



Freecad się zainstalował ale fakt że dziwnie działa, w takim razie na razie sobie odpuszczę, wole aby ręce z nerwów mi nie drżały..MlKl pisze: freecada, heekscada i heekscama. To, co się instaluje przez apta do niczego się nie nadaje.
Garażowe CNC plazma + wrzecionko A.D.2011 - 2013


-
G3d
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 9
- Posty: 325
- Rejestracja: 02 sty 2009, 18:07
- Lokalizacja: Warszawa
No podstawowe pytanie win czy linIMPULS3 pisze:To ja mam mniej szczęścia bo ściągnołem HEEKSA zainstalowałem i mam tylko ikonkę.
Reaguje na kliknięcie ale dalej nic się nie dzieje.Oprócz instalacji robiliście coś jeszcze?
Na linuxie zobacz z terminala normalnie komenda, bo on robi jakos po huculsku ikone, ktora prowadzi w kosmos.
Na windowsie dziala samo z siebie.
Oftop sie pietrzy moze idzmy do jakiegos dedykowanego topicu ?

-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Dzięki, G3d, czy masz może jeszcze sposób na jazdę po rampie ? I druga sprawa: puściłem dziś obróbkę na 4 mostkach i wyszło tak, że na 1,2 i 4-tym mostku zagłębienie i wyjazd mostka były na prędkości zagłębienia podanej w "profilu" a na 3-cim mostku wjazd i zjazd z mostka robił praktycznie na pełnej prędkości - czy ja gdzieś czegoś nie dokonfigurowałem ? Jest też parametr "rapid safety space" w którym określam jak nisko nad wybrany materiał może mi frez zjechać w G0. To działa mi w pocket'cie, ale chyba nie działa w "profilu" ?
Ten offtop mi nie przeszkadza, maszyna właściwie skończona, pozostały kosmetyczne detale. Może przeszkadzałby trochę w czytaniu, ale kto za miesiąc czy kilka m-cy zajrzy do tego wątku ?
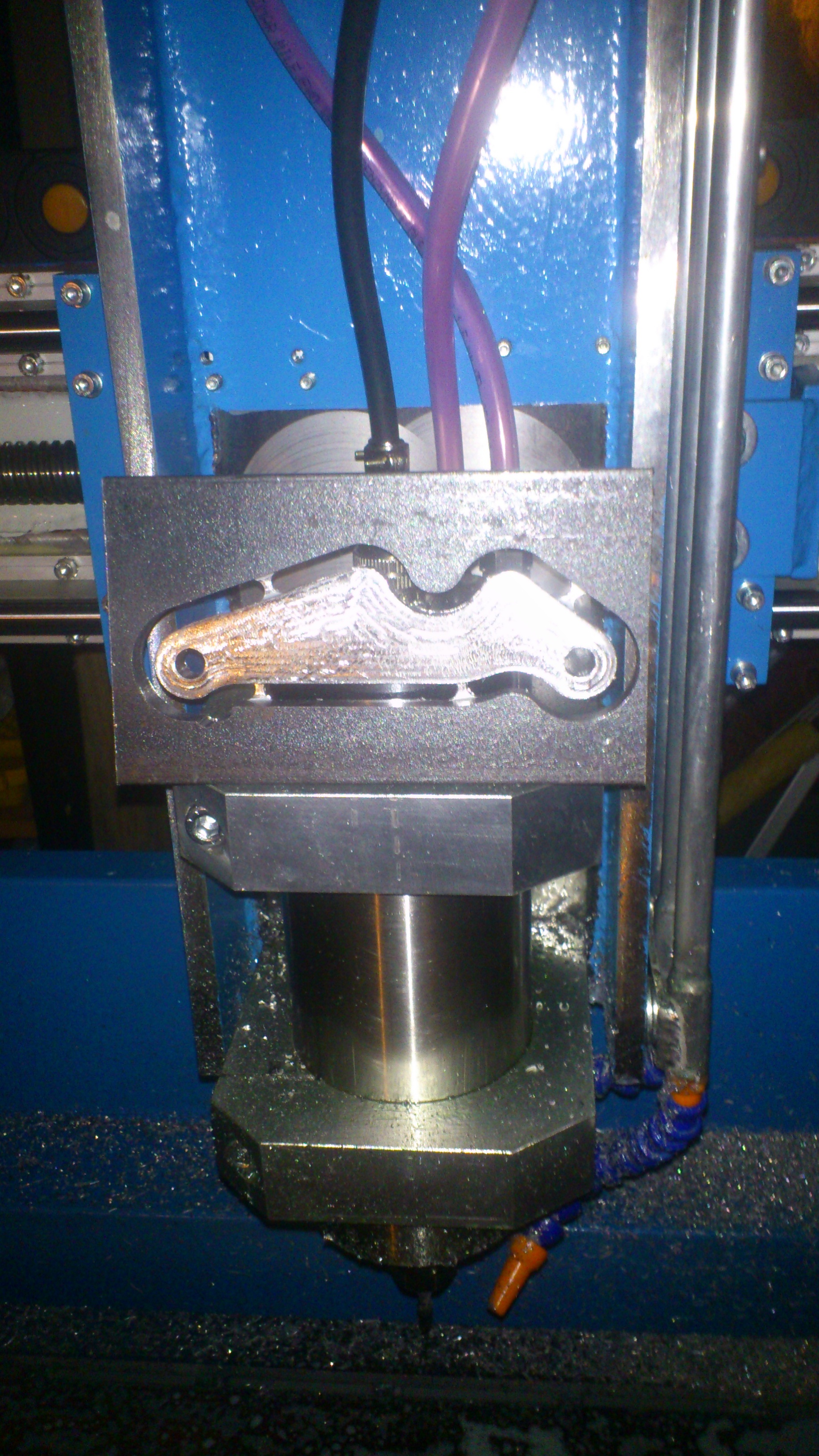
Dziś puściłem frezowanie zacisku, St3 10mm, 9k obr, 0.2x1000. Nagrałem krótki film:
[youtube][/youtube]
i kilka zdjęć:
w trakcie obróbki:

po obróbce:

Nie za bardzo wyszło planowanie z wierzchu, ponieważ robione było kiedy zacisk trzymał się już na 4 mosteczkach 2x1mm . Swoją drogą, Heeks chroni trochę przed głupotą operatora: kiedy w projekcie mostki były takie strasznie długie, to skracałem je jak mogłem. Niestety, poniżej parametru "2" Heeks nie skracał. Wkurzałem się bo mostki wciąż były strasznie długie. Dopiero kiedy maszyna ruszyła, uświadomiłem sobie, że mądry operator patrząc na ścieżkę narzędzia domyśliłby się, że w ścieżce musi też być uwzględniona grubość narzędzia .
W projekcie było 8mm, a moja przedpotopowa suwmiarka pokazuje coś pomiędzy 7.95 a 8mm. Biorąc pod uwagę jaka to maszyna i fakt że frezowane było od razu na gotowo, bez obróbki wykańczającej, to wynik chyba nienajgorszy :

A ten pierwszy egzemplarz najchętniej zostawiłbym sobie na pamiątkę :
Tu powierzchnia po przecięciu płaskownika:

Oczywiście cięte było za pomocą Kamarowej kieszeni
Ten offtop mi nie przeszkadza, maszyna właściwie skończona, pozostały kosmetyczne detale. Może przeszkadzałby trochę w czytaniu, ale kto za miesiąc czy kilka m-cy zajrzy do tego wątku ?
Dziś puściłem frezowanie zacisku, St3 10mm, 9k obr, 0.2x1000. Nagrałem krótki film:
[youtube][/youtube]
i kilka zdjęć:
w trakcie obróbki:
po obróbce:
Nie za bardzo wyszło planowanie z wierzchu, ponieważ robione było kiedy zacisk trzymał się już na 4 mosteczkach 2x1mm
W projekcie było 8mm, a moja przedpotopowa suwmiarka pokazuje coś pomiędzy 7.95 a 8mm. Biorąc pod uwagę jaka to maszyna i fakt że frezowane było od razu na gotowo, bez obróbki wykańczającej, to wynik chyba nienajgorszy
A ten pierwszy egzemplarz najchętniej zostawiłbym sobie na pamiątkę
Tu powierzchnia po przecięciu płaskownika:
Oczywiście cięte było za pomocą Kamarowej kieszeni
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ? 

-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Wbrew pozorom, nie jest jakoś bardzo głośno - wydaje mi się, że sam Kress (jak oglądam filmy) wyje sporo głośniej niż u mnie przy obróbce, poza tym najczęściej kiedy wszystko poustawiam, to wychodzę z pomieszczenia żeby każdy z nas (ja i maszynka) mógł robić swoje . Dlatego mam krańcówki na limitach i muszę przyznać, że na kilkadziesiąt przejazdów po stole kieszenią Kamara, miałem 3 lub 4 przypadki, kiedy maszyna zamiast zjechać na 0,0 i robić kolejną warstwę pojechała po X dalej i stanęła na krańcówkach. Jak to dokładnie było nie wiem, bo nie było mnie przy tym, zawsze była to pierwsza zdejmowana warstwa, nie wiem czy jakiś błąd w procedurze czy coś mój komputer źle liczy, ale krańcówki się przydały...
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
G3d
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 325
- Rejestracja: 02 sty 2009, 18:07
- Lokalizacja: Warszawa
No i pieknie
Sposobu na rampe z automatu niestety nie mam.
Oczywiscie mozna ja sobie bez problemu dopisac, ale to troche przeczy idei CAD/CAM
Do planowania, proponuje sprobowac:
Pocket + material allowance np. -2, i zig-zag na 90*
Dzieki temu mamy planowanie w 1 strone, wieksze od powierzchni detalu o material allowance.
Sposobu na rampe z automatu niestety nie mam.
Oczywiscie mozna ja sobie bez problemu dopisac, ale to troche przeczy idei CAD/CAM
Do planowania, proponuje sprobowac:
Pocket + material allowance np. -2, i zig-zag na 90*
Dzieki temu mamy planowanie w 1 strone, wieksze od powierzchni detalu o material allowance.
Mniej gadania - więcej robienia.
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 14
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:






