



PikoCNC Sterownik maszyny CNC via USB


-
michallesinski
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 7
- Rejestracja: 10 paź 2005, 17:17
- Lokalizacja: Torun
-
 cosimo
cosimo
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 253
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Generalnie jest to do palarek plazmowych. Jest to sygnał, który umożliwia wyłączanie THC na zakrętach. Kiedy maszyna zaczyna hamować sygnał jest ustawiany, a kiedy ponownie osiągnie prędkość zadaną kasowany. Aby działała potrzebna jest zmiana firmwar-u. Traktuje to na razie eksperymentalnie dlatego nie wspominam o tym w news-ach.
-
tomk38
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 10
- Posty: 267
- Rejestracja: 26 lis 2013, 10:56
- Lokalizacja: Gdynia
Panowie mam kilka podstawowych pytań,frezuję w mdf, elementy ozdobne nazwijmy to.
-Jaki ustawićkąt hamowania?
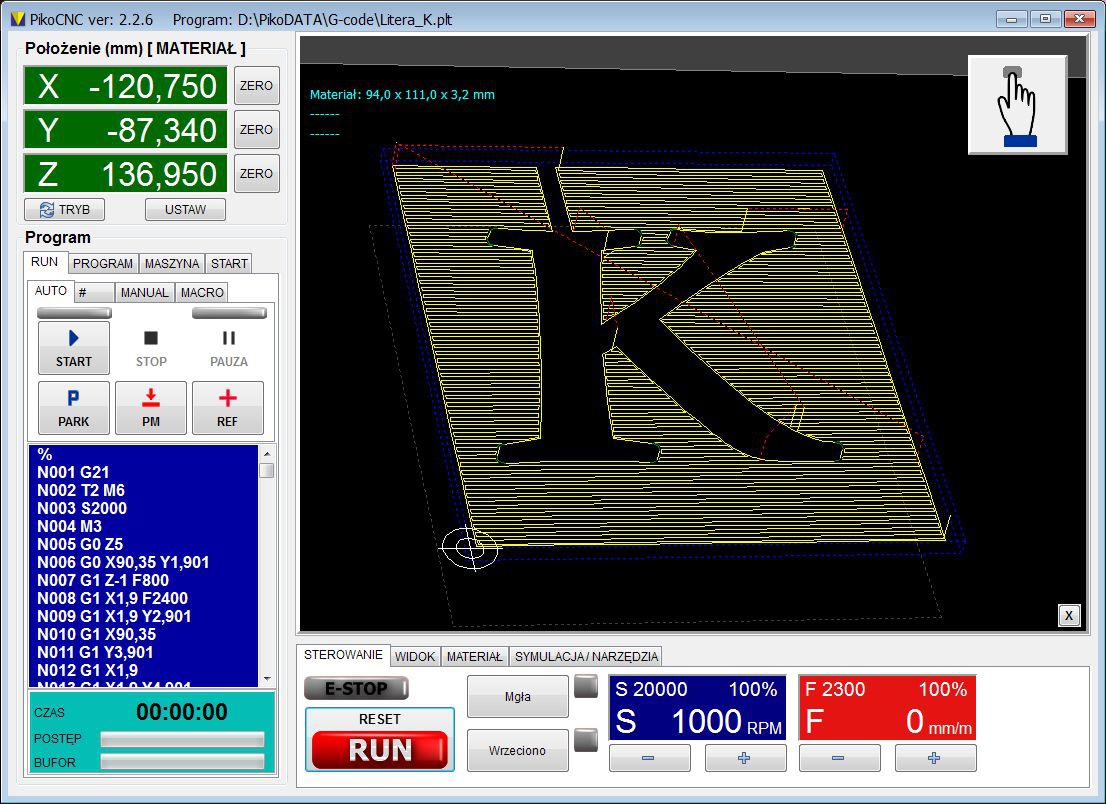
-co to jest ta duża litera A w prawym górnym ?
- co to jest ten biały celownik ( jakby tarcza do strzelania ) ?
- jaką ustawić maksymalną prędkość silników w xyz? w tym wątku pisano cytuję :
"Jeśli np. dla osi X oraz Y mamy w ustawieniach prędkość maksymalną 4000 ale dla osi Z mamy tylko 2000 - To nie możemy (a raczej nie powinniśmy) w programie ustawiać większego F niż najwolniejsza użyta oś ! Tzn. nie ma problemu gdy X i Y jadą razem lub same tzn. bez Z - wtedy F może być 4000, natomiast jeśli jedzie np. X razem z Z to F nie powinno być większe niż 2000 ! Oczywiście nie dlatego, że oś Z pojechałaby szybciej niż ma w ustawieniach – nie pojedzie. Ale dlatego, że przestaje wtedy prawidłowo działać „analiza do przody” (pewną analogią jest tu przesterowany wzmacniacz) i ryzykujemy, że na jakimś zakręcie silniki wpadną w poślizg i pogubią krok. To samo dotyczy procentowego przyśpieszania"
dzięki za pomoc , szkoda że nie ma prostej instrukcji do piko, dla kogoś kto nigdy nie miał do czynienia z cnc
-Jaki ustawićkąt hamowania?
-co to jest ta duża litera A w prawym górnym ?
- co to jest ten biały celownik ( jakby tarcza do strzelania ) ?
- jaką ustawić maksymalną prędkość silników w xyz? w tym wątku pisano cytuję :
"Jeśli np. dla osi X oraz Y mamy w ustawieniach prędkość maksymalną 4000 ale dla osi Z mamy tylko 2000 - To nie możemy (a raczej nie powinniśmy) w programie ustawiać większego F niż najwolniejsza użyta oś ! Tzn. nie ma problemu gdy X i Y jadą razem lub same tzn. bez Z - wtedy F może być 4000, natomiast jeśli jedzie np. X razem z Z to F nie powinno być większe niż 2000 ! Oczywiście nie dlatego, że oś Z pojechałaby szybciej niż ma w ustawieniach – nie pojedzie. Ale dlatego, że przestaje wtedy prawidłowo działać „analiza do przody” (pewną analogią jest tu przesterowany wzmacniacz) i ryzykujemy, że na jakimś zakręcie silniki wpadną w poślizg i pogubią krok. To samo dotyczy procentowego przyśpieszania"
dzięki za pomoc , szkoda że nie ma prostej instrukcji do piko, dla kogoś kto nigdy nie miał do czynienia z cnc

")
")

-
jacek38
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 58
- Posty: 273
- Rejestracja: 13 mar 2005, 21:35
- Lokalizacja: Pelplin
Witam - jakie zastosować obróbki aby z załączonego rysunku wygenerować wyfrezować wirnik - proszę o pomoc i naukę - pozdrawiam Jacek.
- Załączniki
-
- wirnik1.dxf
- (92.57 KiB) Pobrany 239 razy
-
cosimo
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 253
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Przy zamknięciu okna wszystko samo się buduje automatycznie, więc chyba nie tu problem. Raczej obstawiam, że przed kliknięciem w guzik ścieżki nie zaznacza elementów geometrii do wykonania. Oczywiście zakładając, że wcześniej używał wersji 10 numerków wstecz. Jeżeli nie, to może problem z samą geometrią.A magiczne polecenie "buduj ścieżkę" (Ctrl+b) kolega używa ??
Jeżeli jest to, to o czym myślę (obejrzałem to tylko w 2D) to musisz mieć EdgeCam-a lub AlphaCam-a w wersji 5-osiowej i taką maszynę.Witam - jakie zastosować obróbki aby z załączonego rysunku wygenerować wyfrezować wirnik - proszę o pomoc i naukę - pozdrawiam Jacek.






