



Znalazłem tę opcję w Mach-u i o dziwo w IJ Mode jest ustawione na Incremental, czyli wychodzi, że było dobrze. Program jednak rysował okręgi tak jakby środek był w punkcie 0,0,0.wieslawbarek pisze:Sam sobie odpowiedziałes program działa ale musisz w General Configuration przy I J Mode zaznaczyć Incremental i najczęściej jeżeli mamy jakiś dziwny obraz symulacji jakieś dziwne okręgi to wina ustawień absolutne albo incrementalne
Prośba o sprawdzenie kodu
-
ezbig
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 24
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Tagi:


-
wieslawbarek
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 5
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała
Mariusz sorry to co napisałem było do kol. ezbig .
No i co do tego twojego pierwszego programu kolego ezbig u mnie idzie bez problemu dopiero wpisanie I J K absolutnie powoduje takie jakieś dziwne okręgi a co do tych nowych czy starych wersji używam Macha od jakichś pięciu lat i nigdy z tym nie było problemu, może masz jakąś wersję demo sam nie wiem
No i co do tego twojego pierwszego programu kolego ezbig u mnie idzie bez problemu dopiero wpisanie I J K absolutnie powoduje takie jakieś dziwne okręgi a co do tych nowych czy starych wersji używam Macha od jakichś pięciu lat i nigdy z tym nie było problemu, może masz jakąś wersję demo sam nie wiem
-
ezbig
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 24
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Uczę się dalej. Bardzo mi pomogły twoje "boje" z Kamar-em na programy. Już nauczyłem się zmiennych i teraz mój program stał się bardziej optymalny. Przy maszynie mam pełną wersję Mach-a, a w domu używam dema i CIMCO. CIMCO mi się spodobał, bo wizualizuje to co powstanie z gcode-u (można to nawet pomierzyć), a mach rysuje tylko ścieżkę narzędzia i nie do końca widać czy efekt pracy kodu to ten zamierzony. Jednak moja wersja CIMCO wspiera tylko podstawowe kodowanie ISO i dlatego to co napisałeś tam nie działa. Nie działają też zmienne. Muszę znaleźć jakiś symulator, który ma wizualizacje i działa jak mach.
[ Dodano: 2012-08-31, 18:02 ]
Czy dobrze ustawiłem kompensację średnicy freza? (niestety w Mach-u ciężko to stwierdzić z okna podglądu)
Czy w mach-u jest możliwość wstawienia bezpośrednio w kodzie jakichś warunków typu IF ... skoków warunkowych czy pętli, tak jak jest to w Linux CNC? Czy można do podprogramu przesłać parametry?
[ Dodano: 2012-08-31, 18:22 ]
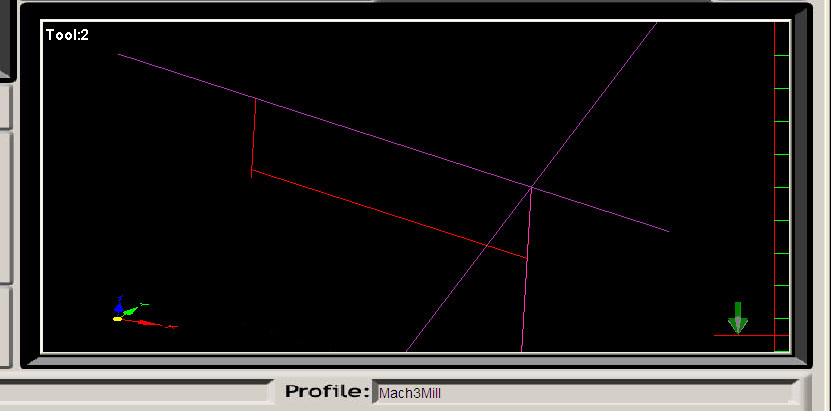
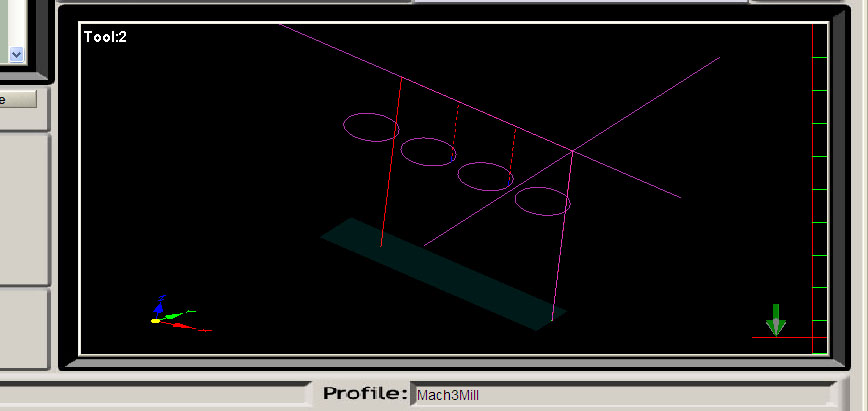
U mnie program w oryginalnej wersji rysuje coś na wzór krzesełka, a podprogram nie jest wykonywany. Dopiero jak to poprawiłem jak wyżej, to mam 3 okręgi rozmieszczone wzdłuż osi X.
[ Dodano: 2012-08-31, 18:02 ]
Czy dobrze ustawiłem kompensację średnicy freza? (niestety w Mach-u ciężko to stwierdzić z okna podglądu)
Kod: Zaznacz cały
%
G91
G54
G40
G80
G94
G17
G21
T0 M6
G97 S10000
F500
#100=10 (ilość w poziomie)
#101=9 (ilość w pionie)
#102=25.4 (odstep)
G00 Z10
G00 Z-6.01
M98 P110l#100
G00 Z5
M30
o110 (wycinanie wzdluz X)
M98 P100l#101
g00 z1
G00 X[-1*#102*[#101]-2] Y#102
g00 z-1
m99
O100 (wycinanie elementu)
G42
G00 X0 Y0
G01 Z-1
G02 x10.9 Y10.9 R10.9
G41
G02 X10.9 Y-10.9 R10.9
G02 x-10.9 Y-10.9 R10.9
G42
G02 X-10.9 Y10.9 R10.9
G00 X-0.8
G01 Z-1
G02 x11.7 Y11.7 R11.7 Z-0.25
G41
G02 X11.7 Y-11.7 R11.7 z-0.25
G02 x-11.7 Y-11.7 R11.7 z-0.25
G42
G02 X-11.7 Y11.7 R11.7 z-0.25
G02 x11.7 Y11.7 R11.7 z-0.25
G41
G02 X11.7 Y-11.7 R11.7 z-0.25
G02 x-11.7 Y-11.7 R11.7 z-0.25
G42
G02 X-11.7 Y11.7 R11.7 z-0.25
G02 x11.7 Y11.7 R11.7
G41
G02 X11.7 Y-11.7 R11.7
G02 x-11.7 Y-11.7 R11.7
G42
G02 X-11.7 Y11.7 R11.7
G40
G00 Z5
G00 X5.35
G01 Z-5
G00 Z5
G00 X12.7
G01 Z-5
G00 Z5
G00 X6.35
G01 Z-1
g00 x[#102-23.4]
M99
%
[ Dodano: 2012-08-31, 18:22 ]
Czy tam nie powinno być w liniach gdzie jest M97 P1 L1 - M98 P1 L1, a zamiast N1 - O1?WZÓR pisze:Nie trzeba używać G91 .....rc666 pisze:...
W tym konkretnym przypadku, w podprogramie O100 uzylbym komendy G91 ale to wymaga zmiany calego O100.
....
Przetestujcie mój program na symulatorze ... dawno nie programowałem frezarki z G- kodów , wiec może nie zadziałać.
%
O23456
G17
G40
G80
G90
G54
T2 M6
G43 H2
S6000 M3
G0 X10. Y0
Z25.
G0 Z2.5
M97 P1 L1
G0 X35.
Z2.5
M97 P1 L1
G0 X60.
Z2.5
M97 P1 L1
G0 X85.
Z2.5
M97 P1 L1
G0 Z25.
M5
G28 G91 Z0
G28 Y0
G0 G49
G90
M30
N1
G1 Z-0.1 F800.00
G2 I-10. J0
G0 Z25.
M99
%
Mariusz.
U mnie program w oryginalnej wersji rysuje coś na wzór krzesełka, a podprogram nie jest wykonywany. Dopiero jak to poprawiłem jak wyżej, to mam 3 okręgi rozmieszczone wzdłuż osi X.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 8465
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Wcale się nie gniewam.wieslawbarek pisze:Mariusz sorry to co napisałem było do kol. ezbig . ....
Hmm .... też mam takie zdanie.rc666 pisze:...
Jak na poczatek to zaczales nie z tej strony co trzeba. Po co uzywasz podprogramow, widze ze nie wiesz jeszcze jak ich uzywac.
...
ezbig ..... wrzuć rysunek co chcesz zrobić , to pomogę.
WZÓR pisze:Przetestujcie mój program na symulatorze ... dawno nie programowałem frezarki z G- kodów , wiec może nie zadziałać ….
Kolego zmień lub ustaw swój symulator , gdyż na Haas- e mój program działa.ezbig pisze:No niestety u mnie to nie działa. Bo to co z tego rysuje mój symulator to w 3 liniach bym zmieścił, a domyślam się że to miało być coś bardziej skomplikowanego.


Nie ..... patrz wyżej.ezbig pisze:...
[ Dodano: 2012-08-31, 18:22 ]Czy tam nie powinno być w liniach gdzie jest M97 P1 L1 - M98 P1 L1, a zamiast N1 - O1?WZÓR pisze:Nie trzeba używać G91 .....rc666 pisze:...
W tym konkretnym przypadku, w podprogramie O100 uzylbym komendy G91 ale to wymaga zmiany calego O100.
....
Przetestujcie mój program na symulatorze ... dawno nie programowałem frezarki z G- kodów , wiec może nie zadziałać
%
O23456
G17
G40
G80
G90
G54
T2 M6
G43 H2
S6000 M3
G0 X10. Y0
Z25.
G0 Z2.5
M97 P1 L1
G0 X35.
Z2.5
M97 P1 L1
G0 X60.
Z2.5
M97 P1 L1
G0 X85.
Z2.5
M97 P1 L1
G0 Z25.
M5
G28 G91 Z0
G28 Y0
G0 G49
G90
M30
N1
G1 Z-0.1 F800.00
G2 I-10. J0
G0 Z25.
M99
%
Mariusz.
U mnie program w oryginalnej wersji rysuje coś na wzór krzesełka, a podprogram nie jest wykonywany. Dopiero jak to poprawiłem jak wyżej, to mam 3 okręgi rozmieszczone wzdłuż osi X.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
ezbig
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 24
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Koledzy, z całym szacunkiem do waszej wiedzy, ale chyba troszkę przesadzacie w tej opinii. Podprogramy są po to żeby ułatwić życie, więc ja sobie ułatwiam. Mam podprogram do rysowania części i podprogram do rysowania szyku. Napisałem, że się uczę i przed chwilą nie wiedziałem jeszcze jak powtórzyć podprogram określoną ilość razy (więc powieliłem na początku 2 linijki kodu kilka razy). Drugi podprogram robi to co chciałem, a ostatni z użyciem zmiennych już jest prawie ok. Prawie, bo gdybym wiedział jak zrobić bez powielania kodu (lub pisania podprogramu) spiralne zejście po okręgu z zadanym skokiem na obrót, to bym był bardziej zadowolony. Gdyby w Mach-u działały pętle warunkowe (for lub while) to skróciłbym mój kod o 18 instrukcji i byłby bez żadnego podprogramu. Mógłbym te kółka też ułożyć tak, żeby to było upakowane najściślej jak się da (z przesunięciem co 2 wiersz), ale na razie wiem, że pętle i struktury warunkowe działają w Linux CNC. W mach-u (z tego co do tej pory wyczytałem) jest to możliwe tylko poprzez makra, co już jest mniej wygodne.WZÓR pisze:Hmm .... też mam takie zdanie.rc666 pisze:...
Jak na poczatek to zaczales nie z tej strony co trzeba. Po co uzywasz podprogramow, widze ze nie wiesz jeszcze jak ich uzywac.
...
Robię coś takiego w ramach ćwiczeń, na razie na sucho:WZÓR pisze: ezbig ..... wrzuć rysunek co chcesz zrobić , to pomogę.
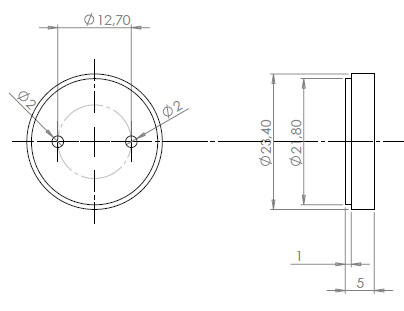
Tylko powielam to określoną ilość razy w X i Y z ustalonym odstępem. Docelowo zrobię to w szyku z przesunięciem co drugą kolumnę, aby uzyskać minimalne zużycie materiału, a jako parametry wejściowe będą średnica freza i wymiary arkusza. Celowo używam podprogramu, żeby mieć wyodrębniony jeden element, ponieważ później będę miał kilka różnych elementów w takim szyku.
Ja nie wątpię, że to działa, ale mi to ma działać w Mach-u nie w Haas-eWZÓR pisze: Kolego zmień lub ustaw swój symulator , gdyż na Haas- e mój program działa.
Ja tylko pytam, bo jak zrobiłem te poprawki to mam taki sam efekt, jak na twoim Haas-eWZÓR pisze:Nie ..... patrz wyżej.ezbig pisze: Czy tam nie powinno być w liniach gdzie jest M97 P1 L1 - M98 P1 L1, a zamiast N1 - O1?
U mnie program w oryginalnej wersji rysuje coś na wzór krzesełka, a podprogram nie jest wykonywany. Dopiero jak to poprawiłem jak wyżej, to mam 3 okręgi rozmieszczone wzdłuż osi X.
Oryginał:
Z moimi poprawkami dla mach-a:
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 8465
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
O1 wpisujesz gdy zmienisz M97 na M98ezbig pisze: ...Czy tam nie powinno być w liniach gdzie jest M97 P1 L1 - M98 P1 L1, a zamiast N1 - O1?....
A jaka to różnica .... w Mach-u również działają kody G00 , G01 , G02 , G03ezbig pisze:...Ja nie wątpię, że to działa, ale mi to ma działać w Mach-u nie w Haas-eWZÓR pisze: Kolego zmień lub ustaw swój symulator , gdyż na Haas- e mój program działa.
…… jak nie działa , to widocznie M97 / M98 nie czyta (?)
.... pytaj użytkowników.
p.s.
Popraw rysunek ...... za bardzo nie rozumiem o co w nim biega.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
wieslawbarek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała
No niestety Mach to nie Hass i to nie będzie działać  . Twój program na zmiennych cóż no ja jestem kiepski z matematyki i niektórych twoich linijek po prostu nie rozumiem poza tym zmiana kompensacji z G41 na G42 tak po prostu bez jakiegoś najazdu wiekszego niż promień freza nie pójdzie poprawnie . Symulacja pokazuje okręgi ale jako narzędzie masz wpisane T0 czyli średnicę 0 czyli bez kompensacji promienia.
. Twój program na zmiennych cóż no ja jestem kiepski z matematyki i niektórych twoich linijek po prostu nie rozumiem poza tym zmiana kompensacji z G41 na G42 tak po prostu bez jakiegoś najazdu wiekszego niż promień freza nie pójdzie poprawnie . Symulacja pokazuje okręgi ale jako narzędzie masz wpisane T0 czyli średnicę 0 czyli bez kompensacji promienia.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 8465
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
... co Ty powiesz?wieslawbarek pisze:No niestety Mach to nie Hass i to nie będzie działać
Tak się składa , że Haas jest blisko Fanuc-a.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
MoldMichal
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 307
- Rejestracja: 03 mar 2012, 12:04
- Lokalizacja: Częstochowa
-
ezbig
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 24
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Ja pytam użytkowników. Nie wiem co robi komenda M97, ale logicznie rozumując domyśliłem się, że wywołujesz tam podprogram, który zaczyna się od N1. Dlatego podmieniłem M97 na M98, a N1 na O1 i poszło jak u ciebie. Tak w związku z tym to jestem ciekaw, czym się różni komenda M97 od M98, bo chyba jest jakaś tego przyczyna, że ma inny numer.WZÓR pisze:A jaka to różnica .... w Mach-u również działają kody G00 , G01 , G02 , G03
…… jak nie działa , to widocznie M97 / M98 nie czyta (?)
.... pytaj użytkowników.
Tzn. czego nie rozumiesz? Po prawej jest widok z góry, a po lewej z boku.WZÓR pisze:p.s.
Popraw rysunek ...... za bardzo nie rozumiem o co w nim biega.
Ja myślałem, że T0 to narzędzie nr 0, a średnica jest zdefiniowana w Mach-u (jeszcze się w to nie wgłębiałem). W CIMCO jako T0 mam frez fi2. Apropos kompensacji, jak w takim razie poprawnie wyciąć okrąg skoro potrzeba przy tej operacji raz prawostronną, raz lewostronną?wieslawbarek pisze:No niestety Mach to nie Hass i to nie będzie działać
[ Dodano: 2012-08-31, 21:49 ]
Ale po co te dywagacje, może jest blisko, ale nie do końca. Ja się nie znam, tylko stwierdzam fakt, że M97 nie działa, a M98 działa. W manualu mach-a nie ma na liscie kodu M97.WZÓR pisze:... co Ty powiesz?wieslawbarek pisze:No niestety Mach to nie Hass i to nie będzie działać
https://www.cnc.info.pl/topics51/jaki-c ... t38628.htm
Tak się składa , że Haas jest blisko Fanuc-a.
Mariusz.






