



LinuxCNC - tokarka


-
 MlKl
MlKl
- Lider FORUM (min. 2000)
")
- Posty w temacie: 82
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Zasadą wolnego oprogramowania jest to, że każdy je sobie może konfigurować i modyfikować pod swoje potrzeby. Fakt - kamar idzie na skróty, konfigurując sobie oś X w skali 1/2, co mu daje oczekiwany efekt przy obsłudze offsetów i wprowadzaniu danych, ale faktycznie broi w innych funkcjach g-code, których kamar albo nie używa, albo używa sporadycznie.
Jeżeli kamar tutaj pyta "jak zmienić parametry dla wizualizacji żeby osiągnąć taki a taki efekt" to nie jest to pytanie nowicjusza, który nie wie, co chce osiągnąć.
tuxcnc jest zaś ortodoksem, i bluźnierstwem wydaje mu się użytkowanie mikroskopu do tłuczenia orzechów, choć kamarowi mikroskop do niczego potrzebny nie jest, a orzechy by tłuc chciał jak najefektywniej...
Jednak problem, przez kamara zasygnalizowany, wart jest uwagi twórców LinuxCNC - faktycznie, jeżeli program ma być wygodny w obsłudze, to GUI dla tokarki - wszak i tak obsługiwane inaczej niż reszta - powinno umożliwiać operowanie średnicami we wszystkich polach, gdzie wpisuje się dziś promień.
Podobnie wizualizacja po zaznaczeniu w pliku konfiguracyjnym opcji pracy na średnicach powinna wymiarować oś X jako fi, a nie jako r, z wyraźnym tego zaznaczeniem w postaci symbolu średnicy przy wartości wymiaru.
Jeżeli kamar tutaj pyta "jak zmienić parametry dla wizualizacji żeby osiągnąć taki a taki efekt" to nie jest to pytanie nowicjusza, który nie wie, co chce osiągnąć.
tuxcnc jest zaś ortodoksem, i bluźnierstwem wydaje mu się użytkowanie mikroskopu do tłuczenia orzechów, choć kamarowi mikroskop do niczego potrzebny nie jest, a orzechy by tłuc chciał jak najefektywniej...
Jednak problem, przez kamara zasygnalizowany, wart jest uwagi twórców LinuxCNC - faktycznie, jeżeli program ma być wygodny w obsłudze, to GUI dla tokarki - wszak i tak obsługiwane inaczej niż reszta - powinno umożliwiać operowanie średnicami we wszystkich polach, gdzie wpisuje się dziś promień.
Podobnie wizualizacja po zaznaczeniu w pliku konfiguracyjnym opcji pracy na średnicach powinna wymiarować oś X jako fi, a nie jako r, z wyraźnym tego zaznaczeniem w postaci symbolu średnicy przy wartości wymiaru.
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 23
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Dwie uwagi natury dość ogólnej.
Pierwsza dotyczy wolności korzystania z wolnego oprogramowania.
Wolność to swoboda czynienia tego, co nie szkodzi innym.
Tak więc jeśli ktoś ma na to ochotę, to sobie może zmierzyć i wyskalować oś X w długościach nosa, a oś Z w długościach fiuta.
Jego program, jego maszyna, jego problem.
Ale wmawianie komukolwiek, że takie skale są prawidłowe to już nie jest wolność korzystania z wolnego oprogramowania, to jest wprowadzanie kogoś w błąd, czyli szkodzenie innym.
Żeby być w porządku wystarczy dodać jedno, dwa słowa.
Ja tak zrobiłem, u mnie to działa, dla mnie tak jest wygodniej, itd.
Druga uwaga dotyczy średnic i GUI dla tokarki.
Otóż G-kod to opis ścieżki narzędzia przy pomocy formuł matematycznych.
Ścieżka narzędzia oczywiście żadnej średnicy nie ma.
Średnica to element opisu toczonego detalu.
G7 wprowadzono dla wygody korzystania z rysunków technicznych.
Ale na rysunku nie ma narzędzia i jego ścieżki, tam jest obrabiany detal.
Średnica pasuje do G-kodu jak pięść do oka.
Dlatego też w programach o rozbudowanej wizualizacji w 3D, deklaruje się materiał.
Podaje się wymiary materiału, żeby program wiedział z czego chcemy rzeźbić.
Oczywiście G-kod jest zorientowany na narzędzie i o materiale nie ma w nim mowy.
W programie CNC na tokarkę wcale nie ma obowiązku ustawiać punktu zero,zero w osi obrotu wrzeciona.
Można sobie go ustawić dowolnie wszędzie, na przykład na powierzchni materiału.
Żeby było ciekawiej można także przestawiać punkt zerowy w czasie wykonywania programu.
Jeśli można, to po co z tego dobrowolnie rezygnować ?
Dlatego nie ma możliwości wizualizacji toczenia bez zadeklarowania materiału i jego położenia.
Można oczywiście taką deklarację zrobić, ale nie w G-kodzie.
G-kod materiału nie opisuje.
.
Pierwsza dotyczy wolności korzystania z wolnego oprogramowania.
Wolność to swoboda czynienia tego, co nie szkodzi innym.
Tak więc jeśli ktoś ma na to ochotę, to sobie może zmierzyć i wyskalować oś X w długościach nosa, a oś Z w długościach fiuta.
Jego program, jego maszyna, jego problem.
Ale wmawianie komukolwiek, że takie skale są prawidłowe to już nie jest wolność korzystania z wolnego oprogramowania, to jest wprowadzanie kogoś w błąd, czyli szkodzenie innym.
Żeby być w porządku wystarczy dodać jedno, dwa słowa.
Ja tak zrobiłem, u mnie to działa, dla mnie tak jest wygodniej, itd.
Druga uwaga dotyczy średnic i GUI dla tokarki.
Otóż G-kod to opis ścieżki narzędzia przy pomocy formuł matematycznych.
Ścieżka narzędzia oczywiście żadnej średnicy nie ma.
Średnica to element opisu toczonego detalu.
G7 wprowadzono dla wygody korzystania z rysunków technicznych.
Ale na rysunku nie ma narzędzia i jego ścieżki, tam jest obrabiany detal.
Średnica pasuje do G-kodu jak pięść do oka.
Dlatego też w programach o rozbudowanej wizualizacji w 3D, deklaruje się materiał.
Podaje się wymiary materiału, żeby program wiedział z czego chcemy rzeźbić.
Oczywiście G-kod jest zorientowany na narzędzie i o materiale nie ma w nim mowy.
W programie CNC na tokarkę wcale nie ma obowiązku ustawiać punktu zero,zero w osi obrotu wrzeciona.
Można sobie go ustawić dowolnie wszędzie, na przykład na powierzchni materiału.
Żeby było ciekawiej można także przestawiać punkt zerowy w czasie wykonywania programu.
Jeśli można, to po co z tego dobrowolnie rezygnować ?
Dlatego nie ma możliwości wizualizacji toczenia bez zadeklarowania materiału i jego położenia.
Można oczywiście taką deklarację zrobić, ale nie w G-kodzie.
G-kod materiału nie opisuje.
.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 96
- Posty: 17201
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Kolego tuxcnc, możesz to swoje odkrywanie ameryki przenieść gdzie indziej ? Dało się to tolerować gdy było smieszne ale teraz robi się nudne. A tego już nie idzie znieść.
[ Dodano: 2012-02-02, 22:49 ]
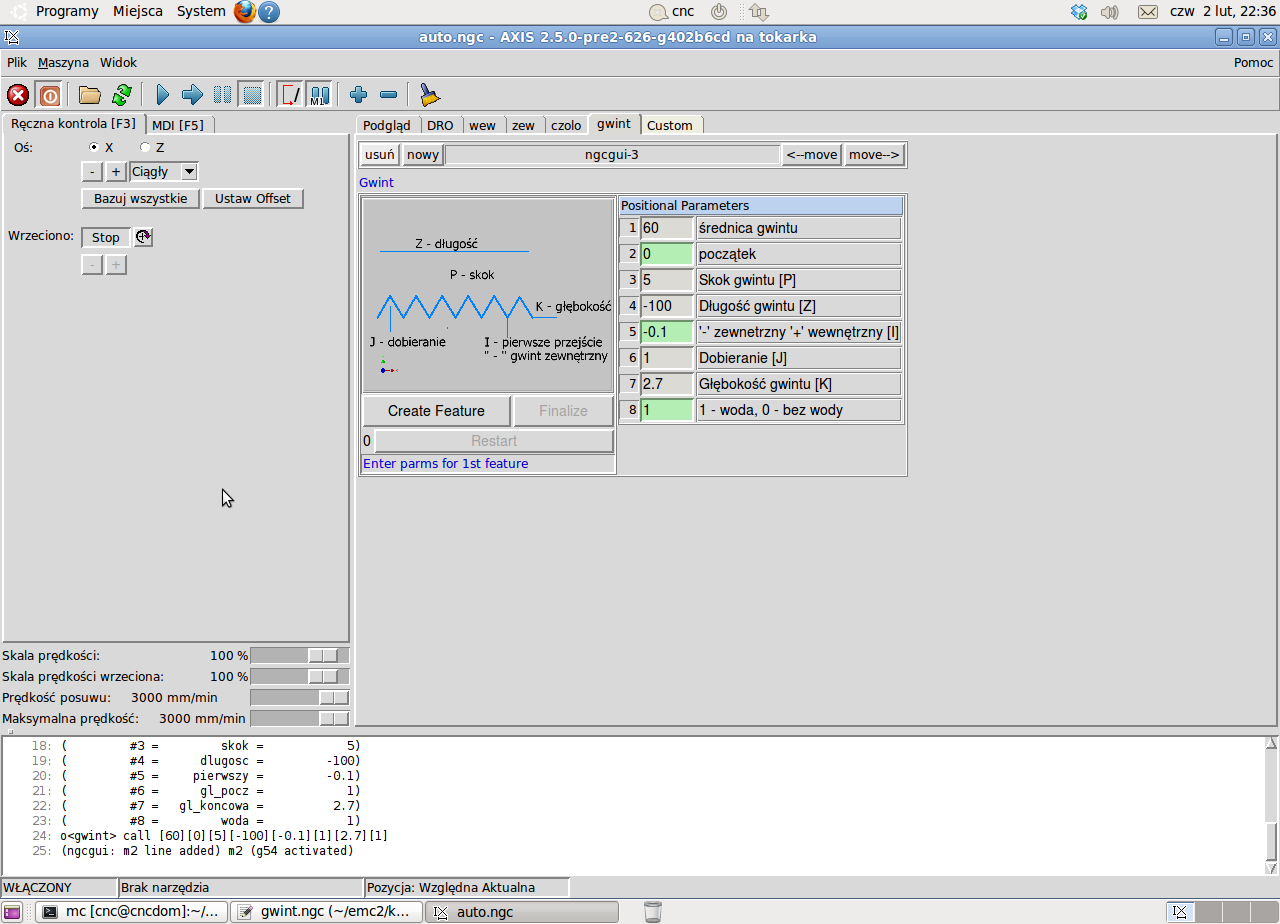
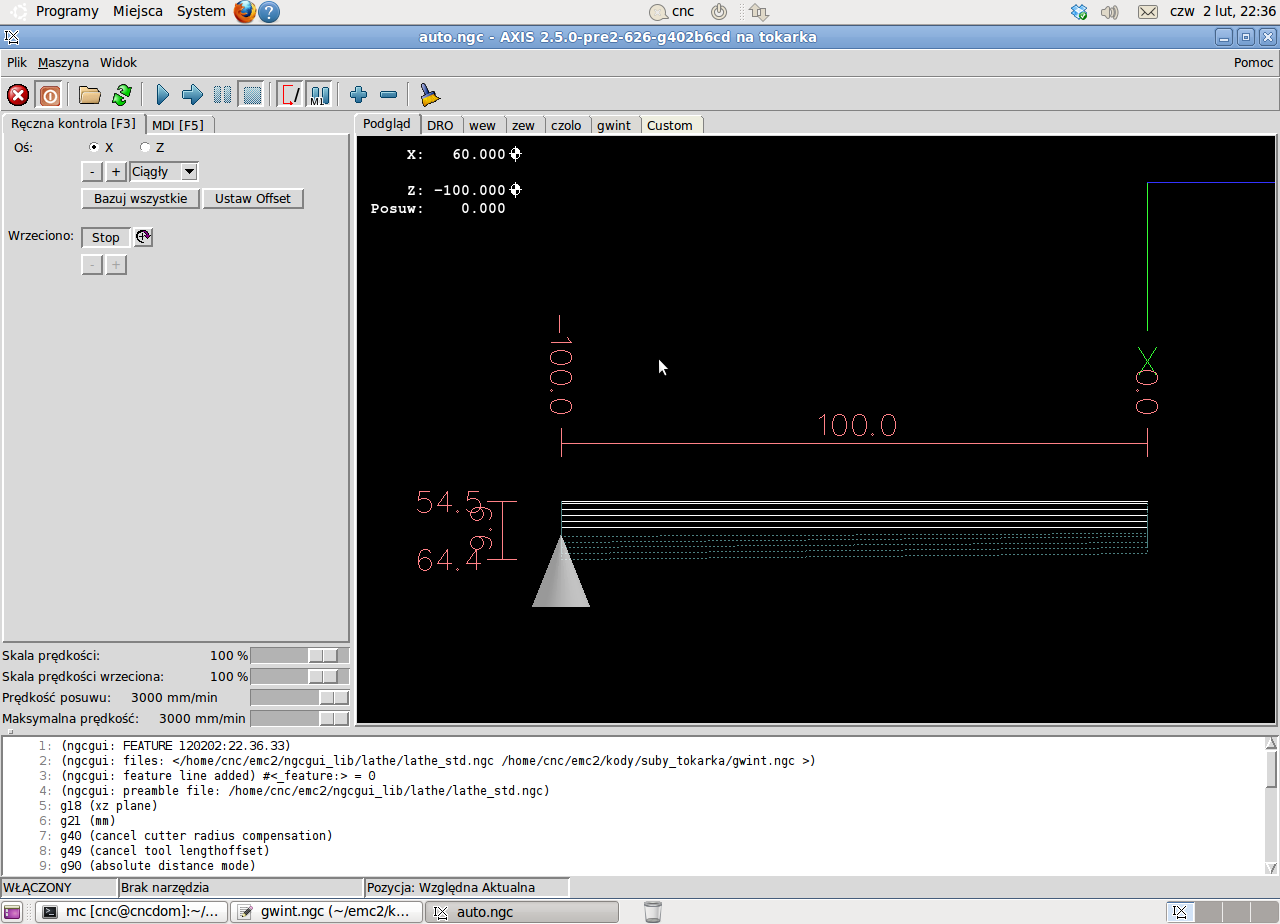
Dla tych coby jednak chcieli gwałcić matematykę, procedurka gwintowania do GUI.
[ Dodano: 2012-02-02, 22:49 ]
Dla tych coby jednak chcieli gwałcić matematykę, procedurka gwintowania do GUI.
Kod: Zaznacz cały
( ------------------------------ )
( G W I N T )
( ------------------------------ )
( Kamar )
( Time-stamp: <2012-01-25 11:49> )
( ------------------------------ )
(info: Gwint )
o<gwint> sub
#<x_pocz> = #1 (=30 średnica gwintu)
#<z_pocz> = #2 (=0 początek)
#<skok> = #3 (=2 Skok gwintu [P])
#<dlugosc> = #4 (=-50 Długość gwintu [Z])
#<pierwszy> = #5 (=-0.1 '-' zewnetrzny '+' wewnętrzny [I])
#<gl_pocz> = #6 (=0.1 Dobieranie [J])
#<gl_koncowa> = #7 (=1.2 Głębokość gwintu [K])
#<woda> = #8 (=1 1 - woda, 0 - bez wody)
g61
#<wjazd>=[#<gl_koncowa> *2]
m3 s600
o100 if [#<woda> eq 1]
m8
o100 endif
g0 z#<z_pocz>
g0 x#<x_pocz>
G76 P#<skok> Z#<dlugosc> I#<pierwszy> J#<gl_pocz> K#<wjazd> r1
o<gwint> endsub
Ostatnio zmieniony 03 lut 2012, 11:19 przez kamar, łącznie zmieniany 1 raz.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 23
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Znieść nie idzie tego, że z rozmysłem publikujesz błędne programy.kamar pisze:Dało się to tolerować gdy było smieszne ale teraz robi się nudne. A tego już nie idzie znieść.
G-kod dla LinuxCNC jest objęty normą i nie wolno go dowolnie interpretować.
http://www.linuxcnc.org/docview/html/gc ... meter-Mode
http://www.linuxcnc.org/docview/html/gc ... adius-Mode
Ustawieniem domyślnym programu jest G8.G8 is default at power up.
Nie użyłeś G7, więc nie wolno Ci napisać "średnica".
.
-
mariuszbroda
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 430
- Rejestracja: 13 lip 2011, 21:57
- Lokalizacja: Wrocław
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 96
- Posty: 17201
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
godz 5.25 -27°

A swoją drogą, to ciekawe akty prawne pod tymi linkami. Szkoda że nie podają zagrożenia wyrokiem.
Już nie długo będziesz kierował do swoich postów jako do prawd objawionych i obowiązującego prawa.
No widzisz, gwałcę co się nawinie. Matematyka, ACTA. Żadnej wrony nie ma w okolicytuxcnc pisze: G-kod dla LinuxCNC jest objęty normą i nie wolno go dowolnie interpretować.
A swoją drogą, to ciekawe akty prawne pod tymi linkami. Szkoda że nie podają zagrożenia wyrokiem.
Już nie długo będziesz kierował do swoich postów jako do prawd objawionych i obowiązującego prawa.
umi cytać ?tuxcnc pisze: Żeby być w porządku wystarczy dodać jedno, dwa słowa.
Ja tak zrobiłem, u mnie to działa, dla mnie tak jest wygodniej, itd.
.
kamar pisze: Moja konfiguracja i rady odnoszą się do maszyn którymi dysponuję tj. normalna tokarka bez magazynku narzędzi.
Trochę inaczej będzie z np. napędzanym narzędziem, wtedy G7 i G8 będzie niezbędne żeby frezować np. kanałek pod wpust.
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 82
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Trzmiel też podobno waży zbyt dużo w stosunku do powierzchni swoich skrzydeł, żeby mógł latać. Na szczęście trzmiel o tym nie wie, więc se lata spokojnie...
Tokarza przy maszynie nie obchodzi teoria względności. Ma materiał, którego oś jest zawsze w tym samym miejscu fizycznie. Ma suwmiarkę, czy też średnicówkę, którą w razie potrzeby mierzy średnicę materiału. Nie ma żadnej potrzeby wprowadzania do programu parametrów materiału, nie ma również żadnej istotnej potrzeby, żeby zero osi X ustawiać gdzie indziej, niż w osi wrzeciona/materiału.
Toczenie to w 99% przypadków proste operacje. Tokarz ma spojrzeć na rysunek, wpisać w odpowiednie miejsce w programie wartości z rysunku, i potem w trakcie wykonywania programu w łatwy sposób weryfikować, czy mu maszyna robi zgodnie z rysunkiem.
Program się pisze dla człowieka, który ma go obsługiwać, a nie pod wydumane normy. Kamar gwałci źle napisany program - i cześć mu i chwała za to. Pokazuje, że "się da". Rolą programistów jest zrobić takie GUI, żeby i cnota G-code była cała, i kamar zadowolony. Dopóki tego nie zrobią, kamar będzie ten nieszczęsny G-code gwałcił - i nie masz na to żadnej rady.
GUI to tylko (i aż) pośrednik pomiędzy maszyną a człowiekiem. Należy go tak napisać, żeby człowiek mógł z komputerem rozmawiać we własnym narzeczu - oczywiście w zakresie, w jakim ma działać komputer. I jeżeli dla człowieka przy tokarce naturalnym jest używanie średnic, to rolą programisty jest stworzenie GUI, które pobierze od operatora średnice, i wewnętrznie przetworzy je na promienie - tam, gdzie potrzeba.
Tokarza przy maszynie nie obchodzi teoria względności. Ma materiał, którego oś jest zawsze w tym samym miejscu fizycznie. Ma suwmiarkę, czy też średnicówkę, którą w razie potrzeby mierzy średnicę materiału. Nie ma żadnej potrzeby wprowadzania do programu parametrów materiału, nie ma również żadnej istotnej potrzeby, żeby zero osi X ustawiać gdzie indziej, niż w osi wrzeciona/materiału.
Toczenie to w 99% przypadków proste operacje. Tokarz ma spojrzeć na rysunek, wpisać w odpowiednie miejsce w programie wartości z rysunku, i potem w trakcie wykonywania programu w łatwy sposób weryfikować, czy mu maszyna robi zgodnie z rysunkiem.
Program się pisze dla człowieka, który ma go obsługiwać, a nie pod wydumane normy. Kamar gwałci źle napisany program - i cześć mu i chwała za to. Pokazuje, że "się da". Rolą programistów jest zrobić takie GUI, żeby i cnota G-code była cała, i kamar zadowolony. Dopóki tego nie zrobią, kamar będzie ten nieszczęsny G-code gwałcił - i nie masz na to żadnej rady.
GUI to tylko (i aż) pośrednik pomiędzy maszyną a człowiekiem. Należy go tak napisać, żeby człowiek mógł z komputerem rozmawiać we własnym narzeczu - oczywiście w zakresie, w jakim ma działać komputer. I jeżeli dla człowieka przy tokarce naturalnym jest używanie średnic, to rolą programisty jest stworzenie GUI, które pobierze od operatora średnice, i wewnętrznie przetworzy je na promienie - tam, gdzie potrzeba.
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 19
- Posty: 8015
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Ponieważ wczoraj byłem u KAMARA to przyznaję - nie widzialem tam żadnej wrony.tuxcnc pisze:No widzisz, gwałcę co się nawinie. Matematyka, ACTA. Żadnej wrony nie ma w okolicy
A poważnie to tak: Kamar przypomina troche kierowce który jak widzi doly w drodze (po prawej stronie) to omija je lewą stroną. Natomiast Tuxcnc przestrzega przepisów i nie ma zamiaru ich naginać, troche zwolni ale pojedzie prawą stroną. To tyle odnośnie porównań.
Dobrze dla mnie że Tuxcnc podaje tu jak to powinno być prawidlowo, ale jeżeli 90% robót na tokarce jest toczenie walka gdzie podany wymiar jest średnicą to bliższa jest mi koncepcja Kamara chćby dlatego że eliminuje to dodatkowe G gdzie może zdażyć się zwykle zapomnienie o tym.






