To już było przerabiane wiec bajeczek nie opowiadajMlKl pisze:Ta składanka to 3 zakładki w kobyle, .
I nie 3 zakladki w kobyle tylko 3 kobyły w zakładkach
Obsługa, Programowanie i Budowa Maszyn Numerycznych







")

No bo masz coś popieprzone.MlKl pisze:Ale leci w tysiące milimetrów - dlaczego?
Kod: Zaznacz cały
[EMC]
VERSION = Ngcgui-lathe
MACHINE = ngcgui-lathe
[RS274NGC]
PARAMETER_FILE = sim-lathe.var
SUBROUTINE_PATH = ../../nc_files/ngcgui_lib/lathe:../../nc_files/ngcgui_lib/utilitysubs
USER_M_PATH = ../../nc_files/ngcgui_lib/mfiles
[DISPLAY]
PROGRAM_PREFIX = ../../nc_files
# Note: TKPKG (one or more) specifies tcl/tk apps to embed in axis tab pages
TKPKG = Ngcgui 1.0
NGCGUI_FONT = Helvetica -12 normal
# for startup NGCGUI_PREAMBLE, NGCGUI_SUBFILE, NGCGUI_POSTAMBLE, TTT_PREAMBLE
# items, specifly:
# a) absolute filename (start with /)
# b) relative filename: search directories specified by
# [DISPLAY]PROGRAM_PREFIX and [RS274NGC]SUBROUTINE_PATH
NGCGUI_PREAMBLE = lathe_std.ngc
NGCGUI_SUBFILE = id.ngc
NGCGUI_SUBFILE = od.ngc
NGCGUI_SUBFILE = taper-od.ngc
NGCGUI_SUBFILE = g76base.ngc
NGCGUI_SUBFILE = g76diam.ngc
NGCGUI_SUBFILE = toczenie.ngc
# specify "" for a custom tab page
NGCGUI_SUBFILE = ""
#NGCGUI_OPTIONS = noiframe
DISPLAY = axis
LATHE = 1
EDITOR = gedit
# use tooltable columns for: diam front back orien
TOOL_EDITOR = tooledit diam front back orien
CYCLE_TIME = 0.100
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 1.2
MAX_SPINDLE_OVERRIDE = 1.0
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 1
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Grayscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.001
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 50000
SERVO_PERIOD = 1000000
[HAL]
HALFILE = core_sim.hal
HALFILE = axis_manualtoolchange.hal
HALFILE = simulated_home.hal
HALFILE = lathe.hal
[TRAJ]
AXES = 3
COORDINATES = X Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 2.0
MAX_VELOCITY = 20.0
DEFAULT_ACCELERATION = 20.0
MAX_ACCELERATION = 20.0
[AXIS_0]
TYPE = LINEAR
HOME = 0.000
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 20.0
BACKLASH = 0.000
SCALE = 400
#INPUT_SCALE = 4000
#OUTPUT_SCALE = 1.000
MIN_LIMIT = -10.0
MAX_LIMIT = 100.0
FERROR = 0.050
MIN_FERROR = 0.010
HOME_OFFSET = 1.0
HOME_SEARCH_VEL = 5.0
HOME_LATCH_VEL = 1.0
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = NO
HOME_SEQUENCE = 0
HOME_IS_SHARED = 1
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 20.0
MAX_ACCELERATION = 20.0
BACKLASH = 0.000
SCALE = 400
#INPUT_SCALE = 4000
#OUTPUT_SCALE = 1.000
MIN_LIMIT = -500.0
MAX_LIMIT = 50.0
FERROR = 0.050
MIN_FERROR = 0.010
HOME_OFFSET = 1.0
HOME_SEARCH_VEL = 5.0
HOME_LATCH_VEL = 1.0
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = NO
HOME_SEQUENCE = 1
HOME_IS_SHARED = 1
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = lathe.tbl
TOOL_CHANGE_POSITION = 1 0 1
TOOL_CHANGE_WITH_SPINDLE_ON = 1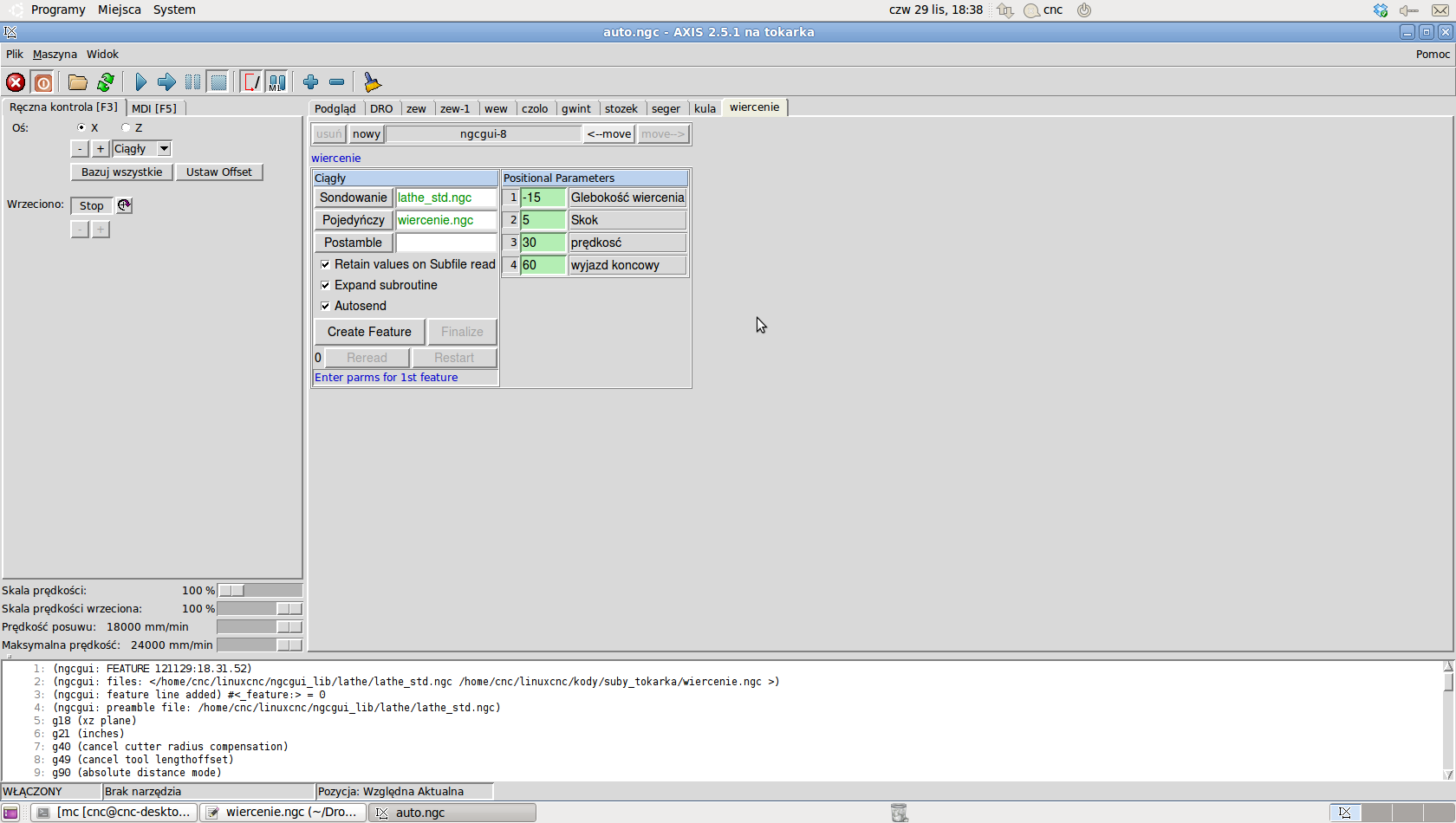
Kod: Zaznacz cały
( ------------------------------ )
( W I E R C E N I E )
( ------------------------------ )
( Kamar )
( Time-stamp: <2012-11-28 13:33> )
( ------------------------------ )
(info: wiercenie )
o<wiercenie> sub
#<glebokosc> = #1 (=-15 Glebokość wiercenia)
#<skok> = #2 (=5 Skok)
#<predkosc> = #3 (=30 prędkosć)
#<wyjazd> = #4 (=60 wyjazd koncowy)
g61
g17
m3 s1 m8
g0 z2
g0 x0
o100 if [#<skok> gt 0]
g83 z#<glebokosc> R2 Q#<skok> F#<predkosc>
o100 else
g81 z#<glebokosc> R2 F#<predkosc>
o100 endif
g80
m5
g0 z#<wyjazd>
o<wiercenie> endsub