przekładnia tam wcale nie jest taka zła ma szlifowane tryby ale jest głosna na chinskich łozyskach i moze miec piach formierski w srodku
Niewiem Kolego czy wymieniałes je na nowe ale u mnie wytrzymały jakies 40 roboczogodzin i potem zaczeło cos chodzic zdecydowanie jeszcze głosniej
po wymyciu wymianie i zalaniu nowego oleju zrobiła sie naprawde dosc cicha
Frezaro wiertarka - opinia.


-
grawer
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 59
- Posty: 394
- Rejestracja: 25 maja 2010, 15:55
- Lokalizacja: Bielsko-Biała
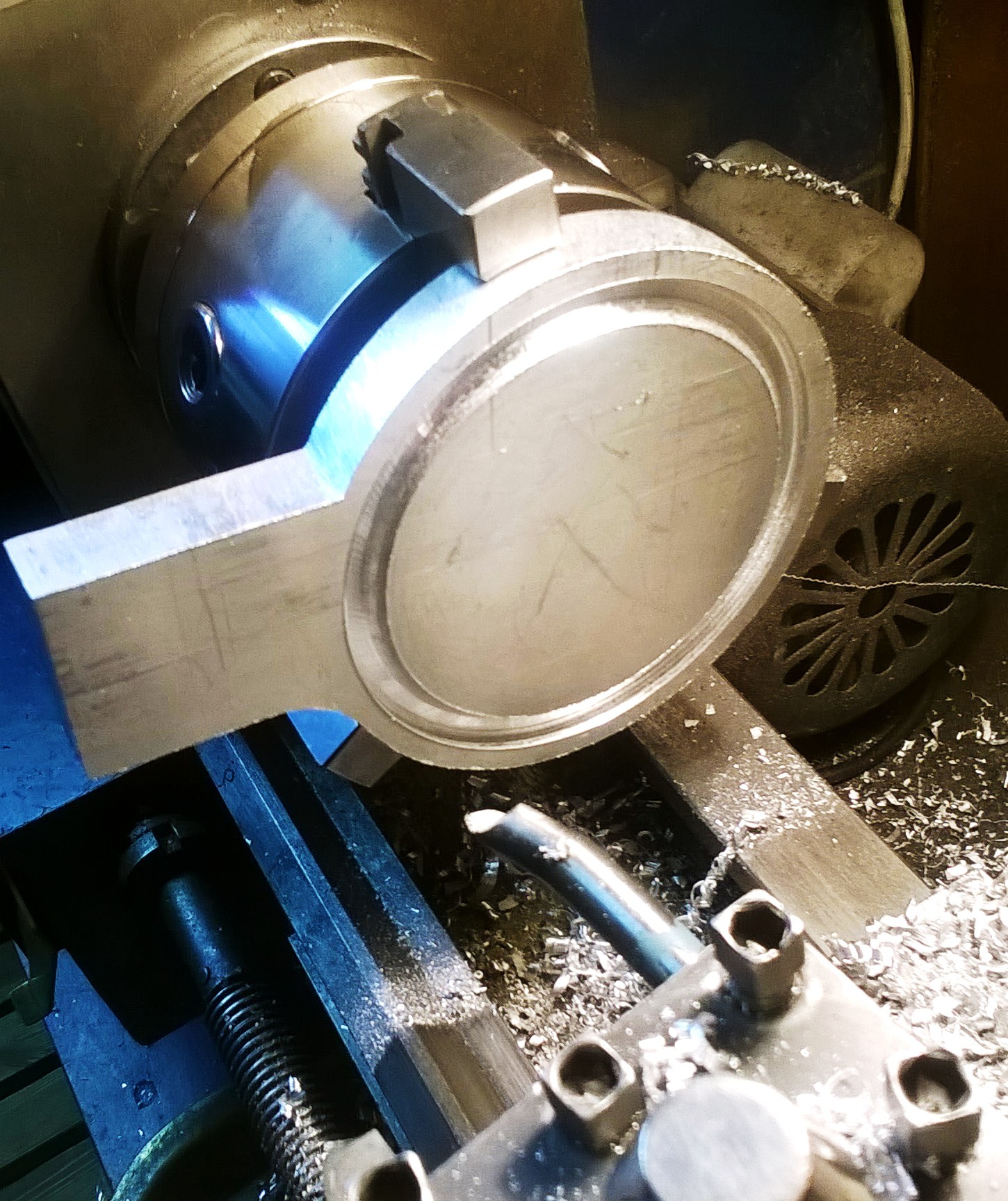
Prace w toku. Wczoraj pozbyłem się obejmy i mechanizmu na wrzecionie używanym przy gwintowaniu. Oryginalna ciężka żeliwna, duże gabaryty, śruba M12. Ze starego urządzenia wykorzystałem tylko wskaźnik  . Z formatki alu. # 15mm wyciąłem przyszły kształt i wytoczyłem otwór pod wrzeciono.
. Z formatki alu. # 15mm wyciąłem przyszły kształt i wytoczyłem otwór pod wrzeciono.
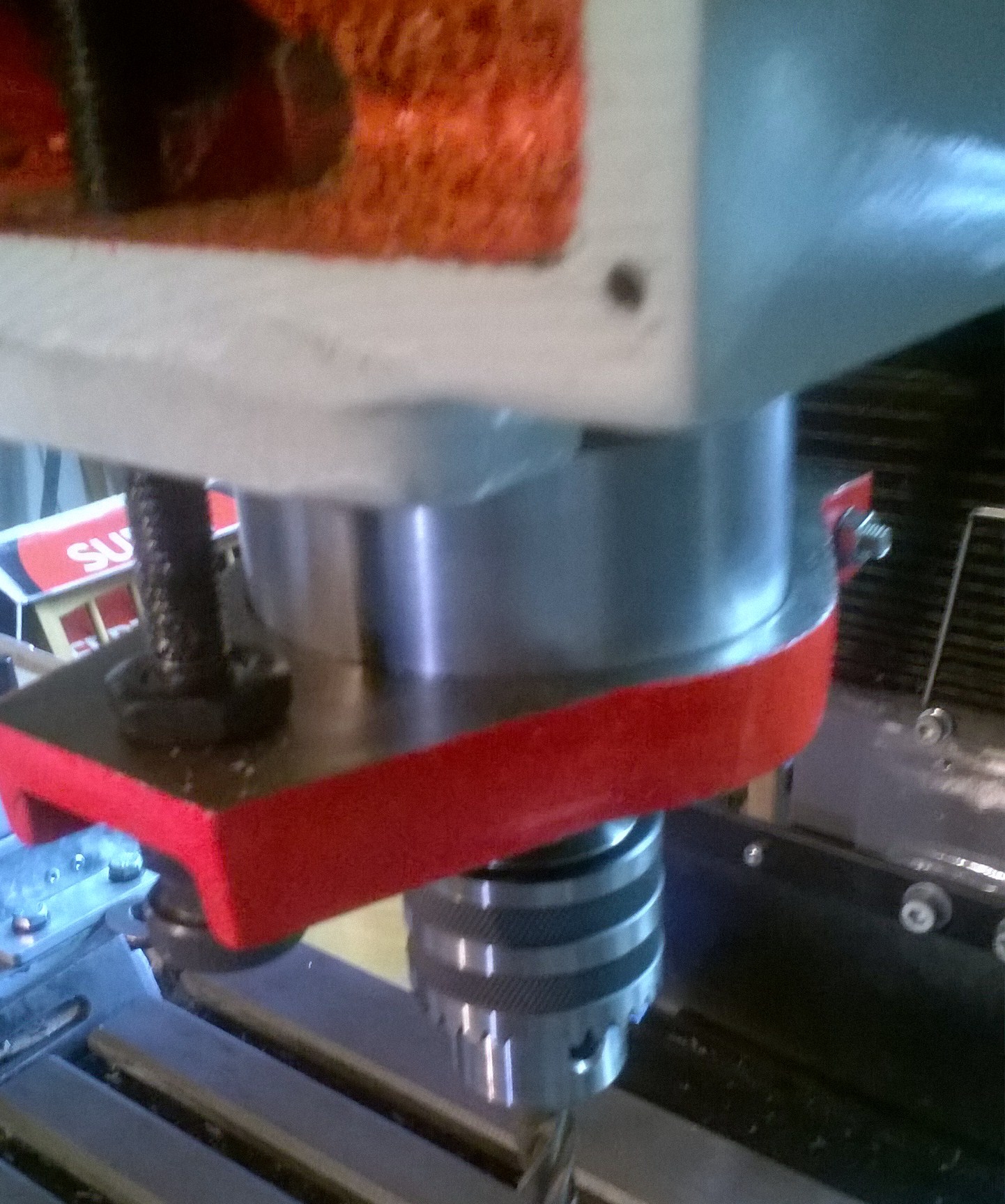
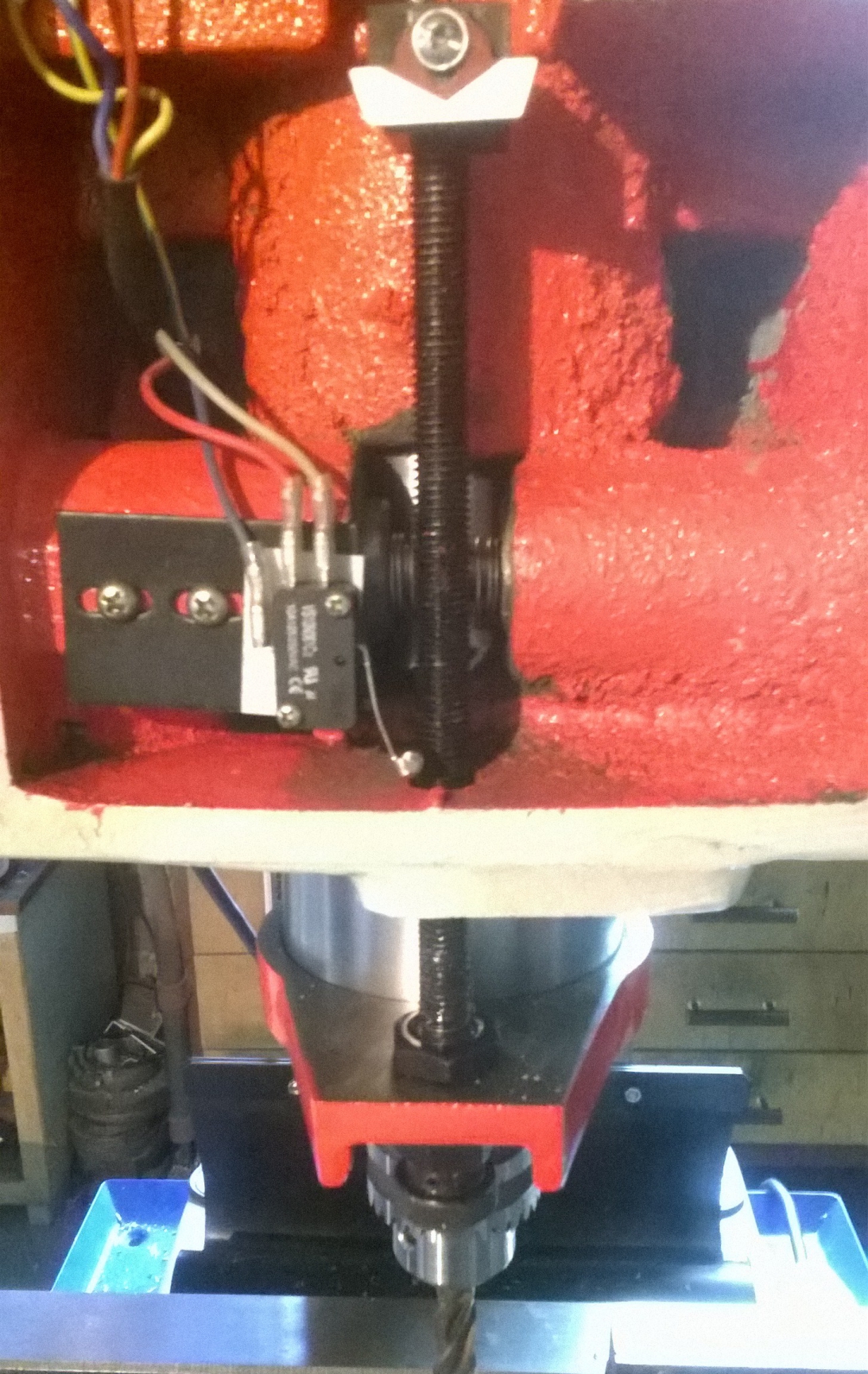
Śrubę M12 zastąpiłem M8, żeliwny odlew formatką alu. nakrętka mosiężna, prowadnica z ertacelu. Usunąłem źle wykonaną i strzępiącą się powłokę ochronną na płycie czołowej przekładni. Nowa została wykonana przez zalaminowanie na laminarce do dokumentów.

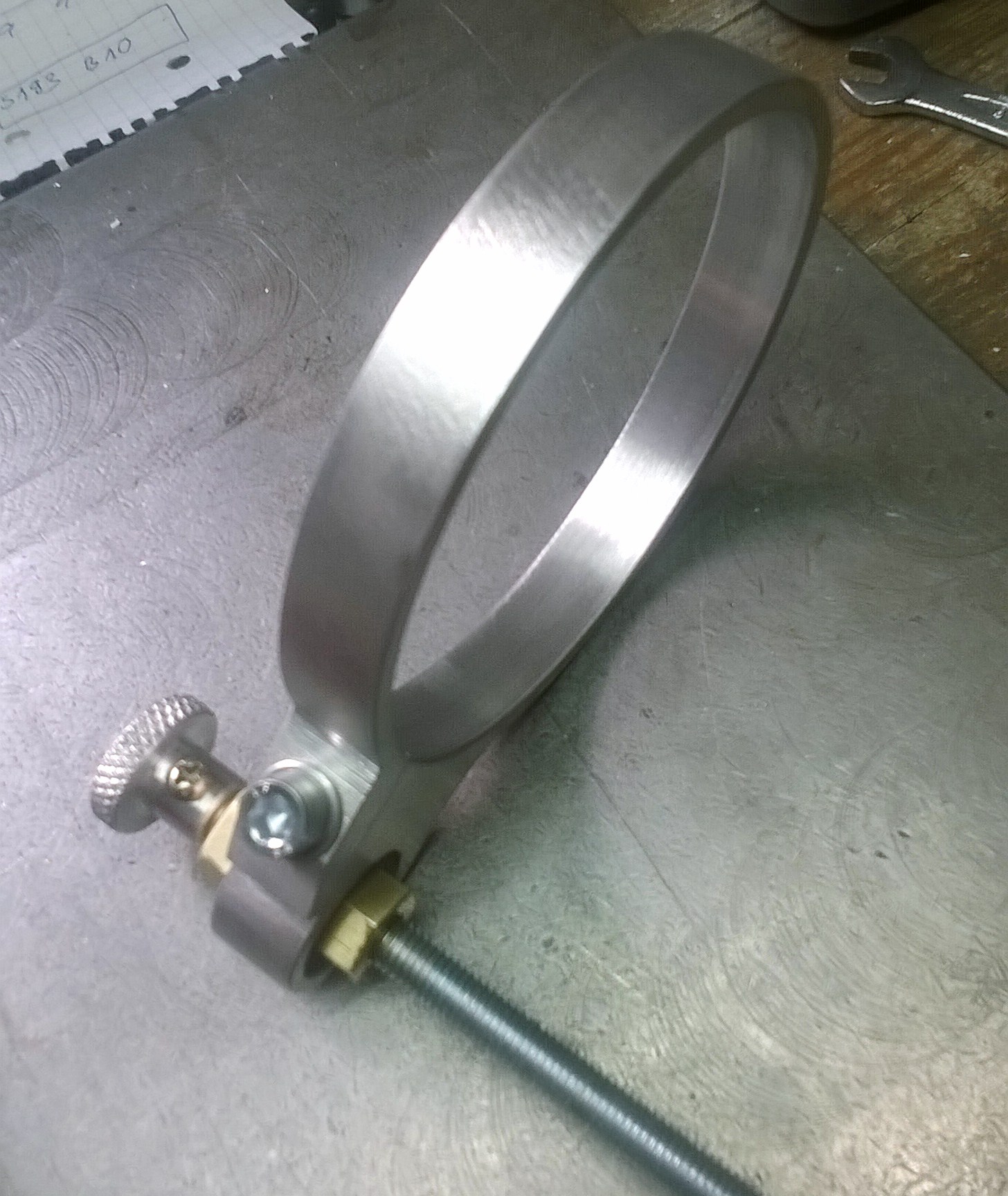
Stara i nowa nakrętka plus prowadzenie wskaźnika.

C.D.N.
Śrubę M12 zastąpiłem M8, żeliwny odlew formatką alu. nakrętka mosiężna, prowadnica z ertacelu. Usunąłem źle wykonaną i strzępiącą się powłokę ochronną na płycie czołowej przekładni. Nowa została wykonana przez zalaminowanie na laminarce do dokumentów.
Stara i nowa nakrętka plus prowadzenie wskaźnika.
C.D.N.

-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Tzw "tramming'...egojack1 pisze:Grawer jeszcze możesz sobie sprawdzić czujnikiem zegarowym prostopadłość kolumny - głowicy względem stołu.
https://www.cnc.info.pl/topics80/chinsk ... t54442.htm

[youtube][/youtube]
konkretny opis znajdziesz tu (niestety po rosyjsku - warto przejrzeć cały ten materiał, jest dużo niegłupich pomysłów, o mierzeniu geometrii i ugięcia, docieraniu, przeróbkach, które można zaimplementować do każdej frezarki http://www.chipmaker.ru/topic/126278/page__st__240 )
http://www.chipmaker.ru/topic/126278/
oraz
http://www.micro-machine-shop.com/align_the_mill.htm
http://www.homews.co.uk/page249.html
http://www.pirate4x4.com/forum/outdoor- ... al-21.html
https://www.cnc.info.pl/topics80/gdzie- ... t59240.htm
http://www.papertrail.ca/blog/2015/06/1 ... -the-mill/
https://www.cnc.info.pl/topics80/frezar ... &start=710
https://www.cnc.info.pl/topics60/wierta ... t62794.htm
pozdrawiam,
Roman
Roman
-
grawer
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 59
- Posty: 394
- Rejestracja: 25 maja 2010, 15:55
- Lokalizacja: Bielsko-Biała
Dzięki koledzy za rady. Jakoś przegapiłem sprawdzenie czujnikiem stołu względem wrzeciona.
Była duża różnica około 0.4mm. Ustawiłem na 0.05. Duża poprawa. Zamieniłem też pokrętła blokowania Z na wygięte śruby fajkowe. Zdecydowana poprawa stabilności. Mniejsze drgania przy frezowaniu. Frezowałem 3 szt kamieni do stołu. Frezowanie głowicą z płytkami widiowymi tragedia. Te płytki są z plasteliny. Wymieniłem na frez palcowo-czołowy bez płytek i powierzchnia zdecydowanie lepsza. Muszę kupić nowe płytki i zobaczę czy to ich wina.
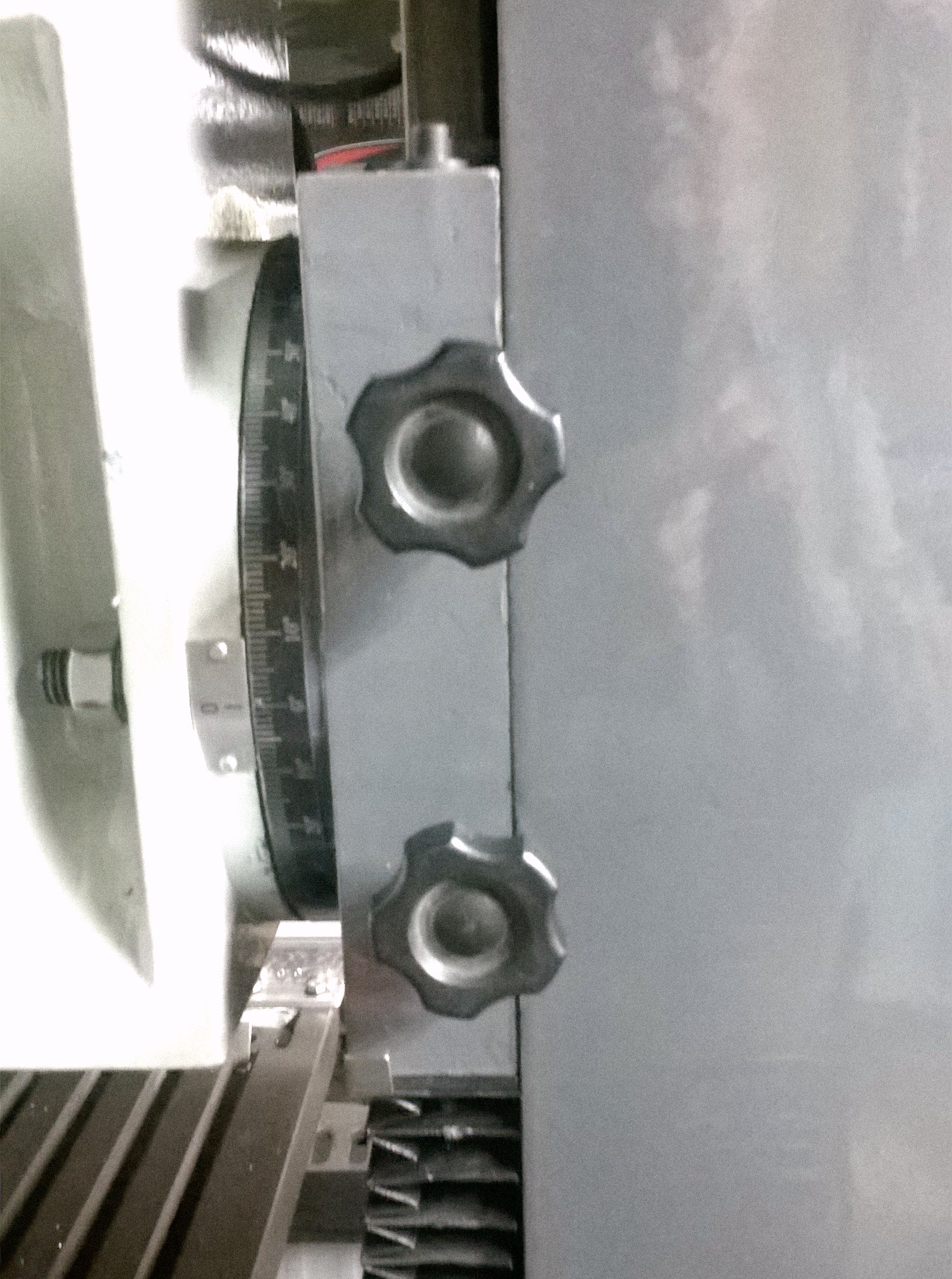

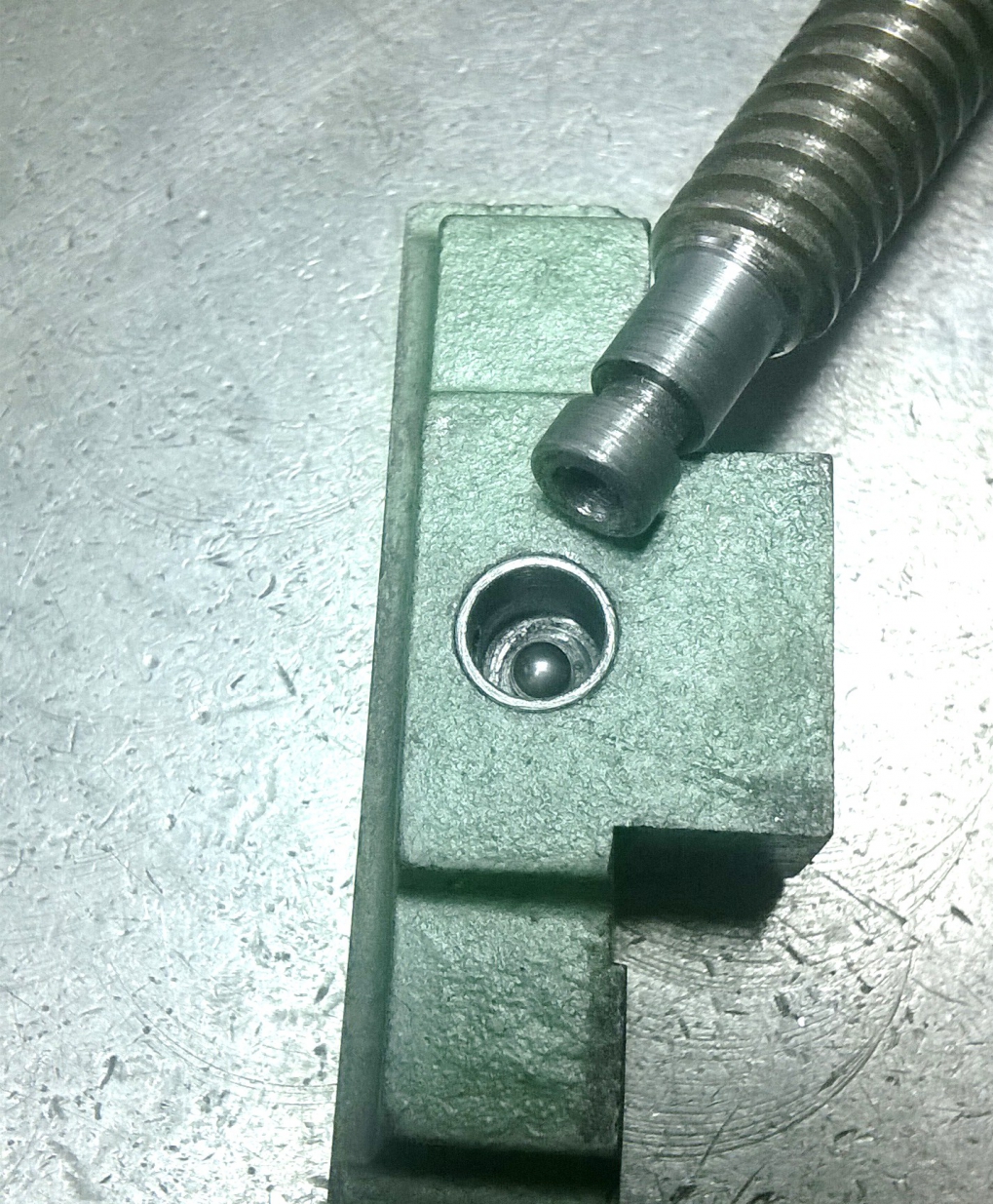
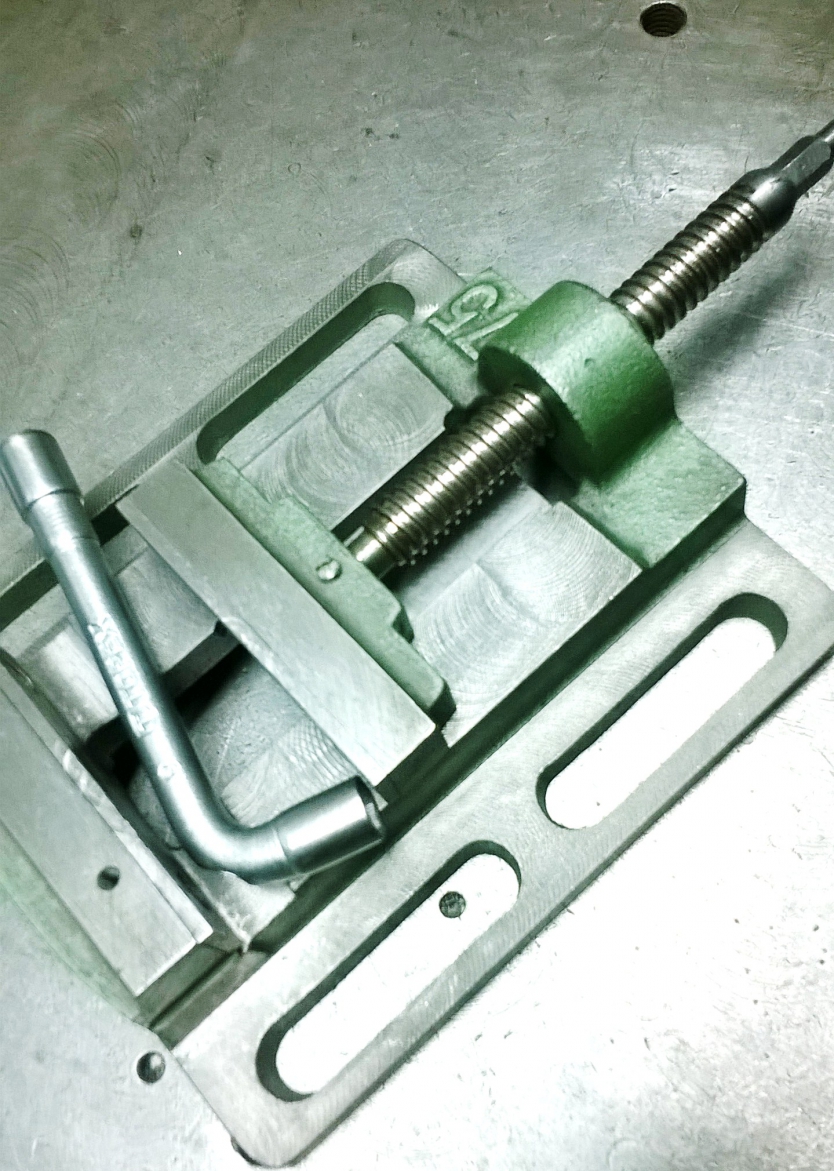
Z braku lepszego imadła maszynowego poprawiłem to co mam. Pofrezowałem bazy, od dołu zamocowałem na miejsce blaszki solidną płytkę stalową. Co poskutkowało zdecydowanie mniejszym luzem. Wstawiłem tulejkę do otworu w szczęce ruchomej oraz wrzuciłem kulkę łożyskową. Dyndający uchwyt na śrubie odciąłem i przyspawałem sześciokąt. Jako rączkę do pokręcania wykorzystałem klucz fajkowy M8. Zdecydowanie lepiej się przykręca materiał obrabiany. Poprawiłem długa śrubę do mocowania narzędzia we wrzecionie. Stoczyłem sześciokąt M19 a na to miejsce przyspawałem M17. Teraz za pomocą jednego klucza M17 mocuje narzędzie i przykręcam nakrętki na śrubach łap mocujących. Przedtem trzeba było dwa klucze. Lepsze pozycjonowanie śruby względem otworu wrzeciona daje wykonanie stożka na sześciokącie od strony wrzeciona. Również zrobienie stożka na końcu śruby.




C.D.N.
Była duża różnica około 0.4mm. Ustawiłem na 0.05. Duża poprawa. Zamieniłem też pokrętła blokowania Z na wygięte śruby fajkowe. Zdecydowana poprawa stabilności. Mniejsze drgania przy frezowaniu. Frezowałem 3 szt kamieni do stołu. Frezowanie głowicą z płytkami widiowymi tragedia. Te płytki są z plasteliny. Wymieniłem na frez palcowo-czołowy bez płytek i powierzchnia zdecydowanie lepsza. Muszę kupić nowe płytki i zobaczę czy to ich wina.
Z braku lepszego imadła maszynowego poprawiłem to co mam. Pofrezowałem bazy, od dołu zamocowałem na miejsce blaszki solidną płytkę stalową. Co poskutkowało zdecydowanie mniejszym luzem. Wstawiłem tulejkę do otworu w szczęce ruchomej oraz wrzuciłem kulkę łożyskową. Dyndający uchwyt na śrubie odciąłem i przyspawałem sześciokąt. Jako rączkę do pokręcania wykorzystałem klucz fajkowy M8. Zdecydowanie lepiej się przykręca materiał obrabiany. Poprawiłem długa śrubę do mocowania narzędzia we wrzecionie. Stoczyłem sześciokąt M19 a na to miejsce przyspawałem M17. Teraz za pomocą jednego klucza M17 mocuje narzędzie i przykręcam nakrętki na śrubach łap mocujących. Przedtem trzeba było dwa klucze. Lepsze pozycjonowanie śruby względem otworu wrzeciona daje wykonanie stożka na sześciokącie od strony wrzeciona. Również zrobienie stożka na końcu śruby.
C.D.N.
-
 rc36
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 2379
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Jaką średnicę ma ta głowiczka i jakie płytki stosujesz? Ja będę przerabiał wiertarkę WS 15 na frezarkę (nowe wrzeciono ze stożkiem mk3) i mam zamiar używać głowicy fi 80 na płytki TPKN, już frezuje tą głowica na nutoolu 550 i efekt jest b. dobry, zdjęcie trochę przekłamuje w rzeczywistości powierzchnia jest gładka jak szkło, mam nadzieję że jakość powierzchni jaką osiągnę na WS 15 nie będzie gorsza niż ta z foto bo WS 15 jest sztywniejsza niż nutool.grawer pisze:Frezowanie głowicą z płytkami widiowymi tragedia

-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
To co Ty masz za płytki? A może przyczyna leży gdzie indziej? (mniejszym palcowym lepiej Ci szło..)grawer pisze:Frezowanie głowicą z płytkami widiowymi tragedia.
Frezowałem dość wiotką(ceownik), niezbyt grzeczną bo skorodowaną stal trzy oraz czteropłytkową głowicą ø50mm, na niezbyt sztywnej frezareczce- efekt:

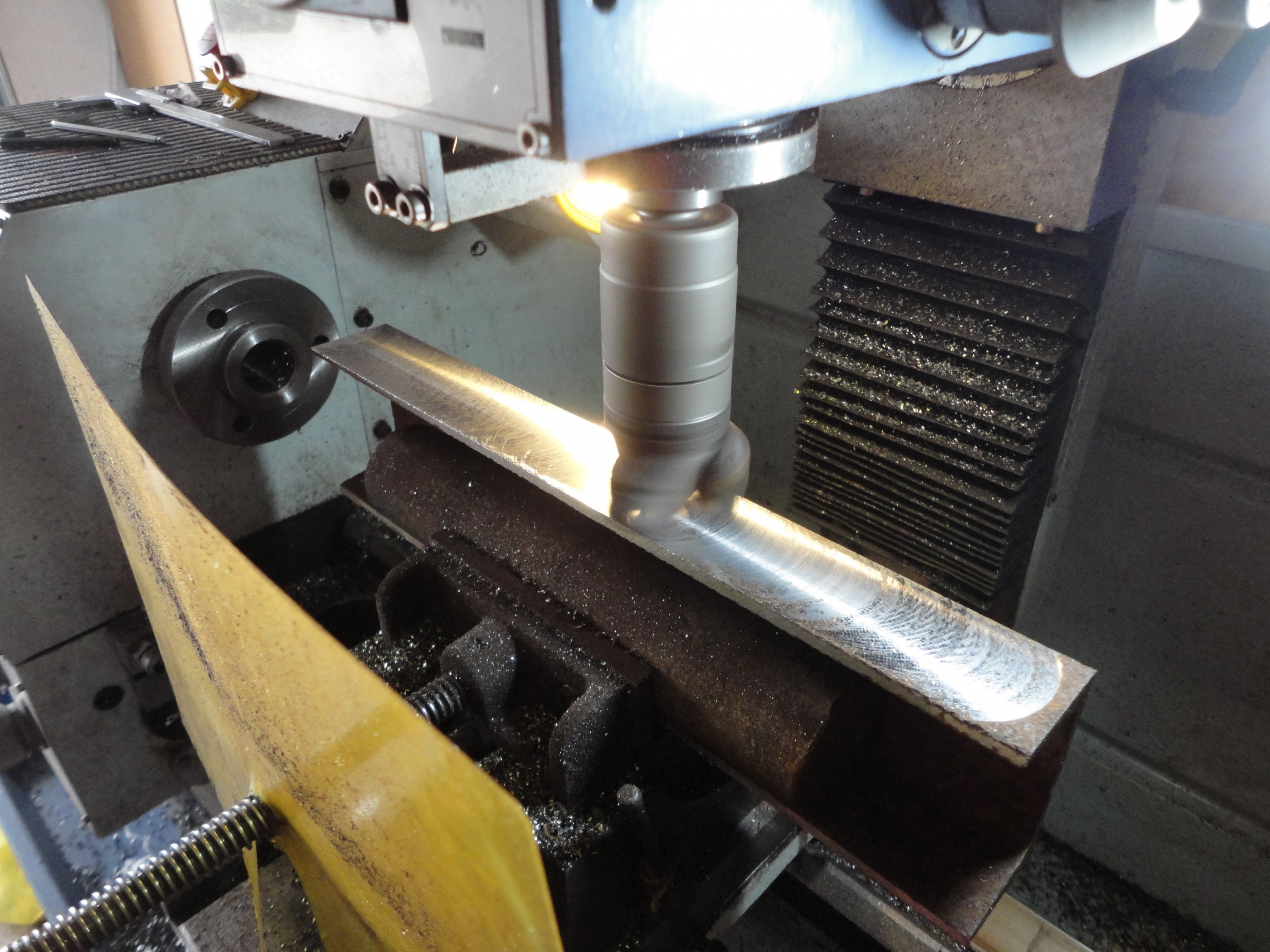
także grubą na 43mm stal 18G2A, i dobrze szło, byle tak dobrać posuw, obroty, i głębokość skrawania by nie wpadała w drgania.
[youtube][/youtube]
Dużo zależy od mocy napędu i sztywności samej maszyny dla danej średnicy głowicy, dlatego jeśli chcesz użyć dużej średnicy głowicę i uzyskać dobrą powierzchnię, to maszyna musi być sztywna(masywna) i napęd odp mocy..
pozdrawiam,
Roman
Roman
-
grawer
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 59
- Posty: 394
- Rejestracja: 25 maja 2010, 15:55
- Lokalizacja: Bielsko-Biała
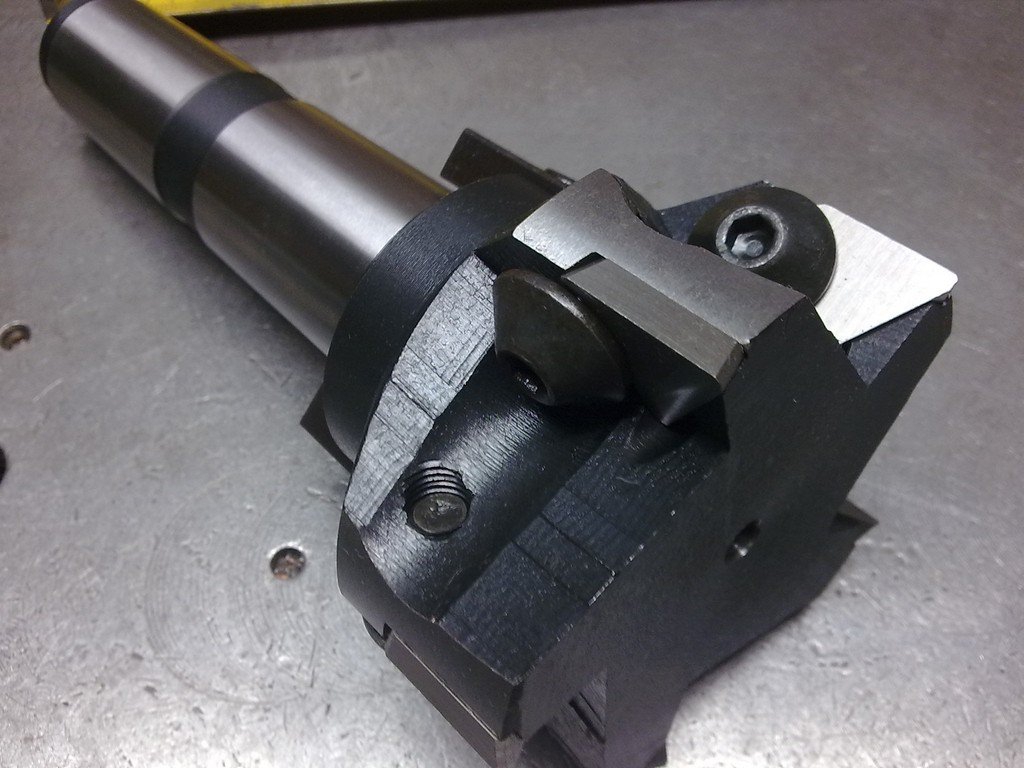
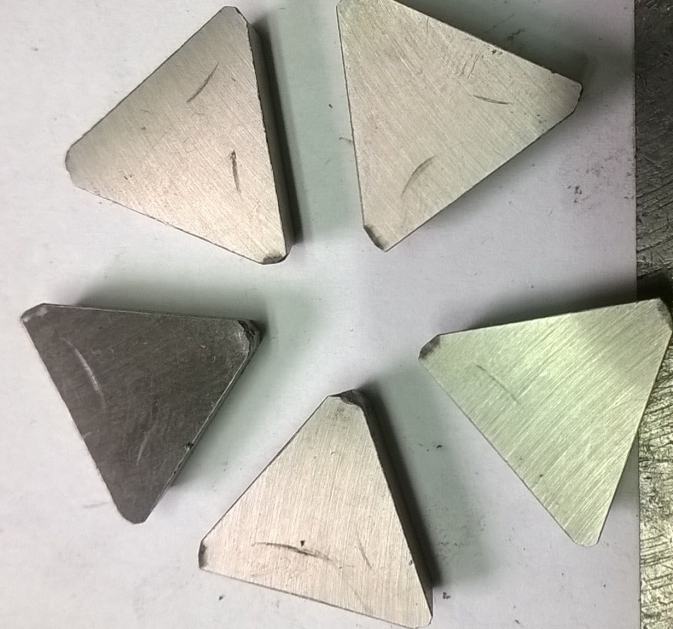
Moja głowica ma średnicę około 80mm, 5 płytek trójkątnych o wymiarach od podstawy do wierzchołka trójkąta 18mm. Uchwyt MK4. Frezarka i frezowanie oraz dobieranie parametrów frezowania nie jest mi obce. Pracowałem na frezarkach polskich i niemieckich. Ale to bez znaczenia.
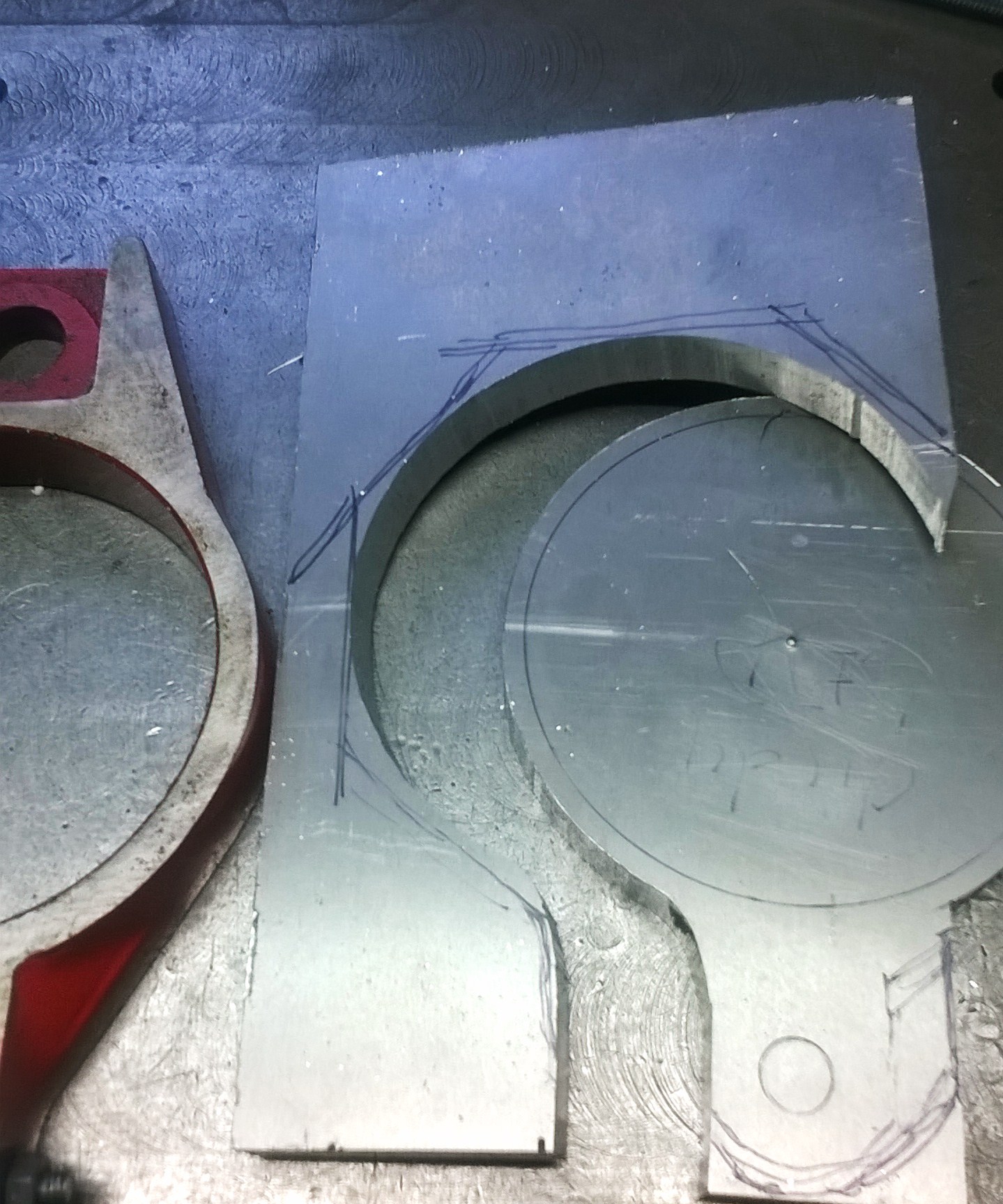
Poniżej widok ostrza płytki po przejściu dosłownie kilkanaście cm frezowania. Następnie wszystkie płytki. Przed frezowaniem płytki były obrócone ostrzami nie używanymi. Oraz zdjęcie materiału który dobrze się obrabia frezem palcowym. Niestety po przefrezowaniu głowicą wygląd jest taki jak by obrabiało się stal dość mocno zahartowaną. Po lewej obrabiane głowicą, po prawej frezem palcowym. Trudno to opisać a zdjęcie tego nie oddaje jak to jest w naturze. Kupię nowe płytki sprawdzę to napiszę o wynikach.

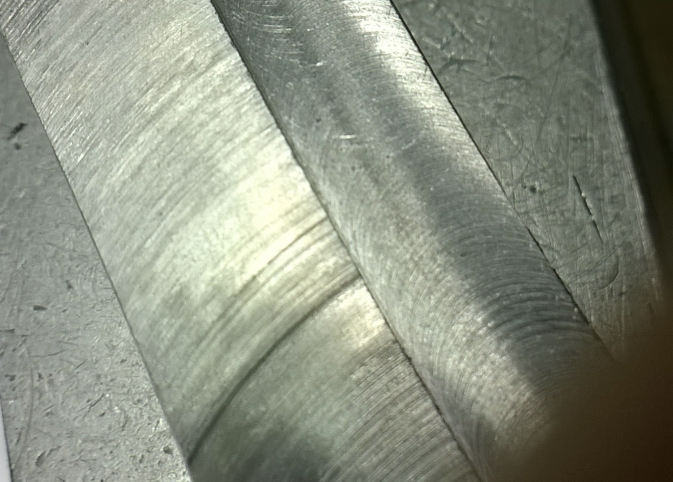
Poniżej widok ostrza płytki po przejściu dosłownie kilkanaście cm frezowania. Następnie wszystkie płytki. Przed frezowaniem płytki były obrócone ostrzami nie używanymi. Oraz zdjęcie materiału który dobrze się obrabia frezem palcowym. Niestety po przefrezowaniu głowicą wygląd jest taki jak by obrabiało się stal dość mocno zahartowaną. Po lewej obrabiane głowicą, po prawej frezem palcowym. Trudno to opisać a zdjęcie tego nie oddaje jak to jest w naturze. Kupię nowe płytki sprawdzę to napiszę o wynikach.