadku to w zaokrągleniu 0,92 natomiast X to będzie 20-2*0,92= 18,16 czyli program będzie wyglądał tak ? :
T808 (Gwintowanie)
G99
G96 S100 M03
G00 Z1.
X19.
G76 X18,16 Z-32. K0.92 D0.2 F1.5
G00 X41.
G28 U0
G28 W0
..... wystarczy tylko ze zrozumieniem przeczytać.
G96 zamień na G97 i zrób korektę z wartością S
W offsecie nic nie wpisujesz.... Pytanie jeszcze odnośnie promienia płytki jaką wpisać w ofsetach, czy lepiej wyłączyć korekcje ? I Takie ostatnie pytanie jeśli robię Gwint M20 wałek stoczyć na 20 czy jakiś dokładnieszy wymiar
Pozdrawiam
Przy gwintowaniu nie używa się korekcji.
Wałek przetocz na -0.2 mm od nominału.
Blok ze współrzędną X19. zamień na X21.
Blok G00 Z1. nie jest błędny , ale jak masz możliwość , to zmień na G00 Z10. ... , lepszy wybieg dla gwintu jest.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
mlodyy
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 2
- Posty: 8
- Rejestracja: 03 sty 2018, 19:22
Re: Haas Gwinty G76
Okej podziękował za rady, nauki jeszcze sporo przede mną
Reasumując będzie tak:
T808 (Gwintowanie)
G99
G97 S580 M03
G00 Z10.
X21.
G76 X18,16 Z-32. K0.92 D0.2 F1.5
G00 X41.
G28 U0
G28 W0
Reasumując będzie tak:
T808 (Gwintowanie)
G99
G97 S580 M03
G00 Z10.
X21.
G76 X18,16 Z-32. K0.92 D0.2 F1.5
G00 X41.
G28 U0
G28 W0
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 26
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Haas Gwinty G76
Mogę pomóc.
Przed blokiem G00 X41. wpisz jeszcze dodatkowy G80Reasumując będzie tak:
T808 (Gwintowanie)
G99
G97 S580 M03
G00 Z10.
X21.
G76 X18,16 Z-32. K0.92 D0.2 F1.5
G00 X41.
G28 U0
G28 W0
powinno być X18.16X18,16
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






