Setna strona wątku - mały jubileusz

Same bardzo praktyczne rzeczy dodałeś.
A dopiero co, czyli wczoraj, przemogłem się i zainstalowałem najnowszy poprzedni soft na maszynie...

Czego dotyczy zapisywanie pliku w eksperymentalnej formie? Czy, jak dobrze rozumiem, wszystkich parametrów pracy związanych z pozycjonowaniem, o których pisałem że są "w zeszycie"?
Jeśli chodzi o nesting, to odgadujesz myśli
Mam jeszcze bardziej wyrafinowany pomysł (rozwinięcie), który wyszedł mi przy okazji rozcinania dużej płyty na detale.
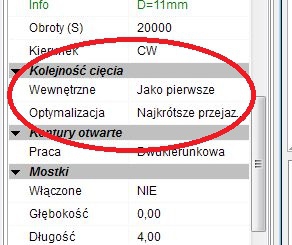
Otóż czasami są takie prace zmultiplikowane, że trzeba je wykonywać w odpowiedniej kolejności. Nie chodzi mi o kolejność detalu (to też, ale na to już nie ma rady i w takim razie trzeba zrobić plik ręcznie) tylko kolejność operacji.
Przyczyny mogą być dwie podstawowe. Pierwsza - technologiczna, że najpierw wykonujemy cięcie z naprężeniami albo grożące rezonansami materiału, i chodzi o to, żeby materiał był maksymalnie mocny (zwarty) na tym etapie, a nie częściowo "durszlak". Druga przyczyna - prozaiczna, że część pojedynczej pracy robiona jest innym narzędziem albo narzędziami. I wtedy przy nestingu trzeba by wymieniać narzędzia przy każdym pojedynczym detalu osobno, co oczywiście nie ma sensu.
Dlatego przydałaby się opcja, w której nesting przebiegałby dla każdej krzywej cięcia osobno. Czyli np najpierw otworek nr jeden, z powieleniem. Potem otworek 2, z powieleniem. Następnie zmiana frezu i kieszeń z powieleniem. I na końcu wycinanie z powieleniem.
Czyli musiałoby być pole wyboru opcji i przycisk przejścia do następnej krzywej.
Albo, w wersji uproszczonej, po prostu powielanie wszystkiego co jest robione jednym narzędziem aż do zasygnalizowania zakończenia powielania, i wtedy po wymianie narzędzia, cięcie od nowa tych krzywych, które są pod kolejnym narzędziem.
Ale to tak, zupełnie przy okazji, z gatunku "tematy do przemyślenia na przyszłość". Myślę że wszyscy czekają ze znacznie większą nadzieją na opcję rzutowania osi X,Y na obrotową. To chyba ostatni poważny powód, dla którego ktoś mógłby rozpatrywać wybór pomiędzy Piko i Machem do frezarki.
P.S.
W poprzedniej wersji zauważyłem opóźnienie, i to bardzo duże, pomiędzy realizacją wyciętych rektorów na ekranie i faktycznym stanem osi. Wcześniej, na starym camie, tego nie obserwowałem - raczej ekran wyprzedzał odrobinę oś, ładując dane do bufora sterownika z wyprzedzeniem. Teraz opóźnienie jest w drugą stronę, co jest niepokojąco dziwne, i do tego wielokrotnie większe.





")


")