



Witam wszystkich miłośników zabytkowych maszynek. Wczoraj doczytałem do końca cały temat od strony 1-59. Spotkałem gdzieś w trakcie pytanie o możliwość wykonania kół do gitary. Wykonywałem takie kółko o 80 zębach i module m=1 przy pomocy tokareczki piłki do metalu i pilnika iglaka. Wynik jest zadowalający.
Może krótkie przedstawienie. Jestem "OUSaiderem" bo nie mam OUSa. Posiadam tokarkę TSB16, tokarkę ZUCH, i tokareczkę typu jak ZUCH ale bez śruby pociągowej. Wszystkie były w mniejszym lub większym stopniu zdekompletowane lub uszkodzone. Bliżej o moich przeróbkach -jeżeli będzie ktoś zainteresowany.
Wracając do koła, najpierw trzeba wyliczyć średnicę dla przewidzianej ilości zębów.
Ja to liczyłem z proporcji (średnica koła posiadanego/ilość zębów koła posiadanego=średnica koła dorabianego X/ilość zębów koła dorabianego).
Tą proporcję można sprawdzić na kilku zębatkach które się posiada.
Podczas toczenia surowca pod wykonywaną zębatkę warto zrobić ryskę na średnicy dna zębów (ułatwi to nacinanie piłką rowków.
Mając surowy krążek przykładamy go do innej zębatki o zbliżonej ilości zębów (ja miałem z=76) i trasujemy kilka najbardziej zbliżonych do siebie ząbków. Przesuwamy krążki tak aby zgrywały się nam ostatnie linie i trasujemy kolejne linie zębów. Jeżeli nie popełniliśmy błędu to na krążku powinno być wytrasowane tyle zębów ile zaplanowaliśmy.
Dalej to prace ślusarskie. Piłką nacinamy rowki po jednej stronie linii na głębokość wrębu zęba.
następnie pilnikiem nożowym i trójkątnym rozpiłowujemy kształt zębów.
Przy tej czynności można przymierzać do posiadanej zębatki jak wygląda zazębienie.
Po zakończeniu całego wieńca koło zębate jest prawie gotowe.
Zakładamy je na gitarę i ręcznie obracając sprawdzamy czy będzie się obracać na całym obwodzie. jeżeli nie to można poprawić piłowanie. Jeżeli już możemy obracać koło ręcznie, można włączyć tokarkę i pozwolić aby kółko swobodnie toczyło się po sąsiednim kole.
napewno przy tym będzie trochę jazgotu. po kilku minutach (1-2min).wyłączamy tokarkę i oglądamy wszystkie zęby. Miejsca gdzie ząb się błyszczy należy lekko liznąć iglakiem bo tam pracował najciężej (za ciasno spasowany). Następnie znowu na gitarę sprawdzić ręcznie -włączyć -sprawdzić -podpiłować-itd...aż do zadowalającego efektu.
Tak wykonana zębatka to będzie naprawdę dzieło sztuki.
Tak to u mnie wyglądało. Dodam jeszcze że nie była to jedyna zębatka wykonana ręcznie ale tamte to inna historia.
Jak kogoś to zainspiruje mogę zrobić zdjęcia.
OUS 1 - wersja katowicka
-
ostanislaw
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 113
- Rejestracja: 20 sty 2008, 19:36
- Lokalizacja: Legnica


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 17226
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Wykonanie koła zębatego do gitary
A nie łatwiej -(ilość zebów+2)*moduł ?ostanislaw pisze: najpierw trzeba wyliczyć średnicę dla przewidzianej ilości zębów.
Ja to liczyłem z proporcji (średnica koła posiadanego/ilość zębów koła posiadanego=średnica koła dorabianego X/ilość zębów koła dorabianego).
.
Podziwiać cierpliwość. Trzy tokareczki na stanie i nacinanie zębów piłką ?
-
tomcat65
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 125
- Posty: 1242
- Rejestracja: 15 lis 2009, 02:46
- Lokalizacja: Olsztyn
- Kontakt:
Co prawda znalazłem już kompa, który nie pada pod Mach'em, ale nie zatargałem go jeszcze do pracy, więc na razie nie miałem możliwości. Ale z obserwacji, posuw wzdłużny powinien bez problemu, gorzej z poprzecznym. Dodatkowo wiszący silnik na końcu, mocno "przegina" poprzeczny i dość mocno kleszczy na jaskółkach. Ale i tak zakładam od razu, że będzie przełożenie 1:4, więc efektywnie będzie 12Nm na śrubie.
Jak jutro dostanę jakiś monitor, będę testował.
A tak co do enkodera, to myślę, że w OUS-ie nie ma sensu robić z wykrywaniem kierunku obrotów. Uchwyt jest na gwincie, więc się może odkręcać, i lewych nie używam. Jedynie do gwintowania (gwintownik/narzynka) byłby potrzebny, a tego raczej nie będę robił.
Planuję zrobić tarczę ok. 100mm, 50 otworów i dwie fotodiody przesunięte w fazie, co da mi 100 punktów/obrót. Wystarczy tyle?, przy gwińcie o skoku 1, to 1/100 dokładności.
Jak jutro dostanę jakiś monitor, będę testował.
A tak co do enkodera, to myślę, że w OUS-ie nie ma sensu robić z wykrywaniem kierunku obrotów. Uchwyt jest na gwincie, więc się może odkręcać, i lewych nie używam. Jedynie do gwintowania (gwintownik/narzynka) byłby potrzebny, a tego raczej nie będę robił.
Planuję zrobić tarczę ok. 100mm, 50 otworów i dwie fotodiody przesunięte w fazie, co da mi 100 punktów/obrót. Wystarczy tyle?, przy gwińcie o skoku 1, to 1/100 dokładności.
-
 oswiecimskie
oswiecimskie
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 86
- Posty: 288
- Rejestracja: 01 gru 2011, 20:33
- Lokalizacja: oswiecim
-
tomcat65
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 125
- Posty: 1242
- Rejestracja: 15 lis 2009, 02:46
- Lokalizacja: Olsztyn
- Kontakt:
To o bliższe wyjaśnienia bym prosił, bo do tego jakaś elektronika jest potrzebna? A w tym się nie rozeznaję.GSM pisze:50 otworów i wyjście kwadraturowe daje rozdzielczość 200 punktów.
Druga sprawa-na płycie ssk-mb2 do tego celu są wejścia +HMA i -HMA. Czyli,że przy planowanych tylko prawych obrotach, wpinam do +HMA ?
Oczywiście, moduł "kontroli szpadla"
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 36
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Lepiej użyć transoptorów szczelinowych, kierunek encoder poznaje po kolejności sygnałów z kwadratury, więc nie ma specjalnej czujki do kierunku. Za to potrzebna jest czujka indeksująca jeden impuls na obrót. W Machu zdaje się, że kwadratury się nie używa wcale, jedynie indeksu. Czyli masz prościej.
Podłącza się toto pod wolne piny portu, ale nie pod spindle control - tam idzie regulacja obrotów wrzeciona na falowniku.
Te HMA to raczej do aktywnych krańcówek są.
edit
Poczytałem opis płyty - faktycznie Chaos pisze, żeby HMA wykorzystać do podpięcia indeksu. HMA idzie na pin 15, prawdopodobnie HMA + to stan wysoki, HMA - niski, ale tutaj to ja laik jestem.
W każdym razie - jeżeli planujesz użycie Macha, to encoder kwadraturowy ci nie jest potrzebny. Potrzebujesz prostego indeksowania - czyli jednego sygnału na obrót - na dobrą sprawę to może być krzywka na wale wrzeciona i mechaniczny wyłącznik zasilony +5 V i podany na pin portu LPT ustawiony na czytanie indeksu. Jednak transoptor szczelinowy będzie bardziej niezawodny, a kosztuje grosze.
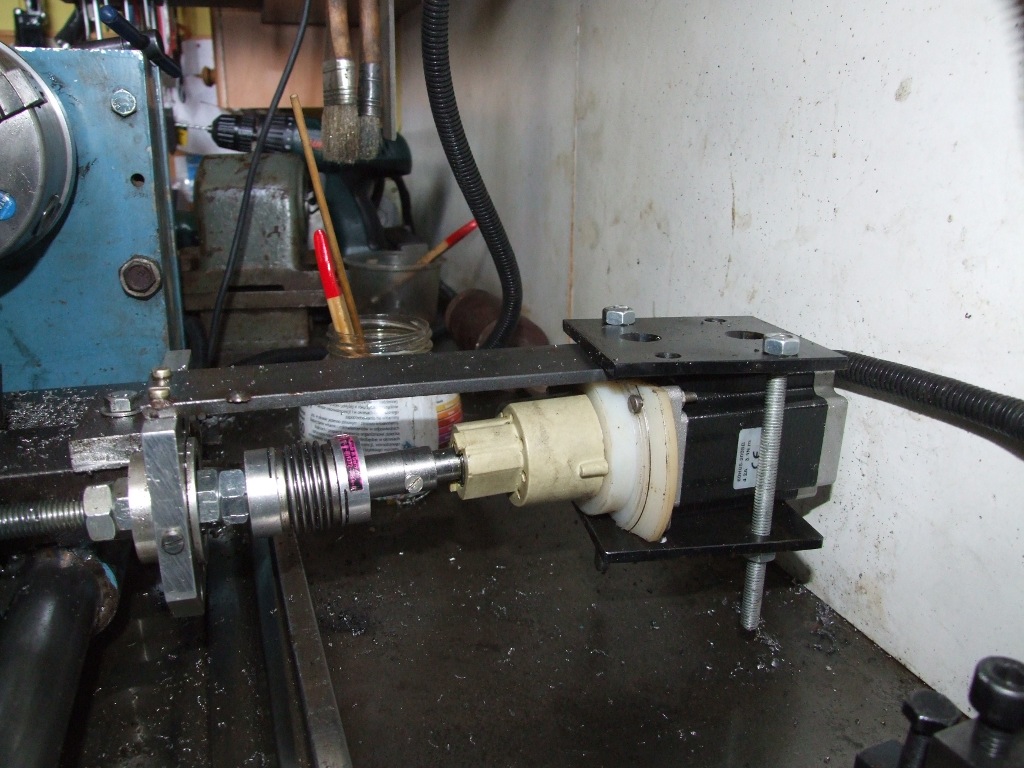
Jak widać na załączonym obrazku - silnik 3,1 Nm wisi u mnie ok 20 cm od jaskółki, którą napędza. Ale ma przekładnię planetarną 1 do 8 po drodze, a śruba jest o skoku 1,5 mm. To rozwiązanie satysfakcjonuje mnie całkowicie - zarówno, jak chodzi o szybkość, jak i o siłę wywieraną na nóż. Przekładnię wydłubałem ze spalonej taniej wkrętarki - luz jest praktycznie pomijalny. Przeróbka i połączenie z silnikiem - banalnie proste.
Podłącza się toto pod wolne piny portu, ale nie pod spindle control - tam idzie regulacja obrotów wrzeciona na falowniku.
Te HMA to raczej do aktywnych krańcówek są.
edit
Poczytałem opis płyty - faktycznie Chaos pisze, żeby HMA wykorzystać do podpięcia indeksu. HMA idzie na pin 15, prawdopodobnie HMA + to stan wysoki, HMA - niski, ale tutaj to ja laik jestem.
W każdym razie - jeżeli planujesz użycie Macha, to encoder kwadraturowy ci nie jest potrzebny. Potrzebujesz prostego indeksowania - czyli jednego sygnału na obrót - na dobrą sprawę to może być krzywka na wale wrzeciona i mechaniczny wyłącznik zasilony +5 V i podany na pin portu LPT ustawiony na czytanie indeksu. Jednak transoptor szczelinowy będzie bardziej niezawodny, a kosztuje grosze.
Jak widać na załączonym obrazku - silnik 3,1 Nm wisi u mnie ok 20 cm od jaskółki, którą napędza. Ale ma przekładnię planetarną 1 do 8 po drodze, a śruba jest o skoku 1,5 mm. To rozwiązanie satysfakcjonuje mnie całkowicie - zarówno, jak chodzi o szybkość, jak i o siłę wywieraną na nóż. Przekładnię wydłubałem ze spalonej taniej wkrętarki - luz jest praktycznie pomijalny. Przeróbka i połączenie z silnikiem - banalnie proste.
-
tomcat65
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 125
- Posty: 1242
- Rejestracja: 15 lis 2009, 02:46
- Lokalizacja: Olsztyn
- Kontakt:
Muszę jeszcze podrążyć temat. Chyba,że ktoś podsunie gotowca  . Jeden impuls/obrót do dokładność rzutu kamieniem - trafi albo nie. Chyba, że imp/obr tylko indeksuje położenie wrzeciona, a reszta np. te 50impulsów(lub 100) liczy obroty. Ale jak to i gdzie podpiąć?
. Jeden impuls/obrót do dokładność rzutu kamieniem - trafi albo nie. Chyba, że imp/obr tylko indeksuje położenie wrzeciona, a reszta np. te 50impulsów(lub 100) liczy obroty. Ale jak to i gdzie podpiąć?
A niedawno wyrzuciłem taką wkrętarkę, ale to klekoczące już dziadostwo było. OUS ma pewne ograniczenia - wielkość i brak miejsca, żeby tak sobie dowolnie kombinować. trzeba się mieścić w tym, co jest. Tu masz kol. MIKI przewagę, bo masz większe pole manewru.
Chętnie użyłbym darmowego oprogramowania (choć demo Mach'a też pozwala na sporo ), ale niestety od wielu lat, ja i Linux jesteśmy całkowicie niekompatybilni.
A niedawno wyrzuciłem taką wkrętarkę
Chętnie użyłbym darmowego oprogramowania (choć demo Mach'a też pozwala na sporo ), ale niestety od wielu lat, ja i Linux jesteśmy całkowicie niekompatybilni.






