



Ja standardowo poproszę o zapodanie "jak".
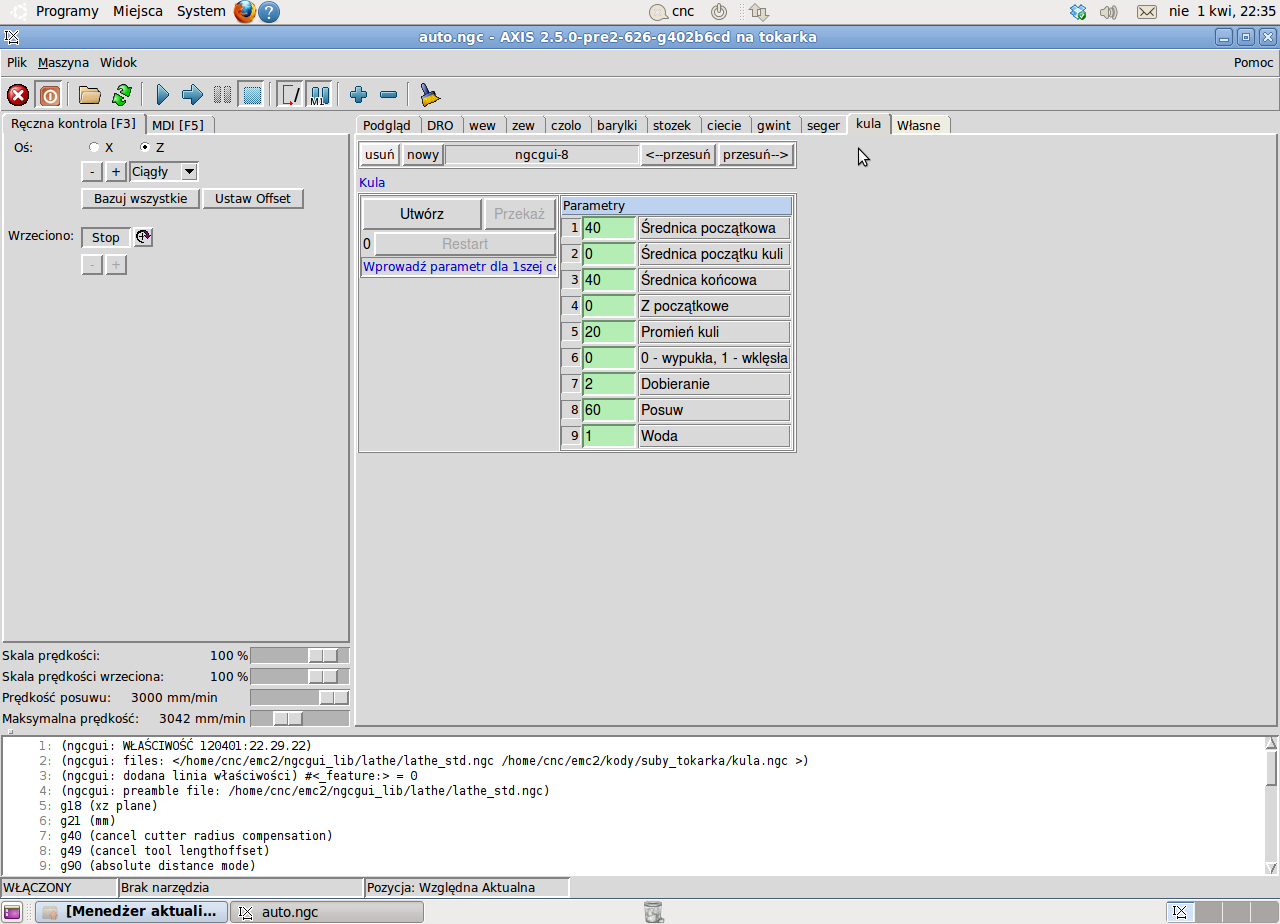
Offset też się udało ustawić, by wpisywać średnicę, a nie promień?
LinuxCNC - tokarka



-
 MlKl
MlKl
- Lider FORUM (min. 2000)
")
- Posty w temacie: 82
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
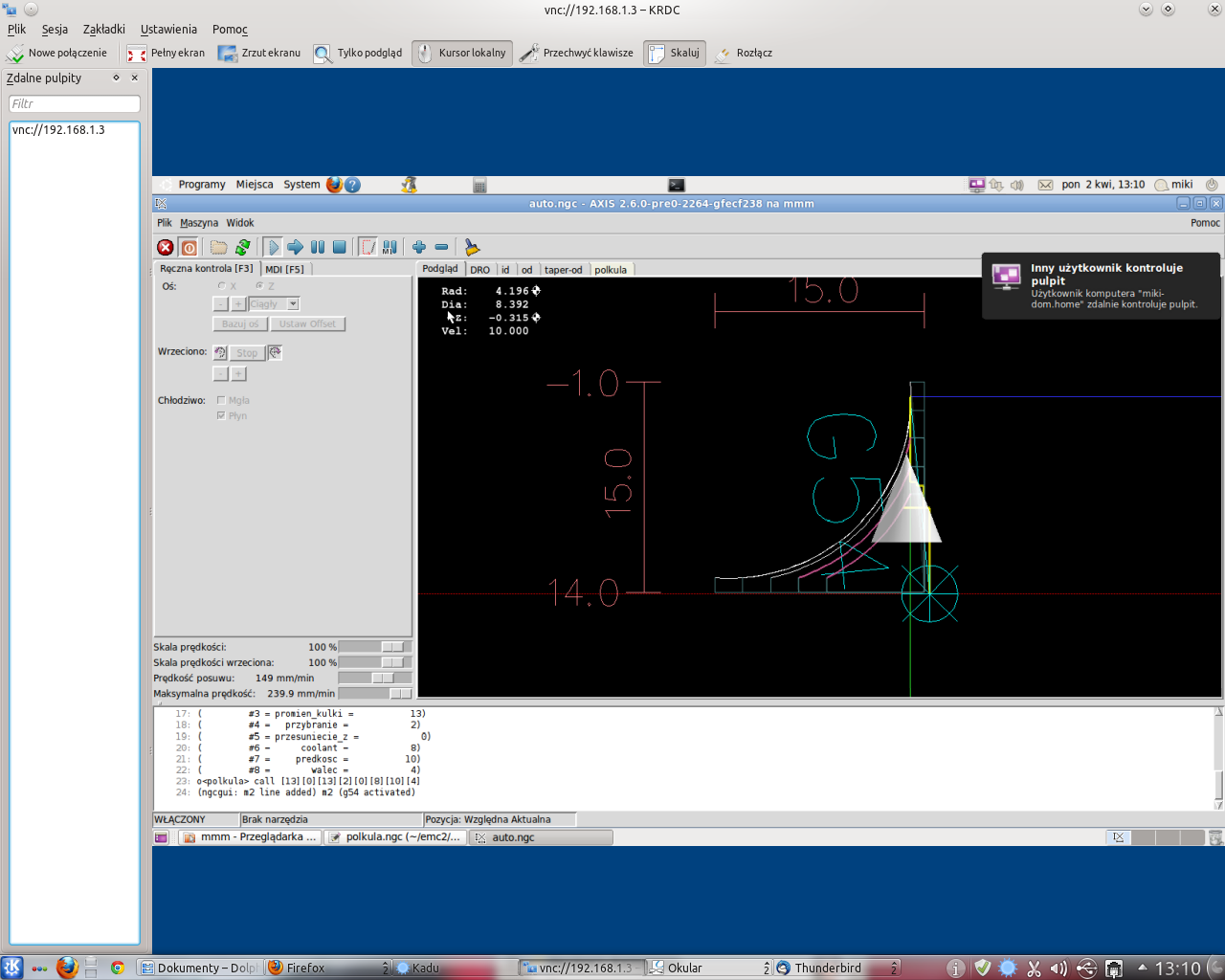
Ja się odnoszę do procedury, którą tutaj wcześniej opublikowałem. Średnica początkowa w niej oznaczała miejsce na czole walca, od którego program ma zacząć zaokrąglanie. Ilość przebiegów robiła się automatycznie ze zmiennej #<walec>, która defaultowo miała wartość zero. Program po wywołaniu zaczynał zawsze toczyć, jakby miał po prostu ucięty walec, a nie już prawie gotową półkulę.
Nadając wartość większą od zera zmiennej #<walec> powodujemy pomijanie określonej ilości przebiegów na początku operacji.
Nadając wartość większą od zera zmiennej #<walec> powodujemy pomijanie określonej ilości przebiegów na początku operacji.






