



Garażowe CNC plazma + wrzecionko A.D.2011 - 2013
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 35
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:


-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Choć w trochę posuniętym kwiecie wieku, to póki co ani ja ani moja żona nie posiadamy takiego sprzętu (z drugiej strony, może nie sprawdzałem żony wystarczająco dokładniegaspar pisze:Zawibrowałeś?
[ Dodano: 2012-07-28, 16:58 ]
Beton wiąże, czas brać się za spodnią stronę stołu:
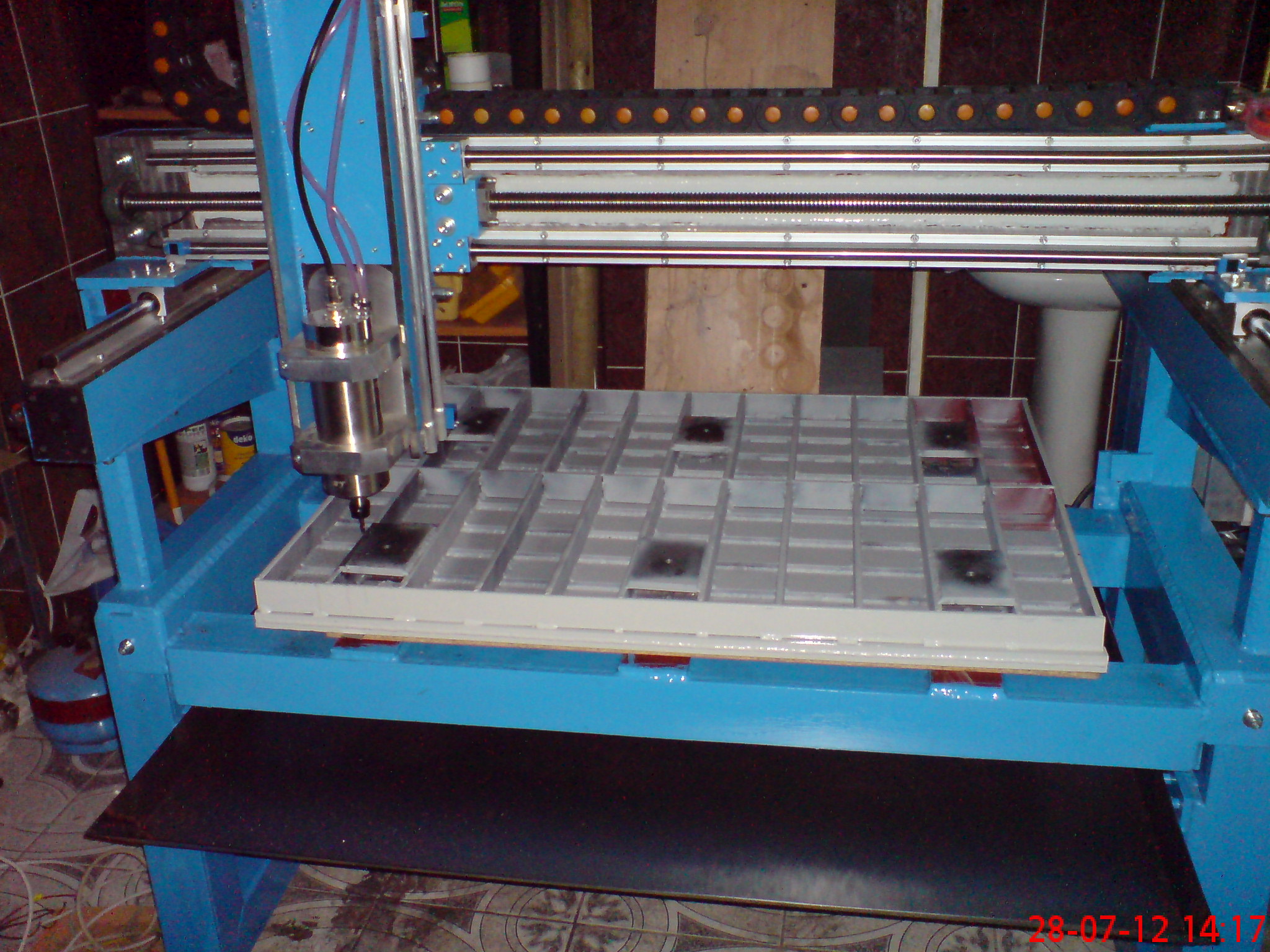
puściłem zgrubne frezowanie, w pewnym momencie frez zajęczał, wszystko zadrżało i nagle zaczął jechać w Y tak jakby nieco z lewej strony - widać na prawej krawędzi przed poprawką:
pomyślałem - frez utknął i pogubiło kroki w X ! Zbazowałem X i okazało się że było ok - to stół ważący 80kg (a może i ze 100kg bo we dwóch chłopa ledwo, ledwo go podnieśliśmy) przesunął się w bok - nie mocowałem go do podstawy, co prawda leży na płycie wiórowej, ale sam ledwo go przesuwam
Zmniejszyłem zagłębienie i posuwy i zaczęło iść lepiej:

co ciekawe, wibracje układają się w tej samej linii po X - widocznie tam są jakieś rezonanse w stole. Może gdybym zwiększył obroty (aktualnie 3600), ale i tak potrafi się zadymić, a póki co nie mam chłodzenia
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ? 
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
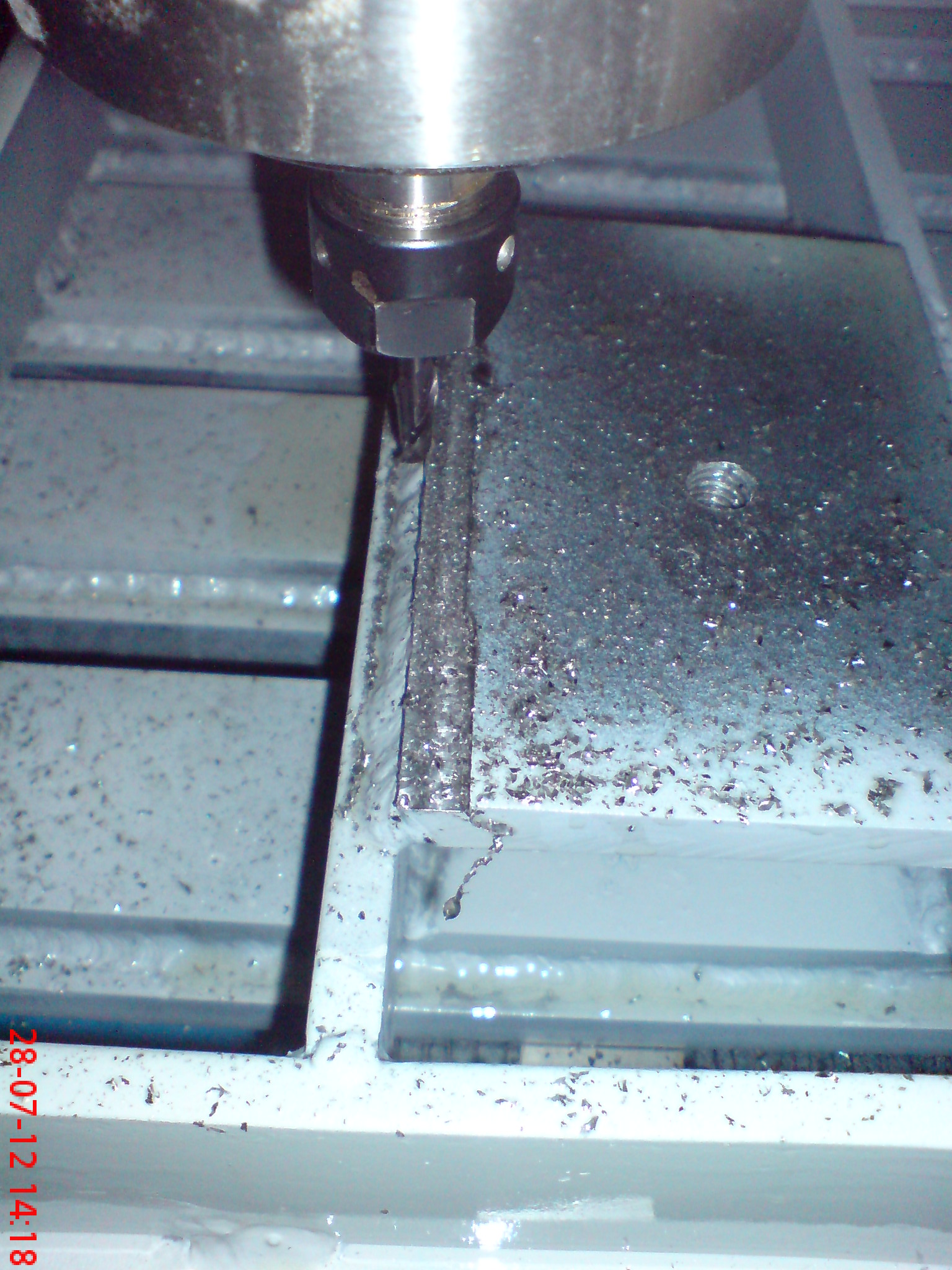
Wykończy mnie ta maszyna - tydzień zleciał na czym innym, dziś wziąłem się za obróbkę spodu stołu i wymiękam: mam jeden taki frez http://allegro.pl/frez-weglik-vhm-2p-6m ... 74124.html (czy to faktycznie węglik ? Pytam bo ma ok. 50HRC gdy zwykłe prowadnice poltechowskie mają ponad 60HRC ?) ale lepsza powierzchnia wychodziła mi z 4-piórowego - mam kilka takich VIS-ów kupionych za parę groszy z HSS i nie umiem nimi pracować. Na tym kawałku:

poszły mi 2 z tych 3 frezów :
:

frezowałem zagłebienie 0.4 obroty 5600 posuw 60 a później 30, nie mam jeszcze chłodzenia, często psikałem WD40 - początkowo szło w miarę, ale coraz większy dym aż w końcu kłęby dymu i po frezie . Nie wiem co robię nie tak ? Przy większym posuwie niż 60 od razu dymiło (chyba WD40 ?). Czy HSS wymaga wręcz "lania" chłodziwem ? Dobija mnie że na niektórych z tych uchwytów muszę splanować ponad 2.5mm i w tym tempie 0.2mm -- 30mm/min będę to robił tydzień . Nie wiem jak wcześniej robiłem fasolki z zagłębieniem 0.3 na posuwie 200 - boję się że zakatuję jeszcze ten węglikowy frez - póki co jest ostry, ale nie tak ostry jak na początku
. Nie wiem co robię nie tak ? Przy większym posuwie niż 60 od razu dymiło (chyba WD40 ?). Czy HSS wymaga wręcz "lania" chłodziwem ? Dobija mnie że na niektórych z tych uchwytów muszę splanować ponad 2.5mm i w tym tempie 0.2mm -- 30mm/min będę to robił tydzień . Nie wiem jak wcześniej robiłem fasolki z zagłębieniem 0.3 na posuwie 200 - boję się że zakatuję jeszcze ten węglikowy frez - póki co jest ostry, ale nie tak ostry jak na początku
poszły mi 2 z tych 3 frezów
frezowałem zagłebienie 0.4 obroty 5600 posuw 60 a później 30, nie mam jeszcze chłodzenia, często psikałem WD40 - początkowo szło w miarę, ale coraz większy dym aż w końcu kłęby dymu i po frezie
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
")
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
W innym wątku krytykowano Kamara za użycie do maszyny klawiatury bezprzewodowej, jako zbędne ryzyko. Niby racja, ale dziś, po którymś wciśnięciu strzałki na klawiaturze brama ostro ruszyła i wcale nie miała zamiaru przestać - już nie wiem czy pomogło błyskawiczne wciśnięcie ESC czy stanęła na krańcówce. Po wielu próbach, kombinacjach, wymianach klawiatur itp. okazało się, że... padł port PS/2 w komputerze - rzecz niesłychanie rzadka, ale jak widać w życiu wszystko się może zdarzyć 
Tak myślałem że za dużo na te HSS-y, ale na jakich parametrach robić ? 5600 przy frezie 6 to podobna prędkość obwodowa jak 1500 przy frezie 20 . No i jak to poprawić - mniejsze obroty a jak z zagłębieniem i posuwami ?
. No i jak to poprawić - mniejsze obroty a jak z zagłębieniem i posuwami ?
Tak myślałem że za dużo na te HSS-y, ale na jakich parametrach robić ? 5600 przy frezie 6 to podobna prędkość obwodowa jak 1500 przy frezie 20
Ostatnio zmieniony 06 sie 2012, 22:50 przez jacek-1210, łącznie zmieniany 1 raz.
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
 tomek_skocz
tomek_skocz
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 198
- Rejestracja: 07 lut 2012, 08:51
- Lokalizacja: okolice Rzeszowa
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Czyli po prostu lać na maksa i nie ma zmiłuj ? Pytam bo nie mam większego doświadczenia w temacie, jedyne porównanie to kiedy frezowano mi bazy to frezem 20 (albo 16 - już nie pamiętam), posuwy na oko coś pomiędzy 150 a 300, frez na oko HSS z 6 albo i 8 piór i zero chłodzenia
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?

")
-
jacek-1210
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 142
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Zwykła czarna stal, tylko jeszcze niedawno rżnąłem rowki i fasolki tym niby węglikiem 2p/6mm na parametrach 0.3-0.4, 3600obr, 200mm/min i wydawało się że jeszcze jest zapas, a teraz to już się boję frezem materiału dotknąć. A na parametrach 0.1-0.2, 30mm/min to będę ten stół robił do Bożego Narodzenia  . Kupiłem jeszcze wczoraj Dolfę 4p/8mm, jak przyjdzie to zobaczę co z tego będzie. Planowanie stołu będę mógł już robić pod chłodzeniem, ale teraz stół jest wypoziomowany na płycie wiórowej i nie ma jak lać na to chłodziwo
. Kupiłem jeszcze wczoraj Dolfę 4p/8mm, jak przyjdzie to zobaczę co z tego będzie. Planowanie stołu będę mógł już robić pod chłodzeniem, ale teraz stół jest wypoziomowany na płycie wiórowej i nie ma jak lać na to chłodziwo
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?






