



w sumie to brałem chyba 2 suwmiarki zwykłe liniały 500 suwmiarkę specjalną potem jeszcze na 200 i na 300 hmmm może coś jeszcze .. dopiero jak starałem się wyszukać by pokazać gdzie kupiłem to zobaczyłem że wywoławcza jest 170zł.. tak czy inaczej zawsze jak kupujemy kilka rzeczy za kilka stów to polecam napisać do sprzedawcy i potargować się za każdym razem przynajmniej koszty wysyłki utarguje
Frezarko-wiertarka ZX7016 ''ZOSIA''
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 163
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
no szczerze powiem że nie sprawdzałem wcześniej ile to kosztowało... kojarzyło mi się że coś koło 130zł kosztowały te wyświetlacze .. zamawiałem więcej przedmiotów i jakoś to utargowałem i za wysyłkę też nie płaciłem ...tak czy inaczej to wysoka cena za takie wyświetlacze ale co zrobić jak nikt nie miał nic konkurencyjnego i nikt nie był w stanie pomóc zbudować...
w sumie to brałem chyba 2 suwmiarki zwykłe liniały 500 suwmiarkę specjalną potem jeszcze na 200 i na 300 hmmm może coś jeszcze .. dopiero jak starałem się wyszukać by pokazać gdzie kupiłem to zobaczyłem że wywoławcza jest 170zł.. tak czy inaczej zawsze jak kupujemy kilka rzeczy za kilka stów to polecam napisać do sprzedawcy i potargować się za każdym razem przynajmniej koszty wysyłki utarguje

w sumie to brałem chyba 2 suwmiarki zwykłe liniały 500 suwmiarkę specjalną potem jeszcze na 200 i na 300 hmmm może coś jeszcze .. dopiero jak starałem się wyszukać by pokazać gdzie kupiłem to zobaczyłem że wywoławcza jest 170zł.. tak czy inaczej zawsze jak kupujemy kilka rzeczy za kilka stów to polecam napisać do sprzedawcy i potargować się za każdym razem przynajmniej koszty wysyłki utarguje
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Tagi:

-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 55
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Na pewno jeden wspólny wyświetlacz dla trzech osi to duża wygoda, ale to kilkaset złotych które można przecież wydać na inne narzędzia ..
Wczoraj w ramach testów wziąłem drewniany klocek i produkowałem wióry.
Jest takie miejsce, z którego patrząc widać wskazania wszystkich trzech wyświetlaczy równocześnie.
Tak więc z tą gimnastyką przy odczycie nie jest najgorzej.
Bardziej przeszkadzały wióry, bo drewniane latają wszędzie.
Będę myślał o jakiejś osłonie, i tak kombinowałem coś w rodzaju kuwety, bo nie lubię jak chłodziwo idzie na podłogę.
To moja pierwsza maszyna z DRO.
Jestem zaskoczony wygodą obsługi.
Nie trzeba ciągle kombinować w rodzaju "trzy obroty i siedemnaście kresek", a jak się zakręci w złą stronę to po 0.1mm można się zorientować.
Nie żałuję wydanych pieniędzy, bo podziałki na korbach to dziewiętnasty wiek, a mamy przecież dwudziesty pierwszy.
.
Wczoraj w ramach testów wziąłem drewniany klocek i produkowałem wióry.
Jest takie miejsce, z którego patrząc widać wskazania wszystkich trzech wyświetlaczy równocześnie.
Tak więc z tą gimnastyką przy odczycie nie jest najgorzej.
Bardziej przeszkadzały wióry, bo drewniane latają wszędzie.
Będę myślał o jakiejś osłonie, i tak kombinowałem coś w rodzaju kuwety, bo nie lubię jak chłodziwo idzie na podłogę.
To moja pierwsza maszyna z DRO.
Jestem zaskoczony wygodą obsługi.
Nie trzeba ciągle kombinować w rodzaju "trzy obroty i siedemnaście kresek", a jak się zakręci w złą stronę to po 0.1mm można się zorientować.
Nie żałuję wydanych pieniędzy, bo podziałki na korbach to dziewiętnasty wiek, a mamy przecież dwudziesty pierwszy.
.
-
 MarekSCO
MarekSCO
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 10
- Posty: 135
- Rejestracja: 06 sty 2009, 21:33
- Lokalizacja: Żołynia
Rozwaliłeś mnie całkowicietuxcnc pisze:podziałki na korbach to dziewiętnasty wiek, a mamy przecież dwudziesty pierwszy.
"Podziałki na korbach" powstały trochę wcześniej niż w XIX wieku
Kilkanaście wieków wcześniej
Oczywiście rozumiem, że miało to być obrazowe porównanie jedynie
Ale widzisz... rzecz w czymś innym jednak...
Proponuję, zatem skonstruować obrabiarkę CNC gdzie zamiast śrub i silników krokowych,
czy serwomechanizmów, zastosujemy np...
Siłowniki pneumatyczne liniowe i precyzyjne DRO
O ile ułatwiło by to rzecz - nieprawdaż ?
Z tego co napisałeś wnioskuję, że silniki krokowe i serwa całkowicie nie nadają się
do zastosowań w XXI wieku
Sedno bowiem tkwi nie w podziałce na śrubie ale w... Samej śrubie
W żadnym razie nie stawiał bym alternatywy między indeksowaną śrubą i DRO.
Już choćby dlatego, że się wzajemnie nie wykluczają
Gratuluję wykonania. Chyba się zmobilizuję do wykonania takiego odczytu położenia, jak u Ciebie.
Przy okazji jeden ze sposobów radzenia sobie z wysokimi cenami narzędzi...

Ja tego używam nawet na mojej zośkowatej i doskonale pozwala regenerować i modyfikować frezy itp narzędzia.
W sumie łatwa w wykonaniu. Naprawdę szczerze polecam pod rozwagę zrobienie sobie
takiej zabawki do Zośki...
Pozdrawiam
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 55
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
W obrabiarce to raczej siłowniki hydrauliczne.MarekSCO pisze:Proponuję, zatem skonstruować obrabiarkę CNC gdzie zamiast śrub i silników krokowych,
czy serwomechanizmów, zastosujemy np...
Siłowniki pneumatyczne liniowe i precyzyjne DRO
Chińska suwmiarka ustawiona w specjalny tryb wykonuje trzydzieści pomiarów na sekundę.
Nie słyszałem natomiast o programie, który by z nią współpracował, ale program można przecież napisać.
Ja z kolei myślę o mikroprocesorze, który by czytał suwmiarkę i na podstawie odczytu udawał enkoder.
Pod Linuksem wystarczy enkoder podpiąć pod lpt i dostaje się sygnał PWM.
A takim sygnałem to by i elektrozawór wysterował.
O zaletach napędu hydraulicznego chyba nie trzeba wspominać ?
Tak więc czemu nie ?
Nie sugeruję nikomu rezygnacji z silników krokowych i śrub.
Sam będę do Zośki zakładał krokowce i pewnie śruby zostawię fabryczne.
Tylko koszt szacuję na tysiąc złotych.
Na silnikach od hulajnogi bym się zmieścił w stówce, tylko nie mam ochoty tego stroić.
A do ostrzenia narzędzi kombinuję dużo prościej.
Mam taki uchwyt do czujnika zegarowego, który ma trzy osie swobody a blokowany jest tylko jedną śrubą.
Trzeba by to samo zrobić solidniej i dodać podziałki.
Wbrew pozorom, jak się śrubę tylko lekko poluzuje, to można obrócić jedną oś nie poruszając pozostałych
.
-
MarekSCO
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 10
- Posty: 135
- Rejestracja: 06 sty 2009, 21:33
- Lokalizacja: Żołynia
Hmm... Sugerujesz, że wykonanie przegubów kulowych będzie prostsze...tuxcnc pisze:A do ostrzenia narzędzi kombinuję dużo prościej.
Mam taki uchwyt do czujnika zegarowego, który ma trzy osie swobody a blokowany jest tylko jedną śrubą.
Trzeba by to samo zrobić solidniej i dodać podziałki.
W takim razie...
Szczerze - całkiem szczerze mimo że w żartach - zazdroszczę umiejętności
Jeszcze trochę o DRO vs śruba z podziałką...
Z podstaw metrologii wiemy, że przy dzieleniu wymiaru zarówno wartość wyniku jak i
błąd względny jest podwielokrotnością...
Weźmy 100 metrów ( +/- 1 ) cienkiej, nierozciągliwej nici. Złóżmy na pół i przetnijmy...
Otrzymaliśmy zdaje się 50 +/- 0,5 m...
I tak dalej... Jeśli tylko błąd dzielenia pozostanie stały ( jednakowy przy wszystkich kolejnych
podziałach ) otrzymamy wynik z zadziwiającą wprost dokładnością...
I tej zasadzie podlega zarówno śruba z korbą, jak i każdy inny rodzaj przekładni
Spójrz na moją podzielnicę z poprzedniego linku... Jest to tzw "podzielnica prosta"...
Tzn nie zawiera dodatkowej przekładni mechanicznej...
Dlaczego mogę na niej dokładnie ostrzyć takie narzędzia jak na zdjęciu...
Ano dlatego - i tylko dlatego - że średnica tarczki jest sporo większa od średnicy
ostrzonego narzędzia... Stąd też przy prostym pozycjonowaniu ( "na kreskę skali" ) otrzymuję wystarczającą dokładność...
Dlaczego zabawne wydaje mi się zastosowanie prostych siłowników liniowych w miejsce śrub ?
Ano dlatego, że świadomie rezygnujemy tutaj z przekładni, a więc i prostej możliwości zwiększenia dokładności pozycjonowania...
Jak zobaczyłem zdjęcia DRO zastosowanego przez adam Fx, przypomniałem sobie o
innym zdjęciu, które zamieszczam poniżej
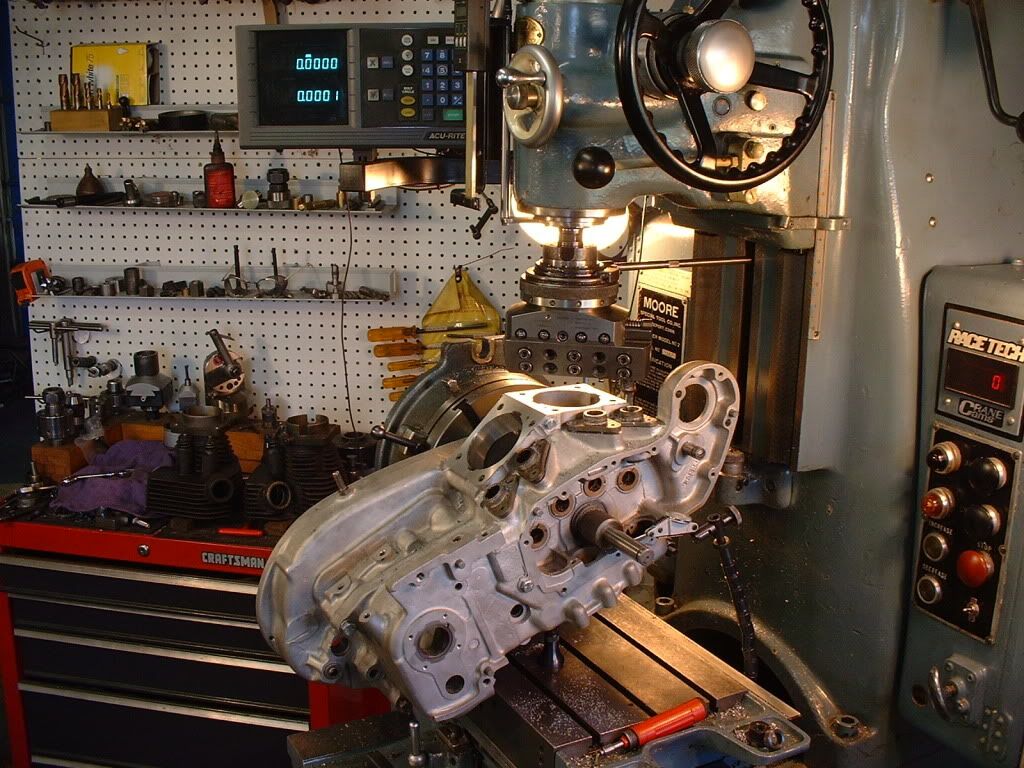
Tutaj koleś zastosował podobny układ odczytu jak u Adama, tylko w "odrobinkę" mniej
zośkowatej maszynce
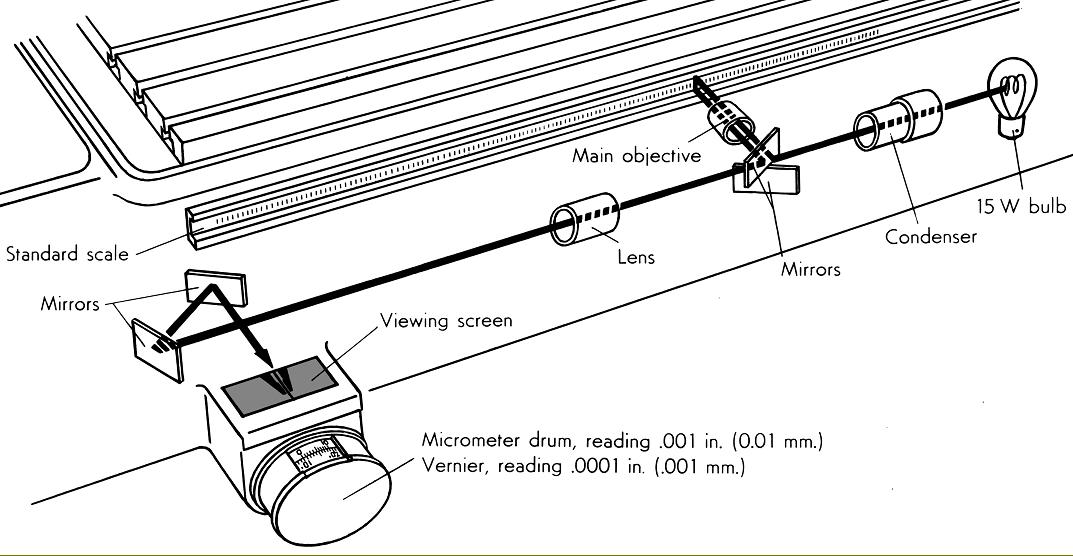
I jeszcze jeden przykład DRO, tym razem mechaniczne... A dokładniej pracujące w oparciu
o zasady mechaniki... kwantowej
I jeszcze jakieś propozycje dotyczące modernizacji zośkowatych...

Po lewej proste imadełko wychylne, do ostrzenia noży i frezowania gniazd na płytki...
( Oraz paru innych rzeczy jeszcze )
Po prawej najprostsza chyba podzielnica... Czyli ociosany kawałek sześciokanta ze stożkiem MK 2 w środku
Może to kogoś zainspiruje
Pozdrawiam
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 55
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Czy Ty się na mnie uwziąłeś ?MarekSCO pisze:Hmm... Sugerujesz, że wykonanie przegubów kulowych będzie prostsze...tuxcnc pisze:A do ostrzenia narzędzi kombinuję dużo prościej.
Mam taki uchwyt do czujnika zegarowego, który ma trzy osie swobody a blokowany jest tylko jedną śrubą.
Trzeba by to samo zrobić solidniej i dodać podziałki.
W takim razie...
Szczerze - całkiem szczerze mimo że w żartach - zazdroszczę umiejętności
Czego bym nie napisał, to Ty zrozumiesz odwrotnie i napiszesz, że to mój pomysł ...
Gdzie widzisz przeguby kulowe ?

A kombinuję nie tylko skale, ale i korbkę ze ślimakiem.
Ponieważ siły będą znikome, to ślimak ze śruby M16, a ślimacznica nacięta gwintownikiem na obwodzie podziałki.
Mam nadzieję, że tym razem nie posądzisz mnie o budowanie promu kosmicznego.
A twoje rozważania na temat dokładności, przekładni i DRO są teoretycznie poprawne, ale do napędu obrabiarki CNC nie mają zastosowania.
Położenie odczytujesz liniałem, a do napędu suportu możesz zaprząc konia, byleby na wio i prr właściwie reagował.
Siłownik hydrauliczny steruje się przepływem.
Jak znasz średnicę to bez problemu obliczysz o ile się tłok przesunie kiedy wtłoczysz 1cm3 płynu.
.
-
MarekSCO
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 10
- Posty: 135
- Rejestracja: 06 sty 2009, 21:33
- Lokalizacja: Żołynia
W żadnym razie nie mam takich intencji !tuxcnc pisze:Czy Ty się na mnie uwziąłeś ?
Czego bym nie napisał, to Ty zrozumiesz odwrotnie i napiszesz, że to mój pomysł ...
Gdzie widzisz przeguby kulowe ?
Jeśli tak to odebrałeś, to przepraszam
O przegubach kulowych napisałem właśnie dlatego, że wcześniej napisałeś o pomyśle
na prostszą podzielnicę od tej, którą zaprezentowałem na zdjęciu...
Jeśli więc nie zastosujemy tych przegubów kulowych, to powiedz mi, czym Twoja podzielnica będzie się różniła od tej ,którą zaprezentowałem... ?
( Oczywiście pomijając przekładnię ślimakową, ale o tym piszesz dopiero teraz )
Moim zdaniem niczym
Nie dostrzegam tutaj żadnych uproszczeń, które dały by się w praktyce zrealizować...
Stąd i te przeguby kulowe przyszły mi do głowy...
Szukałem po prostu najbliższego alternatywnego rozwiązania...
Dlatego popełniłem błąd, będący przyczyną nieporozumienia, za które przepraszam raz jeszcze
Co do "wio", to masz racjętuxcnc pisze:A twoje rozważania na temat dokładności, przekładni i DRO są teoretycznie poprawne, ale do napędu obrabiarki CNC nie mają zastosowania.
Położenie odczytujesz liniałem, a do napędu suportu możesz zaprząc konia, byleby na wio i prr właściwie reagował.
Chyba, że zaprzężemy dwa konie ciągnące suport w przeciwnych kierunkach i
zrezygnujemy z "prr" na korzyść komendy "wio" dla obu zamiast "prr"...
Im silniejsze będą te kobyły, tym bardziej uniezależnimy się od sił powstających przy zmiennych oporach skrawania
Oczywiście siłownik hydrauliczny ma wynikający z konstrukcji niski współczynnik sprzężenia zwrotnego... Tzn nie tak łatwo go przepchnąć ale...
Śruba z korbą ma to samo, dokładniej i po mniejszych kosztach
Zresztą, hydrauliczny napęd suportu stosuje się często w szlifierkach, ale tam, gdzie
nie jest istotna dokładność pozycjonowania ( napęd suportu wzdłużnego w szlifierce do wałków czy płaszczyzn )...
Spójrz jednak na drugie zdjęcie z mojego poprzedniego postu - ten schematyczny rysunek...
Pochodzi z koordynatki SIP hydro-optic... Gdzie, jak sama nazwa wskazuje, hydrauliki
pełno... A jednak suporty przemieszczane są za pomocą śrub z korbami
Nie widzę tej granicy... Tzn dlaczego moje teoretycznie poprawne rozważania nie miały by mieć zastosowania w obrabiarce CNC ?
Pozwolę sobie na jeszcze jedną inspirację fotograficzną, tym razem prosta podzielnica do
zośkowatej wykonana z obudowy demobilowego kła tokarskiego...
Kasowanie luzów na przekładni przez dociąganie śrubą ślimaka do ślimacznicy...

-
 rudzik6
rudzik6
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 11
- Posty: 376
- Rejestracja: 16 paź 2006, 22:52
- Lokalizacja: pod Olsztynem
- Kontakt:
Aby uzyskać te brakujące 5mm wystarczy odkręcić zabezpieczenie na końcu suwmiarki ( dwie śrubki), wtedy daje sie dalej zsunąć, problem tak, że nie ma jak złapać wtedy za koniec, ja mysle nad dorobieniem takiej blaszki łapiacej za te dwa otwory pozostałe po tym zabezpieczeniu, ale może byc problem podfrezować w tym miejscu, może dremelkiem kamykiem pójdzie. Przy okazji przetestowałem, suwmiarka 200mm daje stabilnie pomiar przy zdejmowaniu do 260mm , a suwmiarka 150mm do 200mm, potem rozdzielaja się.tuxcnc pisze:Dotarła suwmiarka 200mm.
Co ciekawe, suwmiarka jest za krótka.
Nie dużo, bo z 5mm, ale jest kłopot.
Trzeba stół przesunąć do oporu w lewo i montować listwę wysuniętą do maksymalnego możliwego położenia.
Można też odciąc szczęke pomiarową i suwmiarka przesunie sie tez poniżej zera w lewą stronę tam jest ok 13 mm naklejonego pola pomiarowego. Ale tego nie testowałem. Teoretycznie więc mozna z suwmiarki 150 wyciągnąć ok. 213mm, a z 200 ok. 273mm. Kwestia dorobienia listwy z jednej i z drugiej strony tak aby częsc pomiarowa mogła na nie wejśc i całosc była stabilna.
Pozdrawiam
Wiesiek
[ Dodano: 2011-03-12, 15:31 ]
Rozebrałem jedna 150 suwmiarkę. Składa się głównie z jednej dwustronnej płytki, po jednej stronie jest część współpracująca z czujnikami? na listwie suwmiarki. Z drugiej strony płytki jest reszta elektroniki. Ale to co mnie najbardziej interesuje to jest tam pole stykowe na którym jest połozona gumka przewodząca do wyświetlacza LCD.
Kombinuje teraz jak przedłuzyc te pole stykowe i całą obudowe z wyswietlaczem umiescic w dowolnym innym miejscu. W to pole stykowe mozna podlutować wiazke kabelków, całość zalać czymś wodoodpornym. Wiązkę z kolei można wlutowac do dorobionej płytki z polami stykowymi do wyswietlacza i całośc zmontować w oryginalnej plastikowej obudowie suwmiarki. Kwestia jak dorobić te pola stykowe? Mozna zamówić, ale czy te styki musza być złocone? Nie wyglada aby oryginalne były złocone, to chyba czysta miedź. Ale jeżeli tak jest , to taka suwmiarka długo nie popracuje w mokrym srodowisku.
Mozna tez poszukac jakiejś płytki z telefonu starego komurkowego i wykorzystać pola stykowe od tamtych LCD.
Jednym słowem, poszukac jakiegoś zlomu, troche starannosci , lutowanie i mamy np. 3xDRO w prosty i tani sposób z oryginalnych obudów suwmiarek . a sama suwmiarka jest lepiej zabezpieczona przed chłodziwem.
Wiesiek
próbuję budowac rower 750W, skuterek 2kW, samochodzik 2x10kW DC ETEK RT) http://ev.arbiter.pl/galeria/e-samochodzik
http://ev.arbiter.pl/galeria/e-skuterek
http://ev.arbiter.pl/galeria/e-skuterek
")






