Niech będzie. Ale nadal Piko musi móc to wysterować. Czyli musiałaby być faktyczna 4 oś dostępna w systemie.RobWan pisze:Co do Inkscape to miało być napisane obrotowego.
WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu


")
-
mc2kwacz
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 63
- Posty: 2920
- Rejestracja: 27 maja 2013, 22:18
- Lokalizacja: gdzieś
Ja mam to na co dzieńbh91 pisze:przydało by się chociażby opcjonalnie aby wrzeciono podczas dojazdu i opadania już się rozpędzało. Jeśli ustawię np 6 sekund a dojazd trwa 4 to zaczeka sobie jeszcze 2 i leci z programem.
Miałem właśnie serię elementów - aż mnie krew zalewała
West pewien sposób na obejście aczkolwiek KULAWY. Wrzeciono startuje bodajże na wysokości dojazdowej. Więc ustawiam ja dość wysoko i potem ułamek sekundy albo nawet zero czasu oczekiwania na rozpędzenie w ustawieniach sterownika.
To rozwiązanie jest kulawe dlatego, że te wszystkie wektory "techniczne" dojazdowe i tak się pojedynczo po kolei realizują. Czyli wrzeciono jedzie, staje, znowu jedzie... Ale i tak to szybciej wychodzi na mój sposób. Drugie ograniczenie jest takie, że często fizycznie nie ma zapasu w Z na dodatkową (rozpędzającą wrzeciono) odległość dojazdową. Jak wiadomo, frezarki ogólnie nie grzeszą zapasem w Z.
Mnie brakuje jeszcze jednej opcji odjazdu po wykonaniu pracy. Mamy odjazd na zadaną wysokość bezpieczną i mamy odjazd na punkt referencyjny Gxx. Przydałoby się jeszcze połączenie, czyli odjazd na punkt Gxx z jednoczesnym zachowaniem wysokości bezpiecznej. Żeby nie wykonywać zbędnych nadmiarowych przejazdów w Z. Oczywiście odjazd najpierw Z, potem XY a najazd odwrotnie - o tym nawet nie warto wspominać.
-
bh91
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 22
- Posty: 894
- Rejestracja: 29 sty 2008, 21:00
- Lokalizacja: Radom
mc2kwacz,
Lecz ta metoda zabiera możliwość rozpędzenia się podczas zjazdu - program po wykonaniu odjeżdżał na bok aby wygodnie i szybko zmienić detal.
Potem klikam start na panelu, w międzyczasie podciśnienie załączam i gdyby już jadąc do punktu startowego programu wrzeciono się rozkręcało oszczędzał bym te 5-7sekund
Pomysł z dużą wysokością bezpieczną sprawdzę dziś - dzięki
Ten fakt obszedłem - robiąc jazdę referencyjną nacisnąłem ręcznie krańcówkę Z w połowie normalnego zakresu i zabazowała się niżej.Mnie brakuje jeszcze jednej opcji odjazdu po wykonaniu pracy. Mamy odjazd na zadaną wysokość bezpieczną i mamy odjazd na punkt referencyjny Gxx. Przydałoby się jeszcze połączenie, czyli odjazd na punkt Gxx z jednoczesnym zachowaniem wysokości bezpiecznej. Żeby nie wykonywać zbędnych nadmiarowych przejazdów w Z. Oczywiście odjazd najpierw Z, potem XY a najazd odwrotnie - o tym nawet nie warto wspominać.
Lecz ta metoda zabiera możliwość rozpędzenia się podczas zjazdu - program po wykonaniu odjeżdżał na bok aby wygodnie i szybko zmienić detal.
Potem klikam start na panelu, w międzyczasie podciśnienie załączam i gdyby już jadąc do punktu startowego programu wrzeciono się rozkręcało oszczędzał bym te 5-7sekund
Pomysł z dużą wysokością bezpieczną sprawdzę dziś - dzięki
Jest robota - jest pinonc
-
 wojtek30
wojtek30
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 384
- Rejestracja: 17 sie 2012, 14:23
- Lokalizacja: Trójmiasto
Przydałaby się opcja korekcji geometrii związanej z prostopadłością osi X i Y.
Wiem że profesjonalistów to nie obchodzi, bo maszyna musi być idealna, jednak nie jeden amator (np. ja) chciałby pewnie skorygować swoją kulawą maszynę. U mnie nie występuje duża rozbieżność, ale na 20cm mam odchyłkę 0,1mm. Przy większych detalach muszę kombinować. Planuję zakup PikoCNC, bo podoba mi się jego CAM, ale podobałby mi się jeszcze bardziej...
Może autor znajdzie gdzieś na końcu swojej listy miejsce na taką propozycję?
Wiem że profesjonalistów to nie obchodzi, bo maszyna musi być idealna, jednak nie jeden amator (np. ja) chciałby pewnie skorygować swoją kulawą maszynę. U mnie nie występuje duża rozbieżność, ale na 20cm mam odchyłkę 0,1mm. Przy większych detalach muszę kombinować. Planuję zakup PikoCNC, bo podoba mi się jego CAM, ale podobałby mi się jeszcze bardziej...
Może autor znajdzie gdzieś na końcu swojej listy miejsce na taką propozycję?
-
 cosimo
cosimo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 59
- Posty: 637
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Szacuje to na dwadzieścia linijek programu więc jak nie zapomnę to zrobię.Przydałaby się opcja korekcji geometrii związanej z prostopadłością osi X i Y.
...
Może autor znajdzie gdzieś na końcu swojej listy miejsce na taką propozycję?
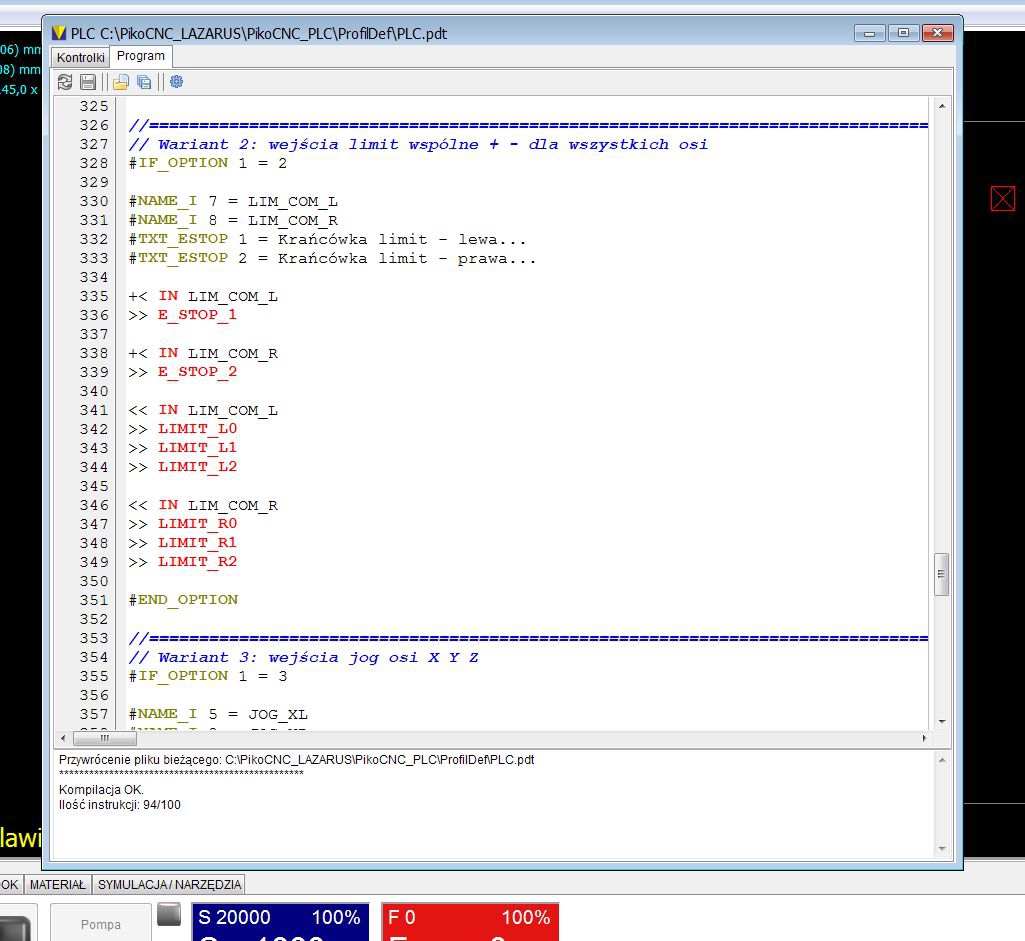
Chciałem jeszcze wspomnieć nad czym pracuje ostatnio – tak uprzedzająco bo nie wiem czy nie przesadziłem tym razem
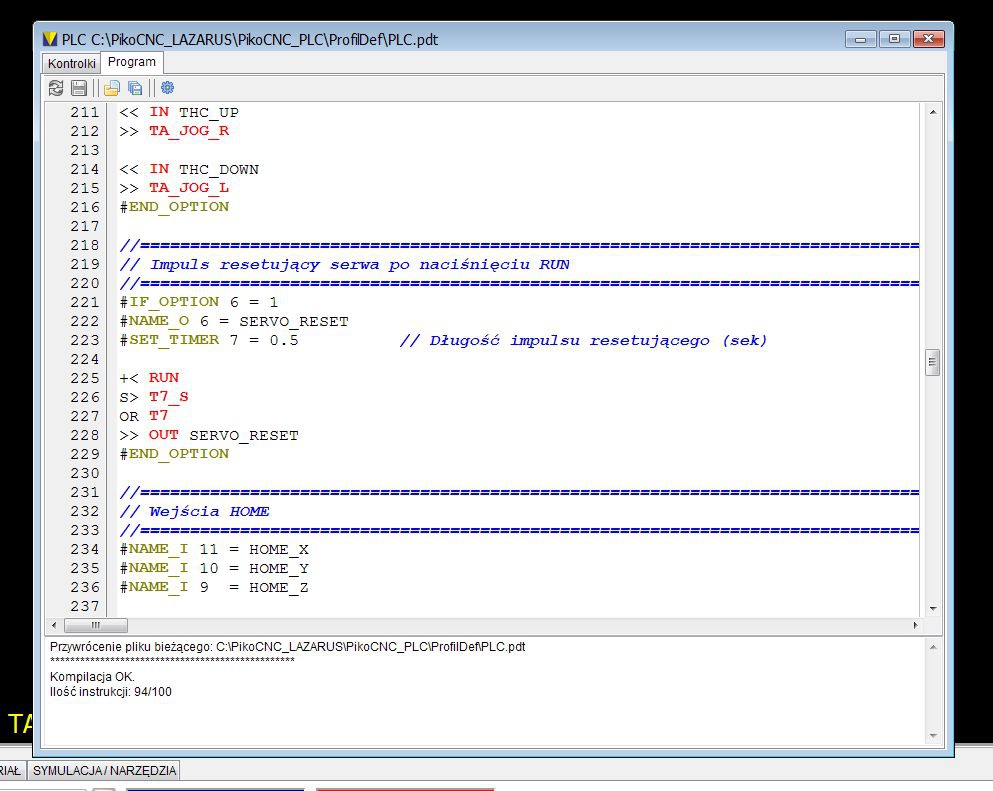
Na drugim obrazku program generujący impuls resetujący dla serw w momencie naciśnięcia „RUN”.
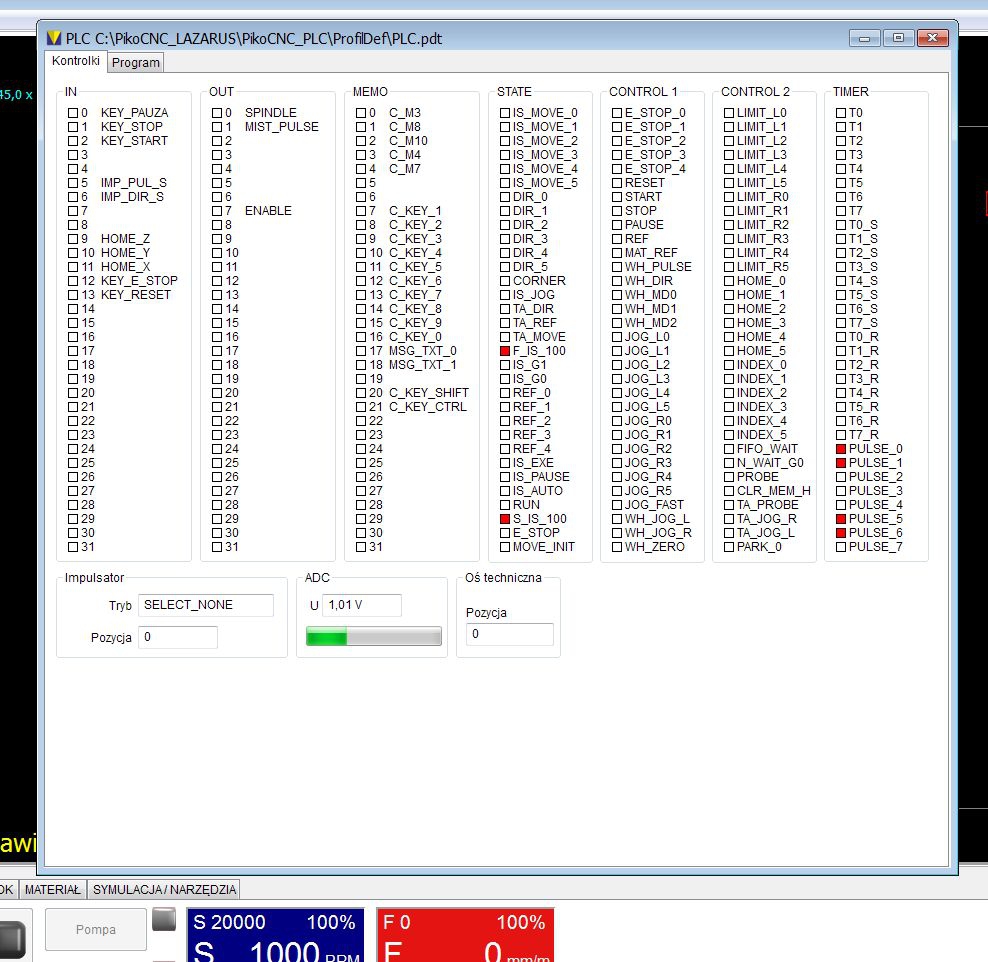
Na trzecim rejestry, które mamy do dyspozycji: IN, OUT to rejestry wejść i wyjść fizycznych reszta to I/O logiczne.