



Kolejny dzień z tytanem i kolejne niewiadome.
Mianowicie suport płynnie nie jeździ. Próbowałem go rozruszać, smarować i dalej to samo, też tak mieliście? problem z filcem lub z osłoną rurkową?
Kolejny problem to że kieł z konika jest ciut wyżej od wrzeciennika, delikatne drgania tokarki co chyba jest normalne i mam nadzieje ze delikatne buczenie silnika po załączeniu napięcia też jest normalne.
MAKATEK TYTAN 500


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 19
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
prędzej z zaciskiem na łożusiarap pisze:suport płynnie nie jeździ. Próbowałem go rozruszać, smarować i dalej to samo... problem z filcem lub z osłoną rurkową
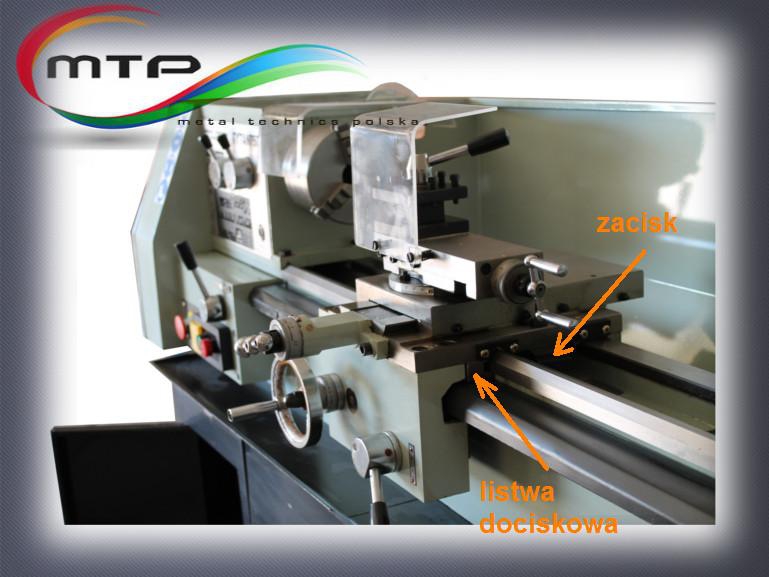
lub listwami dociskowymi pod prowadnicami łoża, mogą trzeć o nierówno obrobiony spód

jak masz czujnik(najlepiej z magnetyczna podstawą) to możesz sprawdzić dokładnie i ustawić centryczność mocując go taksiarap pisze:Kolejny problem to że kieł z konika jest ciut wyżej od wrzeciennika
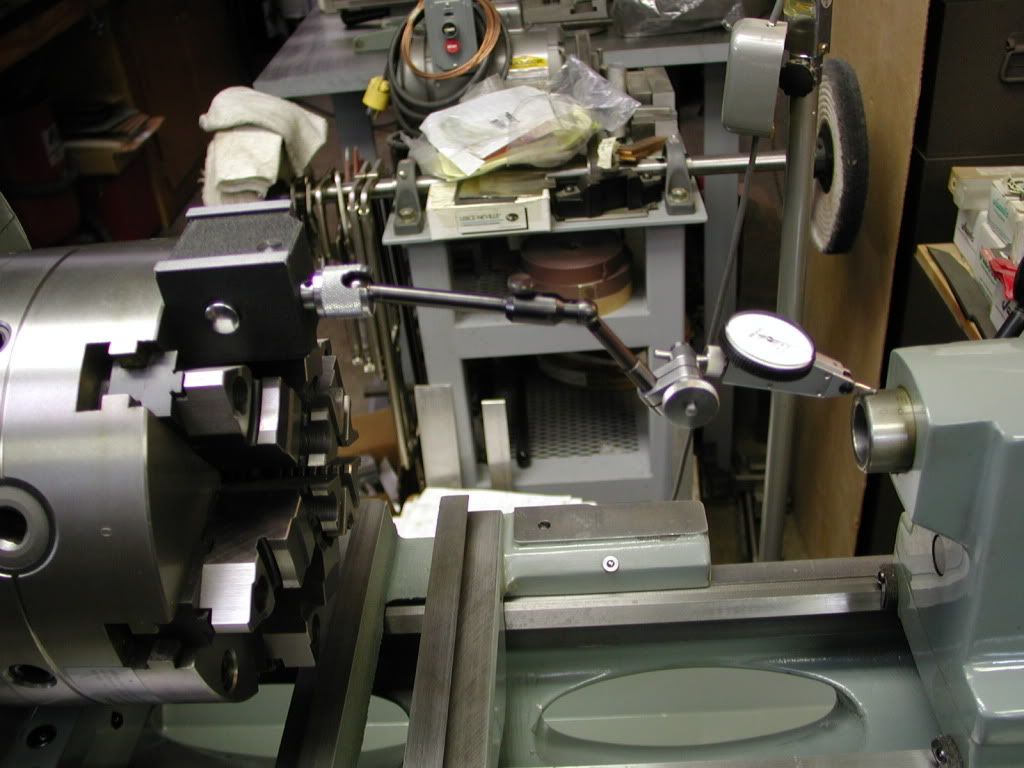

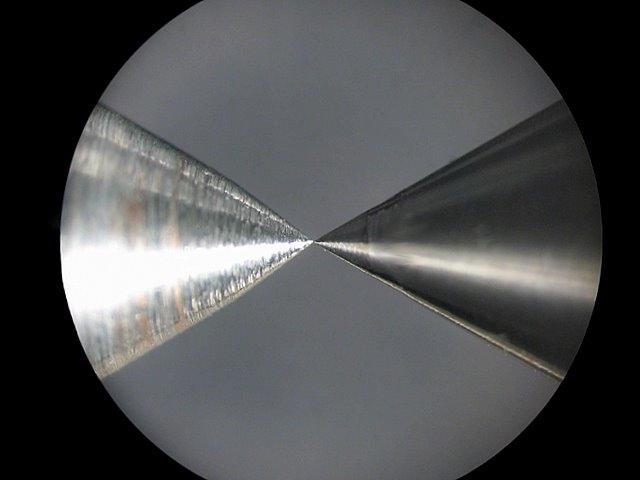
Jeśli nie masz, to można zgrubnie ostrymi kłami i blaszką, jeśli są osiowo blaszka będzie ~prostopadle do osi w każdej płaszczyźnie
https://www.cnc.info.pl/topics56/os-wrz ... t55366.htm

a co jeśli konik za nisko/wysoko masz tu
https://www.cnc.info.pl/topics89/regula ... t66250.htm
i kompendium o swojej maszynie
https://www.cnc.info.pl/topics89/przegl ... 507,60.htm
pozdrawiam,
Roman
Roman
-
siarap
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 28
- Posty: 62
- Rejestracja: 01 paź 2015, 21:19
- Lokalizacja: DWR
poluzowałem śruby listw o pół obrotu tylko nie wiem czy to jest wyjście
natomiast konik na szczycie 0, bok operatora 80 natomiast drugi bok 77 więc wychodzi że jest wyżej o 0,4 mm, mierzyłem konika to każdej strony po 3 setki
Wpadłem na taki pomysł że zacznę wszystko ustawiać zaczynając od przetoczenia wałka bez podparcia
tak ja powinno się robić na początku. Szkoda że trafiłem taki egzemplarz.
natomiast konik na szczycie 0, bok operatora 80 natomiast drugi bok 77 więc wychodzi że jest wyżej o 0,4 mm, mierzyłem konika to każdej strony po 3 setki
Wpadłem na taki pomysł że zacznę wszystko ustawiać zaczynając od przetoczenia wałka bez podparcia
tak ja powinno się robić na początku. Szkoda że trafiłem taki egzemplarz.

-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Ja tam wole podłożyć niż frezować trzonek bo nóż trochę za wysoko u łuszczy zamiast skrawać szczególnie że chińskie imaki nie są szczególnie precyzyjnie wykonane
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
 clipper7
clipper7
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2368
- Rejestracja: 06 sty 2007, 13:29
- Lokalizacja: Poznań
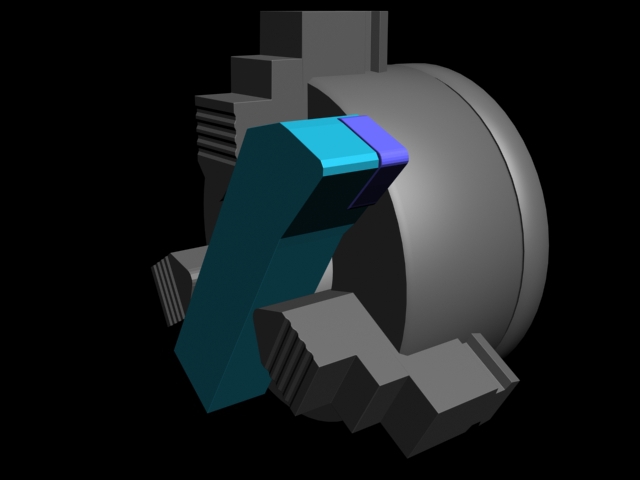
Sercówki służą do toczenia w kłach, przekazują napęd na obrabiany przedmiot. Jeżeli toczysz w kłach, są niezbędne (oczywiście, stosuje się często "warsztatowe środki zastępcze"  ).
).
Największa sercówka nie może oczywiście uderzać o łoże w czasie pracy, do małej tokarki musisz mieć małe sercówki. Ich cena na rynku oscyluje od ok. 10 do 30 PLN za używaną sztukę, w kompletach wychodzi taniej.
Największa sercówka nie może oczywiście uderzać o łoże w czasie pracy, do małej tokarki musisz mieć małe sercówki. Ich cena na rynku oscyluje od ok. 10 do 30 PLN za używaną sztukę, w kompletach wychodzi taniej.
Jeżeli pomogłem - nie zapomnij kliknąć POMÓGŁ






