



a ciekawe jak tam chlapie?... chyba, że z "kondonikiem" na obiektywGumiRobot pisze:a kamera?
Elektrodrążarka drutowa na LinuxCNC
-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 18
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm


")
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 12
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
"Kamara" yyy kamera  to może być strzał w 10 http://*/index.php?topic=1666.0 co do chlapania to ustawienie wykonuje się na wył. polewaniu potem kamerę można zamykać jakąś osłoną.
to może być strzał w 10 http://*/index.php?topic=1666.0 co do chlapania to ustawienie wykonuje się na wył. polewaniu potem kamerę można zamykać jakąś osłoną.
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
Herp
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 8
- Posty: 57
- Rejestracja: 26 wrz 2013, 19:23
- Lokalizacja: Rg
Witam wszystkich, jak widzę że coś w końcu ruszyło na tym forum o drutówkach to nie będe milczał 
Ja przymierzam się do drutówki na mach-u
pracowałem kiedyś na drutówce a nawet ją troszkę serwisowałem więc coś niecoś wiem
Cały soft regulacyjny drutówki działa na zasadzie pomiaru napięcia na drucie pomiędzy głowicami (czyli wzrost prądu palenia)
g67 utrzymanie przerwy iskrowej (tak miałem w mojej ruskiej drutówce) po wpisaniu tego kodu posów mógł być ustawiony na f100 a i tak był regulowany automatycznie przerwą iskrową, czyli wachał się 0.8-15mm/min w zależnie od grubości materiał.
PROCES REGULACJI:
proces polega na regulacji posuwu(prąd rośnie, posów spada i odwrotnie), a jeżeli szarpnie drutem(zwarcie) wtedy jest pauza jak to nie pomaga wtedy wycofanie o ileś kroków jeżeli łuk dalej się nie zajarzy , wtedy błąd i ręczne wznowienie programu zbyt gwałtowne zwarcie drutu zazwyczaj upalało drut i też wtedy po każdym upaleniu wycofywało o kilka kroków.
Naciąg drutu odbywa się poprzez ciężarek i fotokomórkę.
Najczęściej paliłem na prądzie 2A i 22Khz dowało to powieszcznię Ra1.3
Żeby nie było strat, powinno się do zasilania drutu zastosować przewody wielożyłowe, bo przy wysokich częstotliowościach prąd płynie na na powierzchni przewodnika.
W głowicach do trzymania drutu są zastosowane pryzmy ze szkła i miedzianne elektrody zasilające.
Generator WEDM różni się od EDM.
W EDM(drążarka wgłębna) ma regulację szerokości impulsu, prąd zapłonu, czas drążenia i przerwy itp. bo to wszystko jest istotne do powierzchni płaskich.
W WEDM(drążarka drutowa) miałem tylko 4 częstotliwości 4-y prądy i czułość na przerwę iskrową i szybkość przewijania drutu.
Warto też pomyśleć o prostopadłości drutu.
A teraz moje pytanie:
Czy ktoś bawił się z makrem Mach-a żeby proces regulacji odbywał się tak jak opisałem powyżej, bo mi narazie udało się tylko skopiować makro na środek otw.
Ja przymierzam się do drutówki na mach-u
pracowałem kiedyś na drutówce a nawet ją troszkę serwisowałem więc coś niecoś wiem
Cały soft regulacyjny drutówki działa na zasadzie pomiaru napięcia na drucie pomiędzy głowicami (czyli wzrost prądu palenia)
g67 utrzymanie przerwy iskrowej (tak miałem w mojej ruskiej drutówce) po wpisaniu tego kodu posów mógł być ustawiony na f100 a i tak był regulowany automatycznie przerwą iskrową, czyli wachał się 0.8-15mm/min w zależnie od grubości materiał.
PROCES REGULACJI:
proces polega na regulacji posuwu(prąd rośnie, posów spada i odwrotnie), a jeżeli szarpnie drutem(zwarcie) wtedy jest pauza jak to nie pomaga wtedy wycofanie o ileś kroków jeżeli łuk dalej się nie zajarzy , wtedy błąd i ręczne wznowienie programu zbyt gwałtowne zwarcie drutu zazwyczaj upalało drut i też wtedy po każdym upaleniu wycofywało o kilka kroków.
Naciąg drutu odbywa się poprzez ciężarek i fotokomórkę.
Najczęściej paliłem na prądzie 2A i 22Khz dowało to powieszcznię Ra1.3
Żeby nie było strat, powinno się do zasilania drutu zastosować przewody wielożyłowe, bo przy wysokich częstotliowościach prąd płynie na na powierzchni przewodnika.
W głowicach do trzymania drutu są zastosowane pryzmy ze szkła i miedzianne elektrody zasilające.
Generator WEDM różni się od EDM.
W EDM(drążarka wgłębna) ma regulację szerokości impulsu, prąd zapłonu, czas drążenia i przerwy itp. bo to wszystko jest istotne do powierzchni płaskich.
W WEDM(drążarka drutowa) miałem tylko 4 częstotliwości 4-y prądy i czułość na przerwę iskrową i szybkość przewijania drutu.
Warto też pomyśleć o prostopadłości drutu.
A teraz moje pytanie:
Czy ktoś bawił się z makrem Mach-a żeby proces regulacji odbywał się tak jak opisałem powyżej, bo mi narazie udało się tylko skopiować makro na środek otw.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 402
- Posty: 17211
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Szumnie powiedzianeHerp pisze: jak widzę że coś w końcu ruszyło na tym forum o drutówkach to nie będe milczał
Pokazywać, pokazywaćHerp pisze: Ja przymierzam się do drutówki na mach-u
Co to za g-kod ? Czy aby nie wywołanie makra ?Herp pisze: g67 utrzymanie przerwy iskrowej
Czyli generator z EDM spokojnie pójdzie na Wire EDM, odwrotnie może być gorzejHerp pisze: Generator WEDM różni się od EDM.
Nie ma co myśleć , tylko trzeba ustawićHerp pisze: Warto też pomyśleć o prostopadłości drutu.
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 12
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
A jak wygląda kwestia napięcia?Herp pisze:Najczęściej paliłem na prądzie 2A i 22Khz dowało to powieszcznię Ra1.3
Jakie znaczenie ma ten parametr i jakie szybkości się stosuje?Herp pisze: szybkość przewijania drutu.
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
Herp
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 8
- Posty: 57
- Rejestracja: 26 wrz 2013, 19:23
- Lokalizacja: Rg
Tak z tym, że ja myśle, że to jest przerost formy na nad treścią, bo EDM ma prądy 4-60Akamar pisze:
Czyli generator z EDM spokojnie pójdzie na Wire EDM, odwrotnie może być gorzej
a WEDM 1-4 A tylko coś mi się zdawały małe te prądy w drutówce więc niech ktoś mnie poprawi jeżeli piszę brednie.
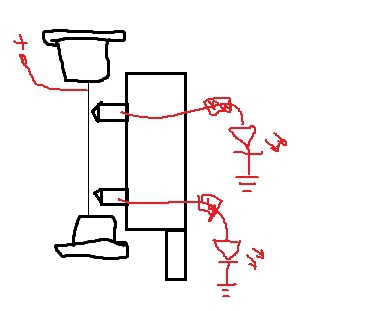
A jak odbywało się ustawianie? bo ja miałem prostopadłościan z dwoma wystającymi bolcami o rozstawie 100mm które były w obwodzie z diodami LED i podjeżdżało sie do drutu z krokiem 0.001mm i warunek był taki że że dwie diody musiały się zapalić razemkamar pisze: Nie ma co myśleć , tylko trzeba ustawić
50-60Vadam Fx pisze: A jak wygląda kwestia napięcia?
Im cieńszy materiał tym wolniejszy posów w celu oszczędności drutu, posów był od 0-30m/min szybkoś dobierało się doświadczalnie.adam Fx pisze:
Jakie znaczenie ma ten parametr i jakie szybkości się stosuje?
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 402
- Posty: 17211
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Kolega czytał temat ?
Dowcip w tym, że generator do EDM już jest i to niezły.
Szpulka 3000 m drutu - 50$ , u mnie starczy na 11-12 nawojów, jak nie urwie to z tydzień, dwa pochodzi. Faktycznie jest o co walczyć
Ostatnie przymiarki głowiczki, jeszcze powalczyć z configiem i lada dzień się spróbuje.
[youtube][/youtube]
Dowcip w tym, że generator do EDM już jest i to niezły.
Zapałka na cztery, flaszka na razHerp pisze: Im cieńszy materiał tym wolniejszy posów w celu oszczędności drutu, .
Szpulka 3000 m drutu - 50$ , u mnie starczy na 11-12 nawojów, jak nie urwie to z tydzień, dwa pochodzi. Faktycznie jest o co walczyć
Ostatnie przymiarki głowiczki, jeszcze powalczyć z configiem i lada dzień się spróbuje.
[youtube][/youtube]






