



Remont WS 15
-
 clipper7
clipper7
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 41
- Posty: 2368
- Rejestracja: 06 sty 2007, 13:29
- Lokalizacja: Poznań
Nie wiem, czy dobrze zrozumiałem problem, ale jeżeli chcemy poprawnie, osiowo osadzić łożysko w "rozbitym" otworze, to ja robię jakiś prowizoryczny uchwyt do pozycjonowania ( często tokarka, podtrzymki, pryzmy, płytki wzorcowe itp.) i wklejam łożysko na klej do łożysk. Bez bawienia się we włókno szklane, wypełniacze, radełkowanie itp. Cała trudność w odpowiednim pozycjonowaniu części, tu trzeba się przyłożyć. I nie oszczędzać kupując tani klej.
Jeżeli pomogłem - nie zapomnij kliknąć POMÓGŁ
Tagi:


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 23
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Włókno jest tylko do wzmocnienia, zwłaszcza kiedy ubytki są duże a warstwa klejowa sporej grubości. Choć dobre kleje mają dobrą przyczepność do metalu, to przy grubych warstwach lepiej by była bardziej przyczepna, by się pod naciskiem nie odspajała, a przynajmniej szorstka..
Przy cienkich warstwach zapewne wystarczy, gdy ma wypełniacz w postaci metalowego pyłu..
A dokładne centrowanie, czy poprawianie owalu przez obtaczanie ... no cóż, właśnie po to się to robi by nie biło...
Przy cienkich warstwach zapewne wystarczy, gdy ma wypełniacz w postaci metalowego pyłu..
A dokładne centrowanie, czy poprawianie owalu przez obtaczanie ... no cóż, właśnie po to się to robi by nie biło...
pozdrawiam,
Roman
Roman
-
Jawojt
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 6
- Posty: 17
- Rejestracja: 02 sty 2006, 17:20
- Lokalizacja: Płoki
Witam
Dzisiaj nabiłem górne łożysko i złapałem za nie uchwytem tokarskim a z drugiej strony podpałem trzpień MK2 w stożku konika. Przy takim układzie dokonałem pomiarów. Wyniki poniżej:
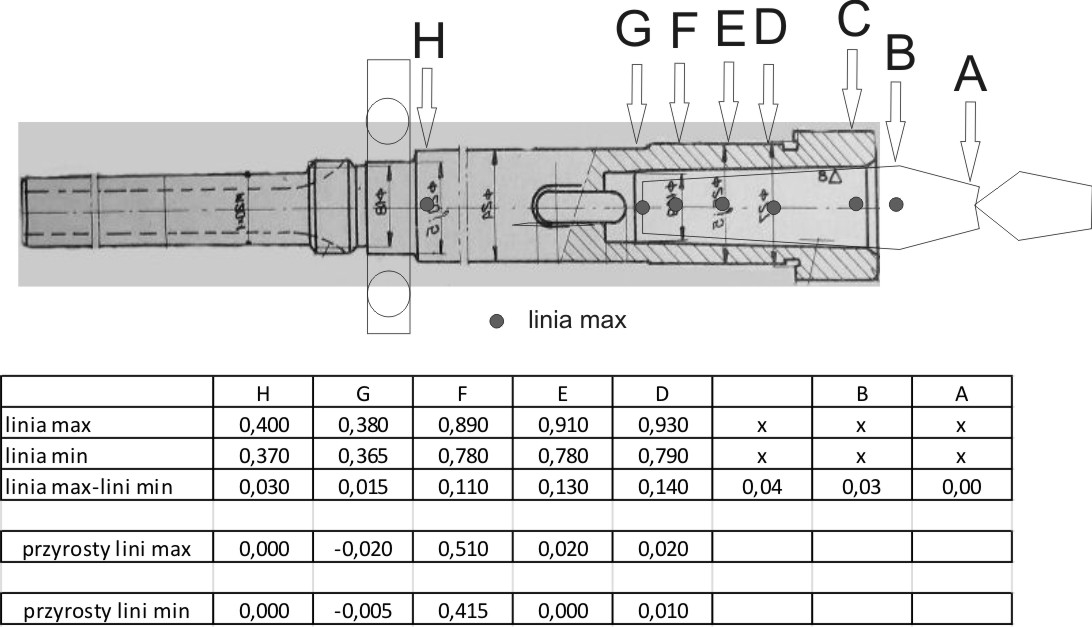
Mierzyłem bicie w punktach A, B, C. Wyniki w tych miejscach w zasadzie pokrywają się z wczorajszymi.
Punkty D, E, F, G, H mierzyłem przesuwając czujnik zamocowany na suporcie tokarki wzdłuż wrzeciona bez jego obracania. Pomiar taki wykonałem w linii maksymalnego a potem minimalnego wychylenia. Pomiary są bardzo podobne do wczorajszych, można powiedzieć że uwzględniając dokładność ich wykonania w zasadzie takie same. Stąd wniosek, że końcówka z wieloklinem nie jest wygięta a problem leży w nie centrycznym wykonaniu czopa pod dolne łożyska
clipper7 napisał/a
Metoda podana przez RomanJ4
Dzisiaj nabiłem górne łożysko i złapałem za nie uchwytem tokarskim a z drugiej strony podpałem trzpień MK2 w stożku konika. Przy takim układzie dokonałem pomiarów. Wyniki poniżej:
Mierzyłem bicie w punktach A, B, C. Wyniki w tych miejscach w zasadzie pokrywają się z wczorajszymi.
Punkty D, E, F, G, H mierzyłem przesuwając czujnik zamocowany na suporcie tokarki wzdłuż wrzeciona bez jego obracania. Pomiar taki wykonałem w linii maksymalnego a potem minimalnego wychylenia. Pomiary są bardzo podobne do wczorajszych, można powiedzieć że uwzględniając dokładność ich wykonania w zasadzie takie same. Stąd wniosek, że końcówka z wieloklinem nie jest wygięta a problem leży w nie centrycznym wykonaniu czopa pod dolne łożyska
myślę tak skoro bije 0,15 mm to jak zbiorę ten wymiar to będzie równo i w osi a szczelina która powstanie rozłoży się na "dwie strony" i będzie wynosić 0,075 mm.raczej dwa razy tyle jeśli z jednej strony bije 0,15
clipper7 napisał/a
Nie wiem co dokładniej potrafię zrobić, klejami zawszę się ubabram i przy klejeniu czuję presję czasu. A pośpiech nie sprzyja dokładności szczególnie przy braku wprawy. Choć jeżeli ktoś potrafi uporać się z takim problemem to efekt finalny może być bardzo dobry.jeżeli chcemy poprawnie, osiowo osadzić łożysko w "rozbitym" otworze, to ja robię jakiś prowizoryczny uchwyt do pozycjonowania ( często tokarka, podtrzymki, pryzmy, płytki wzorcowe itp.) i wklejam łożysko na klej do łożysk. Bez bawienia się we włókno szklane, wypełniacze, radełkowanie itp. Cała trudność w odpowiednim pozycjonowaniu części, tu trzeba się przyłożyć.
Metoda podana przez RomanJ4
mimo, że bardziej pracochłonna ma tą zaletę, że przy następnej wymianie łożyska nie trzeba już powtarzać klejenia a wrzeciono "jest bliższe oryginałowi". Kiedyś używałem Chestermetalu i mam o nim dobre zdanie. Zastanawiałem się jak będzie trzymał przy cienkiej warstwie /0,2 mm/ i tutaj pomysł z radełkowaniem i ewentualnie płótnem pokazuje jak rozwiązać ten problem. Innych klei nie znam ale po przeglądnięciu tak na szybka internetu wydaje się, że są podobne. Czy z podanych powyżej jest któryś preferowany /dobry ale nie koniecznie najdroższy/?Można by też lekko zaradełkować (by się lepiej trzymał) pod dobry "płynny metal" z proszkami metalu, nakładany najlepiej na nawiniętą na warstwę kleju cienką tkaninę węglową (tkaniny używane w modelarstwie na laminaty), potem obtoczyć na wymiar.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 23
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
mam wątpliwości co do tego wyliczenia kolegi(o ile dobrze kolegę zrozumiałem), bo w/g mnie będzie to wyglądało tak:Jawojt pisze:myślę tak skoro bije 0,15 mm to jak zbiorę ten wymiar to będzie równo i w osi a szczelina która powstanie rozłoży się na "dwie strony" i będzie wynosić 0,075 mm.
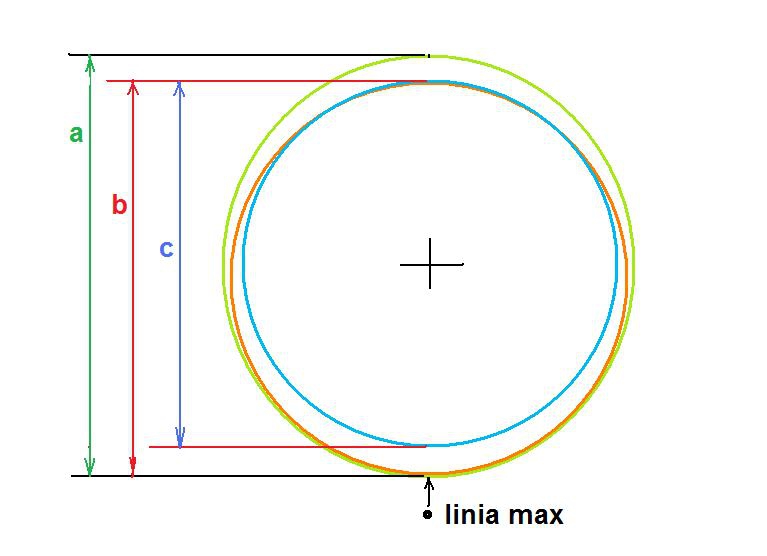
a - zielony - zarys idealny, współosiowy z osią wrzeciona, wymiar pełny,(bicie w stosunku do osi=0,00)
b - czerwony - zarys z biciem 0,15mm (a minus bicie)
c - niebieski - wymiar po obtoczeniu do całkowitego zabielenia walca (2xb)
Dlaczego tak?
Ponieważ zakładam wykonanie fabrycznego wrzeciona w jednym zamocowaniu, w którym czop pod dolne łożysko musiał być współosiowy z resztą wałka. a nie sądzę by bijąca powierzchnia czopa (czerwony) b mogła się przemieścić swoim zarysem poza zarys idealny a (zielony). Chyba, że wrzeciono jest tu krzywe, co wydaje mi się mało prawdopodobne (ciekawe jak wygląda jajowatość tego czerwonego zarysu?)
Tak więc przetaczając czerwony do zabielenia by uzyskać współosiowość uzyskamy zarys niebieski, którego średnica będzie mniejsza o około 2 x bicie...
Chyba, że kolega nałoży klej na powierzchnię jaka jest, by po obtoczeniu uzyskać zarys zielony a, ale warstwa kleju będzie miała wtedy kształt podobny do półksiężyca i w najsłabszym miejscu może nie wytrzymać..
pozdrawiam,
Roman
Roman
-
Jawojt
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 6
- Posty: 17
- Rejestracja: 02 sty 2006, 17:20
- Lokalizacja: Płoki
masz rację ja założyłem błędnie, że wymiar minimalny jest poprawny i do zebrania jest tylko naddatek.RomanJ4 pisze:Ponieważ zakładam wykonanie fabrycznego wrzeciona w jednym zamocowaniu, w którym czop pod dolne łożysko musiał być współosiowy z resztą wałka. a nie sądzę by bijąca powierzchnia czopa (czerwony) b mogła się przemieścić swoim zarysem poza zarys idealny a (zielony). Chyba, że wrzeciono jest tu krzywe, co wydaje mi się mało prawdopodobne (ciekawe jak wygląda jajowatość tego czerwonego zarysu?)
Tak więc przetaczając czerwony do zabielenia by uzyskać współosiowość uzyskamy zarys niebieski, którego średnica będzie mniejsza o około 2 x bicie...
Chyba, że kolega nałoży klej na powierzchnię jaka jest, by po obtoczeniu uzyskać zarys zielony a, ale warstwa kleju będzie miała wtedy kształt podobny do półksiężyca i w najsłabszym miejscu może nie wytrzymać..
wydaje mi się, że to nie byłby najlepszy pomysł.RomanJ4 pisze:Chyba, że kolega nałoży klej na powierzchnię jaka jest, by po obtoczeniu uzyskać zarys zielony a, ale warstwa kleju będzie miała wtedy kształt podobny do półksiężyca i w najsłabszym miejscu może nie wytrzymać..
Poniżej załączam wyniki dzisiejszych pomiarów:
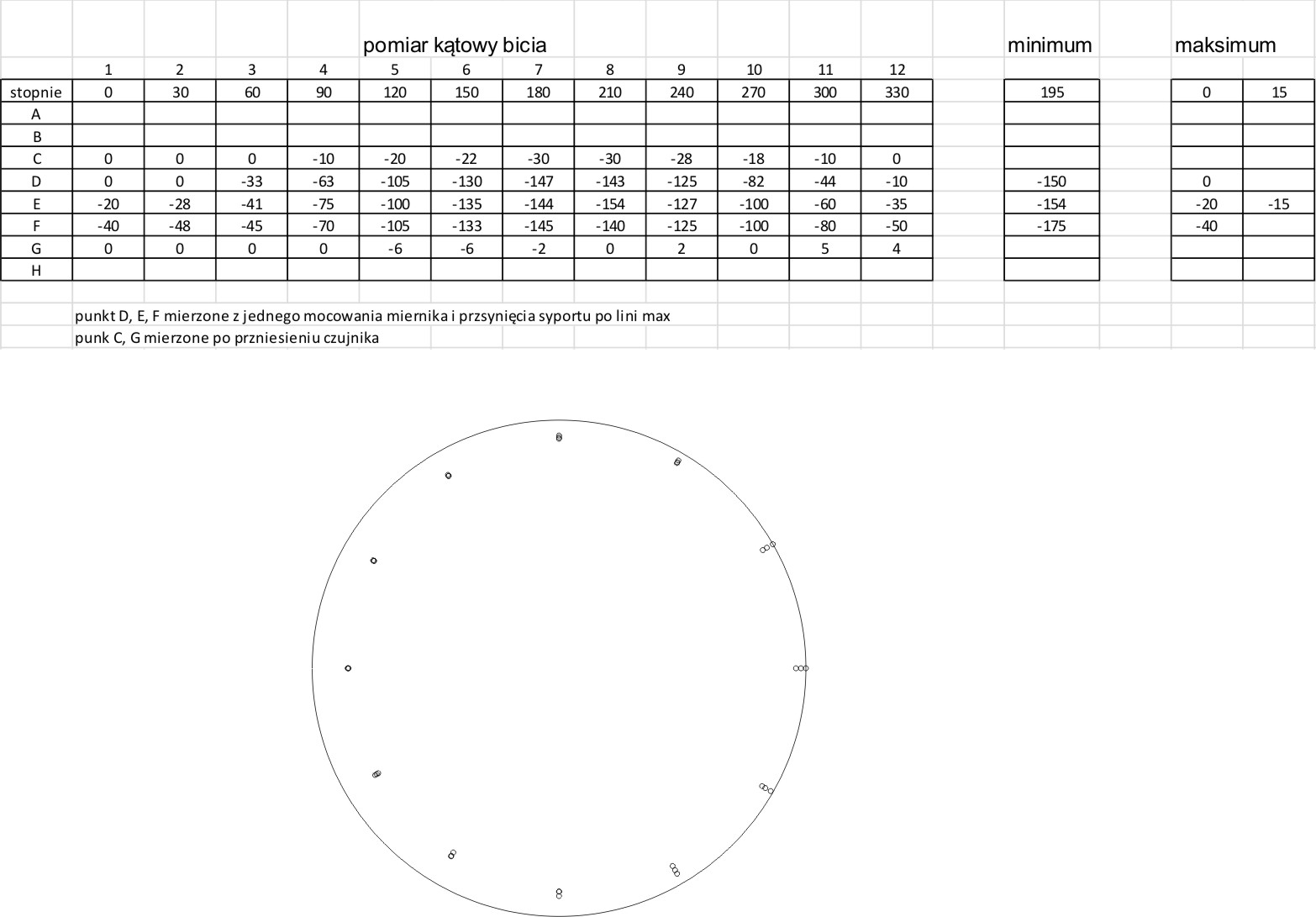
obrysy wyglądają podobnie do narysowanych przez Ciebie.
-
Jawojt
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 6
- Posty: 17
- Rejestracja: 02 sty 2006, 17:20
- Lokalizacja: Płoki
Witam
Pewna rzecz w moich pomiarach nie daje mi spokoju. Mianowicie na samym początku podałem, że
Mam też pytania
zakładając, że tokarz wytoczył czop poprawny taki jak zarys a /zielony/ na rysunku kolegi RomanJ4 to co mogło się stać, że powstał zarys b /czerwony/? Wiertarka sprzedawana była jako mało używana i tak też wygląda choć łożyska lekko wybite.
czy dobrze myślę, że przesunięty jest środek czopa a nie środek stożka ?
Pewna rzecz w moich pomiarach nie daje mi spokoju. Mianowicie na samym początku podałem, że
natomiast pomiary bicia wskazują różnicę między max a minimum jako 0,15 mm czyli jeżeli rysunek w poprzednim poście byłby poprawny powinienem pomierzyć 24,85. Powtórzyłem pomiary, śrubą mikrometryczną. Powtórnie wyszło na 24,98 =-0,01 zarówno w linii min-max jak i prostopadłej do niej. Sprawdziłem też różnicę średnic za pomocą suwmiarki elektronicznej i obracając czop w jej szczękach nie zauważam różnic średnicy więcej niż 0,02 działki. Wygląda to jakby średnica czopa była lekko w minusie /0,02/ natomiast powstał mimośród. Najprawdopodobniej środek czopa jest przesunięty o 0,12 mm /bądź środek stożka/. Potwierdza to chyba pomiar wykonywany po linii max i min pokazany w poście z dnia 2015-09-07, 23:59. Przyrost linii pomiędzy punktami G-F dla linii max wynosi 0,510 mm a dla linii min wynosi 0,415 mm a przyrosty pomiędzy punktami F-E i E-D wynoszą 0,02 i 0,02 w linii max oraz 0,00 i 0,1 w linii min. Rysunek pomiaru odchyłek pokazany w poprzednim poście robiony był przy założeniu że środek czopa i środek wrzeciona pokrywają się i chyba jest zły.. Po zdemontowaniu wrzeciona okazało się, że tokarz który toczył wrzeciono przejechał wymiar pod dolne łożyska o około 0,02 mm /śruba mikrometryczna pokazuje 24,98/. Co prawda potem ratował się punktując /nakłuwając (nie znam fachowej nazwy) powierzchnię czopa ale łożysko 6205 na czop wrzeciona wsuwa się luźno /przesuwa się pod swoim ciężarem/
Mam też pytania
zakładając, że tokarz wytoczył czop poprawny taki jak zarys a /zielony/ na rysunku kolegi RomanJ4 to co mogło się stać, że powstał zarys b /czerwony/? Wiertarka sprzedawana była jako mało używana i tak też wygląda choć łożyska lekko wybite.
czy dobrze myślę, że przesunięty jest środek czopa a nie środek stożka ?
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 23
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Środek stożka jest mniej więcej Ok, bo inaczej wymiar C też byłby mocno bijący (jak D, E, F)Jawojt pisze:Wygląda to jakby średnica czopa była lekko w minusie /0,02/ natomiast powstał mimośród. Najprawdopodobniej środek czopa jest przesunięty o 0,12 mm /bądź środek stożka/.

Niestety, jedyne rozsądne wytłumaczenie tego przypadku to takie, że tokarz nie wytoczył centrycznie (albo szlifierz schrzanił, jeśli było szlifowane).Jawojt pisze:zakładając, że tokarz wytoczył czop poprawny taki jak zarys a /zielony/ na rysunku kolegi RomanJ4 to co mogło się stać, że powstał zarys b /czerwony/?
Aż tyle to nawet aluminium by nie popłynęło...
pozdrawiam,
Roman
Roman
")














")






