



Panowie, to gdzie wy zamawiacieskoczek pisze: a od złożenia zamówienia do odbioru przesyłki mija często 4-5 dni przez które jestem uziemiony.
PRZERÓBKA FREZARKI KONWENCJONALNEJ NA CNC. Od strony 10.


-
skoczek
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 11
- Posty: 1075
- Rejestracja: 15 lis 2006, 22:04
- Lokalizacja: Cieszyn/Kraków
Dokładnie tak jak mówisz, można utoczyć koło z piastą pod konkretne rozwiązanie.
Ja np. toczę sobie tuleje rozprężne i nimi osadzam koło na ośkach. Zrobienie samemu koła pozwala mi zrobić stożek już w samym kole (w sumie można to zrobić i w takim kupnym, ale nie zawsze mi to pasuje).
Druga sprawa jest taka że koła o dużych średnicach wcale już tak tanio nie wychodzą, ale głównie rozchodzi się o czas. Właśnie zmarnowałem 3 dni, bo nie mogłem nic zrobić nie mając koła.
[ Dodano: 2013-01-20, 16:32 ]
Z pasami bywa inaczej bo czas realizacji np. aż do 2 tygodni jeżeli nie ma takiego jaki mi pasuje. Ale na szczęście pasów nie chcę dorabiać
[ Dodano: 2013-01-20, 16:37 ]
IMPULS3 właśnie widzę że dodałeś zdjęcie.
Możesz sprawdzić jaki to moduł i numer freza? Widzę że moduł będzie dość "godny" ale by nie bawić się w metodę prób i błędów chętnie skorzystam z Twojej podpowiedzi.
Pasek to jest 8M?
Ja np. toczę sobie tuleje rozprężne i nimi osadzam koło na ośkach. Zrobienie samemu koła pozwala mi zrobić stożek już w samym kole (w sumie można to zrobić i w takim kupnym, ale nie zawsze mi to pasuje).
Druga sprawa jest taka że koła o dużych średnicach wcale już tak tanio nie wychodzą, ale głównie rozchodzi się o czas. Właśnie zmarnowałem 3 dni, bo nie mogłem nic zrobić nie mając koła.
[ Dodano: 2013-01-20, 16:32 ]
Ostatnio zamawiałem dość dawno temu bo miałem jeszcze jakiś zapas ze starego zamówienia, ale wygląda to tak: zamówienie (np. poniedziałek) + czas realizacji 1 dzień (mamy już wtorek) + kurier (mamy już środę). Wariant dość typowy. Bywało czasem dłużej.kamar pisze: Panowie, to gdzie wy zamawiacieZamówione dziś przed 14 ma być jutro pod bramą
Z pasami bywa inaczej bo czas realizacji np. aż do 2 tygodni jeżeli nie ma takiego jaki mi pasuje. Ale na szczęście pasów nie chcę dorabiać
[ Dodano: 2013-01-20, 16:37 ]
IMPULS3 właśnie widzę że dodałeś zdjęcie.
Możesz sprawdzić jaki to moduł i numer freza? Widzę że moduł będzie dość "godny" ale by nie bawić się w metodę prób i błędów chętnie skorzystam z Twojej podpowiedzi.
Pasek to jest 8M?
Podstawą materialną narodu jest ziemia, przemysł i handel. Kto ziemię, przemysł i handel oddaje w ręce cudzoziemców, ten sprzedaje narodowość swoją, ten zdradza swój naród. - Hipolit Cegielski
-
zul
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 1
- Posty: 61
- Rejestracja: 10 wrz 2005, 17:21
- Lokalizacja: Bydgoszcz
skoczek pisze:Dokładnie tak jak mówisz, można utoczyć koło z piastą pod konkretne rozwiązanie.
Ja np. toczę sobie tuleje rozprężne i nimi osadzam koło na ośkach. Zrobienie samemu koła pozwala mi zrobić stożek już w samym kole (w sumie można to zrobić i w takim kupnym, ale nie zawsze mi to pasuje).
Pokażesz kolego jak mocujesz te koła na wałku ? Kończe projekt i ten niuans mi pozostał do rozwiązania
-
skoczek
- ELITA FORUM (min. 1000)
- Posty w temacie: 11
- Posty: 1075
- Rejestracja: 15 lis 2006, 22:04
- Lokalizacja: Cieszyn/Kraków
Witam.
Nie ma mnie teraz w domu, wyjechałem na około tydzień. Jak dam radę i nie zapomnę to za tydzień zrobię zdjęcie jak to wygląda na maszynie.
Patent opiera się o rozprężne stożki, np. taki:
http://www.akcesoria.cnc.info.pl/tulejki_rz.htm
U mnie wygląda to trochę inaczej. Można to utoczyć nawet na konwencjonalnej tokarce i pierwsza sztuka tak kiedyś u mnie powstała. Co prawda powierzchnia tworzącej stożka nie będzie idealnie gładka, ale w moim przypadku trzymało tak że musiałem zbijać to młotkiem, choć kąt tworzącej miałem dość duży, powyżej kąta samohamowności.
Spróbuję opisać to w miarę prosto:
Ustawiasz sanki narzędziowe tokarki na jakiś kąt. Ja ustawiłem sobie o ile pamiętam na 7 stopni.
Toczysz stożek zewnętrzny z odsadzeniem. Odsadzenie robisz po to by wywiercić w nim później otwory pod śruby, zarówno trzymające dwa stożki jak i umożliwiające rozebranie zespołu (warto zrobić np. dwa dodatkowe otwory gwintowane by wkręcać w nie śruby ułatwiające rozebranie zespołu, ale nie pokrywające się z innymi otworami bo wkręcona śruba służąca do rozebrania, gdy się oprze o gwintowane otwory w drugim podzespole, to z powodu dużego nacisku zaczyna niszczyć gwinty - sprawdzone przeze mnie).
Toczysz również otwór pod ośkę silnika.
Całość jest toczona z jednego mocowania.
Stożek następnie nacinasz na 4 części prawie do samego odsadzenia. Nie polecam przecinania odsadzenia bo moim zdaniem pogarsza się wtedy samoosiowanie zespołu.
Toczysz drugi element który jest tuleją z zewnętrznym odsadzeniem w którym wiercisz i gwintujesz otwory. Toczysz wewnętrzny stożek o tej samej zbieżności co wcześniejszy zewnętrzny. Tuleję również nacinasz na 4 części, podobnie jak poprzedni element.
Nacinać można nawet fleksą z ręki. Nie będzie wyglądało pięknie ale jak ktoś nie ma np. frezarki poziomej to i fleksa się sprawdzi.
W kole wiercisz i roztaczasz otwór o średnicy takiej jaką ma zewnętrzna tuleja.
Oba podzespoły można utoczyć tak by nie trzeba było przestawiać w międzyczasie sanek narzędziowych.
Nacięcia warto robić tak by były przesunięte względem siebie o około 45 stopni gdy złoży się oba stożki i skręci śrubami.
Jak czegoś nie będziesz rozumiał to pytaj. Jak gdzieś na obecnym komputerze znajdę rysunki do tego to załączę by mój opis był łatwiejszy do przyswojenia.
Pozdrawiam, skoczek
Nie ma mnie teraz w domu, wyjechałem na około tydzień. Jak dam radę i nie zapomnę to za tydzień zrobię zdjęcie jak to wygląda na maszynie.
Patent opiera się o rozprężne stożki, np. taki:
http://www.akcesoria.cnc.info.pl/tulejki_rz.htm
U mnie wygląda to trochę inaczej. Można to utoczyć nawet na konwencjonalnej tokarce i pierwsza sztuka tak kiedyś u mnie powstała. Co prawda powierzchnia tworzącej stożka nie będzie idealnie gładka, ale w moim przypadku trzymało tak że musiałem zbijać to młotkiem, choć kąt tworzącej miałem dość duży, powyżej kąta samohamowności.
Spróbuję opisać to w miarę prosto:
Ustawiasz sanki narzędziowe tokarki na jakiś kąt. Ja ustawiłem sobie o ile pamiętam na 7 stopni.
Toczysz stożek zewnętrzny z odsadzeniem. Odsadzenie robisz po to by wywiercić w nim później otwory pod śruby, zarówno trzymające dwa stożki jak i umożliwiające rozebranie zespołu (warto zrobić np. dwa dodatkowe otwory gwintowane by wkręcać w nie śruby ułatwiające rozebranie zespołu, ale nie pokrywające się z innymi otworami bo wkręcona śruba służąca do rozebrania, gdy się oprze o gwintowane otwory w drugim podzespole, to z powodu dużego nacisku zaczyna niszczyć gwinty - sprawdzone przeze mnie).
Toczysz również otwór pod ośkę silnika.
Całość jest toczona z jednego mocowania.
Stożek następnie nacinasz na 4 części prawie do samego odsadzenia. Nie polecam przecinania odsadzenia bo moim zdaniem pogarsza się wtedy samoosiowanie zespołu.
Toczysz drugi element który jest tuleją z zewnętrznym odsadzeniem w którym wiercisz i gwintujesz otwory. Toczysz wewnętrzny stożek o tej samej zbieżności co wcześniejszy zewnętrzny. Tuleję również nacinasz na 4 części, podobnie jak poprzedni element.
Nacinać można nawet fleksą z ręki. Nie będzie wyglądało pięknie ale jak ktoś nie ma np. frezarki poziomej to i fleksa się sprawdzi.
W kole wiercisz i roztaczasz otwór o średnicy takiej jaką ma zewnętrzna tuleja.
Oba podzespoły można utoczyć tak by nie trzeba było przestawiać w międzyczasie sanek narzędziowych.
Nacięcia warto robić tak by były przesunięte względem siebie o około 45 stopni gdy złoży się oba stożki i skręci śrubami.
Jak czegoś nie będziesz rozumiał to pytaj. Jak gdzieś na obecnym komputerze znajdę rysunki do tego to załączę by mój opis był łatwiejszy do przyswojenia.
Pozdrawiam, skoczek
Podstawą materialną narodu jest ziemia, przemysł i handel. Kto ziemię, przemysł i handel oddaje w ręce cudzoziemców, ten sprzedaje narodowość swoją, ten zdradza swój naród. - Hipolit Cegielski
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Nie bardzo rozumiem o co Ci chodzi, ale jakoś od du** strony się do tego zabierasz.skoczek pisze:Bez urazy Tux, ale hipokrytę z siebie teraz robisz każąc mi wykonać takie zęby byle jak, podczas gdy toczyłeś wielki bój z Kamarem o jego gwałty na matematyce.
Co do freza palcowego to frezowanie takiego koła (5M) takim frezem to porażka (przy 8M można by już tak się bawić). To już prędzej z ręki naostrzyłbym jednoostrzowy i nim przefrezował takie zęby.
Zarys HTD składa się z luków, a frez jest w przekroju kołem, to jaki Ty masz problem ?
Może nie tą stroną chcesz frezować ?
Ja Ci trochę rozciągnąłem, to może załapiesz o co chodzi ...
.
-
skoczek
- ELITA FORUM (min. 1000)
- Posty w temacie: 11
- Posty: 1075
- Rejestracja: 15 lis 2006, 22:04
- Lokalizacja: Cieszyn/Kraków
Tux nie rób ze mnie debila bo tak się składa że jakieś 2 lata temu zamieściłem na forum w innym temacie poprawny zarys HTD więc wiem jak on wygląda i wiem jakie wartości promieni i odcinków są, a druga kwestia jest taka że też mam pojęcie jak to frezować a jak nie frezować i na pewno frezowanie HTD-5M frezem palcowym tak jak wcześniej proponowałeś jest jednym z gorszych rozwiązań.
Lepszym rozwiązaniem jest frez krążkowy który można by przeszlifować, ale dziś Kolega IMPULS3 uświadomił mnie że dobrym przybliżeniem jest jakiś frez modułowy zza wschodniej granicy z czego nie zdawałem sobie sprawy bo moje frezy krążkowe modułowe są z FWP i nie widzę na nich takiego promienia o którym wspomniał ww. Kolega że występuje we frezach made in CCCP.
Teraz czekam aż znajdzie czas i poda mi Kolega moduł oraz numer freza krążkowego modułowego zza wschodniej granicy którym dobrze przybliżył ten zarys.
Więc czytaj ze zrozumieniem moje posty że MAM ŚWIADOMOŚĆ jak wygląda zarys i dlatego do niego dążę. Jak mam frezować 5M frezem palcowym to wolę poczekać na realizację zamówienia
Palcowym to można by frezować, ale np. 14M albo od biedy 8M, ale nie 5M. Chyba że Ty masz na myśli frezowanie kółeczek cienkich na parę milimetrów...
Wpisz sobie w wyszukiwarce mój nick i frazę HTD, wyskoczy Ci więcej informacji że drążony był ten temat już od dawna.
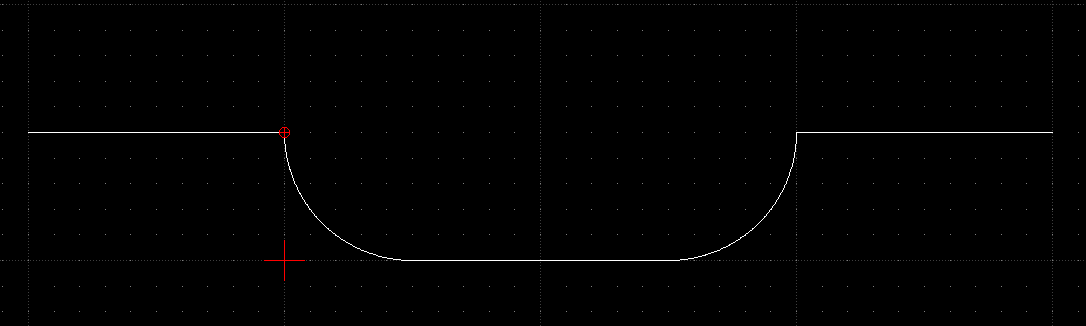
Np. tu masz przykładowy profil który kiedyś zamieściłem:
https://www.cnc.info.pl/topics64/skad-s ... t25244.htm
Pozdrawiam, skoczek
Lepszym rozwiązaniem jest frez krążkowy który można by przeszlifować, ale dziś Kolega IMPULS3 uświadomił mnie że dobrym przybliżeniem jest jakiś frez modułowy zza wschodniej granicy z czego nie zdawałem sobie sprawy bo moje frezy krążkowe modułowe są z FWP i nie widzę na nich takiego promienia o którym wspomniał ww. Kolega że występuje we frezach made in CCCP.
Teraz czekam aż znajdzie czas i poda mi Kolega moduł oraz numer freza krążkowego modułowego zza wschodniej granicy którym dobrze przybliżył ten zarys.
Więc czytaj ze zrozumieniem moje posty że MAM ŚWIADOMOŚĆ jak wygląda zarys i dlatego do niego dążę. Jak mam frezować 5M frezem palcowym to wolę poczekać na realizację zamówienia
Palcowym to można by frezować, ale np. 14M albo od biedy 8M, ale nie 5M. Chyba że Ty masz na myśli frezowanie kółeczek cienkich na parę milimetrów...
Wpisz sobie w wyszukiwarce mój nick i frazę HTD, wyskoczy Ci więcej informacji że drążony był ten temat już od dawna.
Np. tu masz przykładowy profil który kiedyś zamieściłem:
https://www.cnc.info.pl/topics64/skad-s ... t25244.htm
Pozdrawiam, skoczek
Podstawą materialną narodu jest ziemia, przemysł i handel. Kto ziemię, przemysł i handel oddaje w ręce cudzoziemców, ten sprzedaje narodowość swoją, ten zdradza swój naród. - Hipolit Cegielski
-
IMPULS3
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 107
- Posty: 8021
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Zgadzam się, trochę tak jak dorabiać kilogram śrub, ja jestem w trochę innej sytuacji bo przekładnie pasowe zębate to u mnie rzadkość, a nawet te we frezarce to chyba pierwszy raz.kamar pisze:Przy cenie fabrycznych to trochę podcieranie szkłem
Skoczek, troche zapomniałem o Tobie, ale już mówię: moduł 4.5 a nr. freza 8 dla moich 24 ząbków, wiadomo że jak inna liczba zębów to inny numer freza więc może nie być warto ale to już nie ja będę decydował. I jedna uwaga odnośnie tych ruskich frezów bo o ile inne krążkowe były dość dobre to modułowe nie dość że słabo pod względem chropowatości powierzchni zataczanych to i twardość albo materiał jakiś słaby bo szybko się tępią. Polskie o niebo lepsze.









