albo szukaj jako raszkaRomanJ4 pisze:Te "chodniki" to są trapy,
a najnormalniej to podesty drewniane.
poprostu po 8h stania przy maszynie na betonie itd nogi bolą strasznie :/
Obsługa, Programowanie i Budowa Maszyn Numerycznych






")
")

")
i nie będzie, fabryczne stożki są nawęglane, hartowane, i szlifowane, a czasem i polerowane, wiec nie ma szans na taką powierzchnię. Po toczeniu, owszem bardzo drobnym ≥500 szerokim papierkiem przeszlifować lekko można, by uzyskać jeszcze lepszą powierzchnię, ale najważniejsze by przylegała jak największą częścią do gniazda(można sprawdzić na tusz w jakimś niezużytym fabrycznym gnieździe, tulejce redukcyjnej itp.)ak47 pisze:Jednak powierzchnia mojego stożka taka idealna nie była jak takiego z fabryki.
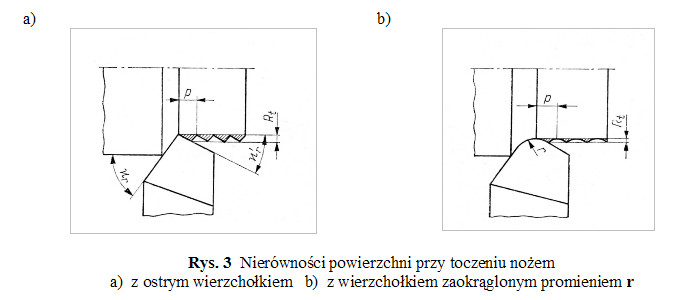
do bardzo uzyskania bardziej gładkich powierzchni w ostatnim przejściu używa się noży z dużym promieniem, b. dużych obrotów, i malutkiego posuwu.ak47 pisze:Jechałem przy 400 obr/min. Najpierw zebrałem coś koło 3 mm i zostawiłem sobie 0,5 mm na wykończenie i dojście do właściwego wymiaru.